
临氢环境下承受交变载荷的压力容器合于使用评价及缺陷成因分析
2023-07-04 01:35潘曙平
化工机械 2023年3期
潘曙平 甘 磊
(1.甘肃省特种设备检验检测研究院;2.国家管网西部管道甘肃输油气分公司)
压力容器作为最常见的特种设备之一,在化工生产过程中发挥了无可替代的作用。在制造或长期使用过程中,复杂苛刻的工艺环境会导致压力容器产生不同类型的缺陷。由于化工生产的连续性特点,频繁停车检修会造成巨大的经济损失,因此需对含超标缺陷的在用压力容器进行合于使用评价研究,找出缺陷产生的原因,避免发生失效事故。
笔者采用有限元应力分析方法对某含缺陷的加氢裂化装置氢气压缩机二级出口缓冲器进行合于使用评价,为容器维修提供科学依据。由于该设备在临氢环境及疲劳工况下运行,为避免再次失效,在缺陷部位取样,通过力学性能试验、化学成分分析、金相检验、扫描电镜观察及能谱分析等手段,分析该容器产生裂纹的原因。
1 合于使用评价
1.1 基本情况
某石化公司柴油加氢裂化装置使用时长约21个月,期间曾停车两个月进行了停车检验。在检修过程中发现,K-101A二级出口缓冲器入口接管角焊缝处存在一处埋藏缺陷。缓冲器主要技术参数如下:
设计温度 150 ℃
操作温度 73 ℃
设计压力 8.63 MPa
操作压力 6.50 MPa
介质 新氢
材料 筒体Q345R 接管16MnⅢ
规格 筒体壁厚δ=32 mm接管 φ375 mm×50 mm
压力容器类别 Ⅱ类
管外 无保温
1.2 检验检测情况
缓冲器入口接管焊接接头渗透检测结果如图1所示,可以看出,入口接管焊接接头外表面未见开口缺陷;超声检测发现焊缝根部存在超标埋藏缺陷,缺陷最大深度约18 mm。考虑到该设备投用时间较短且紧急停车会造成巨大的经济损失,故采用合于使用评价的方法判断该缺陷是否需要立即维修。

图1 缓冲器入口接管焊接接头渗透检测形貌
由于缺陷尺寸较大,故优先考虑弹塑性断裂失效的失效模式,采用GB/T 19624—2019《在用含缺陷压力容器安全评定》[1]中平面缺陷评定方法对该埋藏缺陷进行安全评定。
1.3 缺陷表征
根据无损检测结果,该缺陷表征前后的缺陷尺寸数据见表1。

表1 缺陷表征尺寸mm
1.4 应力分析
采用有限元分析方法,得到整体结构应力分布如图2 所示,设备最大应力为达到了216.760 1 MPa。

图2 整体结构应力分布云图
根据GB/T 19624—2019中的平面缺陷常规评定方法,评定中所选的应力是缺陷部位的主应力,计算该主应力时应采用线弹性计算方法,并假设结构中不存在缺陷。根据有限元分析计算出的应力结果,选取各缺陷所在位置的应力结果为一次应力;按照GB/T 19624—2019第5.4.2条,保守地取材料的屈服强度为二次应力。
乘以安全系数后,缺陷处的一次薄膜应力Pm为32.21 MPa,一次弯曲应力Pb为2.30 MPa,二次薄膜应力Qm为305.13 MPa,二次弯曲应力Qb为0 MPa。
1.5 应力强度因子计算
根据材料学性能数据,计算应力强度因子。GB/T 19624—2019附录D给出了典型结构的应力强度因子KI计算式:
其中,fm和fb为形状系数,不同结构的形状系数算法及其取值详见GB/T 19624—2019附录D。文中取fm=1.60,fb=0.57,计算得一次应力的应力强度因子=396.61,二次应力的应力强度因子=3664.38。
1.6 载荷比Lr和断裂比Kr的计算
载荷比Lr是指引起一次应力的施加载荷与塑性屈服极限载荷的比值,表示载荷接近于材料塑性屈服极限载荷的程度,不同结构的载荷比计算式见GB/T 19624—2019附录C (文中只给出计算结果)。
断裂比Kr是指施加载荷作用下的应力强度因子与以应力强度因子表示的材料断裂韧度的比值,其计算式如下:
式中 G——相邻两裂纹间弹塑性干涉效应系数,单独评定时取1;
KC——以应力强度因子表示的材料断裂韧度,或由J 积分断裂韧度除以CTOD断裂韧度换算的以应力强度因子表示的材料断裂韧度,MPa·m1/2或N/mm3/2。
ρ为塑性修正因子,其计算式如下:
其中,Ψ1的值可根据的值查得(其中σs为评定温度下的材料屈服强度,也可用其条件屈服强度σ0.2代替)。
1.7 失效评定
将计算得到的评定点坐标值(Lr,Kr)标注于通用失效评定图上,具体如图3所示。

图3 FAC失效评定曲线
根据图3可以得到Kr的评定曲线方程:
由图3可知,评定点落在安全区外,故该缺陷未通过GB/T 19624—2019的安全评定,该容器无法满足继续安全使用的条件。为避免发生失效,保证压力容器的长周期安全稳定运行,需对缺陷部位进行更换,并对缺陷成因及失效模式进行分析。
2 缺陷成因分析及失效模式判断
为探明缺陷成因及设备的失效模式,在缺陷处取样分析。取样部位及宏观断口局部形貌如图4所示,可以看出断口整体平整,无明显塑性变形,呈脆性开裂的特点;表面覆盖垢物,焊缝内存在未焊透缺陷。

图4 取样部位及宏观断口局部形貌
2.1 化学成分分析
对缓冲器筒体、接管和焊缝分别进行化学成分分析,结果见表2。由表中的数据可以看出,筒体化学成分符合GB/T 713—2014对Q345R材料的要求;接管化学成分符合NB/T 47008—2017对16Mn材料的要求;焊缝化学成分符合GB/T 5117—2012对焊接材料E5015(J507)熔敷金属的要求。

表2 化学成分分析结果wt%
2.2 力学性能试验
在筒体和接管完好部位取样进行常温拉伸试验和低温冲击试验,结果见表3。可以看出,筒体屈服强度、抗拉强度、断后伸长率和冲击功均符合GB/T 713—2014对Q345R材料的要求;接管屈服强度、抗拉强度、断后伸长率和冲击功均符合NB/T 47008—2017对16Mn材料的要求。

表3 力学性能检测结果
2.3 硬度测定
对焊接接头进行布氏硬度测定,结果表明,筒体侧母材布氏硬度范围为105HBW~123HBW;焊缝和两侧热影响区布氏硬度均高于两侧母材硬度;接管侧母材布氏硬度符合NB/T 47008—2017对16Mn材料的要求。
2.4 金相组织分析
焊接接头缺陷及金相组织形貌如图5所示。可以看出,在焊缝内存在一处未焊透缺陷,两条裂纹萌生于未焊透部位两尖角处,沿熔合线由未焊透部位向外和向内扩展,裂纹尖端呈台阶状;筒体金相组织为铁素体+珠光体,存在铁素体带状组织(图5c),根据GB/T 34474.1—2017《钢中带状组织的评定 第1部分:标准评级图法》,带状组织级别为3级。
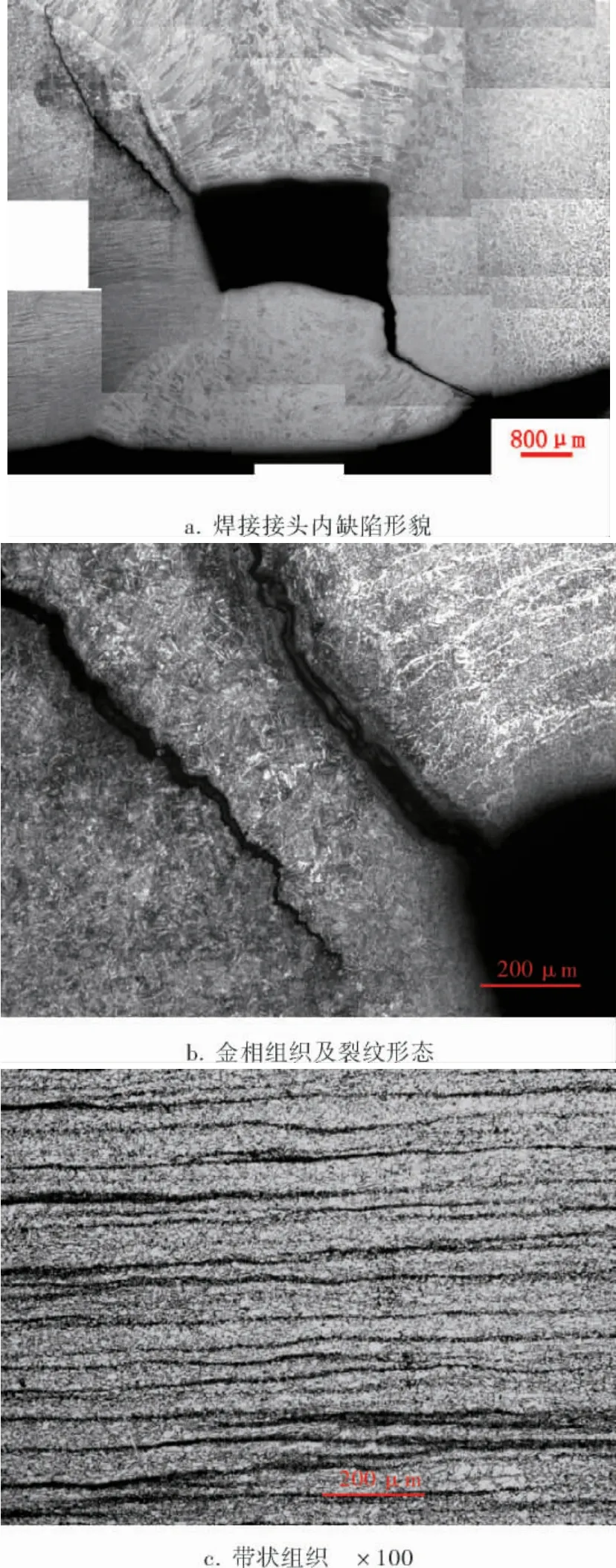
图5 焊接接头缺陷及金相组织形貌
2.5 扫描电镜及能谱分析
对原始断口进行清洗,清洗后断口形貌如图6所示,可以看出断口呈鸡爪状形貌,符合氢致开裂的特征。

图6 清洗后的断口形貌
对缓冲器内壁垢物、原始断口和金相样品近断口部位进行能谱分析,结果见表4。可以看出,内壁垢物主要以铁的氧化物形式存在,还含有F、S、Cl、P、Ca、Zn等杂质元素;原始断口垢物主要以铁的氧化物形式存在,还含有Ca、Na、K、S、Mg、Al、Ti、Ni等杂质元素,原始断口块状垢物中含有Ca、F、Na、K、Mg、S、Al、Si等杂质元素;金相样品近断口部位裂纹处主要以铁的氧化物形式存在,还含有S、Cl、Al、K等杂质元素。

表4 能谱分析结果
2.6 总结
经过检测及分析试验,缓冲器筒体材料的化学成分、拉伸性能、冲击功均满足标准要求,金相组织为铁素体+珠光体,存在铁素体带状组织,带状组织级别为3级;接管材料的化学成分、拉伸性能、硬度值均满足标准要求,金相组织为铁素体+珠光体;焊缝和热影响区组织为索氏体+针状、块状分布的铁素体;断口具有氢致开裂的特征。
缓冲器入口接管焊接接头处焊缝存在未焊透缺陷,该缺陷局部存在尖角,在尖角处易发生应力集中,此处为焊接接头的最薄弱部位。该处长期受结构应力和工作应力共同作用,缺陷的尖角处萌生裂纹。缓冲器介质为新氢,氢气吸附于缓冲器内表面并分解成氢原子,氢原子较小,易向金属中扩散,裂纹部位为强氢陷阱,氢不断富集,促进了裂纹的扩展。筒体组织存在铁素体带状组织,带状组织易成为输氢通道,促进裂纹扩展;在长期运行过程中会加速裂纹扩展。
3 结束语
笔者针对某柴油加氢裂化装置压缩机出口缓冲器的埋藏缺陷,使用有限元分析方法进行了合于使用评价,评定点落在安全区外,缺陷未通过GB/T 19624—2019的安全评定,故该容器无法继续安全使用。为避免发生失效,保证压力容器的长周期安全稳定运行,需对缺陷部位进行更换,并对缺陷成因及失效模式进行分析。结果表明,断口具有氢致开裂的特征,缓冲器入口接管焊接接头处焊缝存在未焊透缺陷,该缺陷局部存在尖角,在尖角处易发生应力集中,此处为焊接接头的最薄弱部位,需制定措施加以解决。
猜你喜欢
山东冶金(2022年3期)2022-07-19
轻兵器(2022年3期)2022-03-21
铁道车辆(2021年4期)2021-08-30
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
四川冶金(2018年1期)2018-09-25
设备管理与维修(2015年11期)2015-03-16
上海金属(2014年5期)2014-12-20
河南科技(2014年12期)2014-02-27
