
修边模工序件贴模度研究
2023-06-27 01:50刘彪杰杨玉贵周雪峰祝云
模具工业 2023年6期
刘彪杰, 杨玉贵, 周雪峰, 祝云
(1.成都师范学院, 四川 成都 611130;2.四川成飞集成科技股份有限公司, 四川 成都 610091)
0 引 言
目前,汽车发动机盖外板、门外板、侧围、翼子板等零件,由于拉深成形后出现回弹,造成在后工序修边模上贴模程度较差。为了提高零件贴模度,生产现场调试人员需要耗费较多的工时进行模具零件研配、间隙排除等工作[1],以提升模具零件着色率,避免由于零件回弹引起的干涉造成修边工序件压料变形。但这些工作会产生大量设备成本和人工成本,也占用了较多的项目制造周期。
由于修边工序一次修边后,零件的封闭结构被破坏,内应力释放,修边整形工序二次修边一般为弹性压料,不影响零件回弹与模具零件着色。通过工序件贴模度研究,可以在保证零件精度的情况下,减少压力机参数调试及钳工的研配工时,节约生产成本,缩短项目开发周期,解决后工序模具零件贴模偏差的问题。
1 工序件贴模度研究方案
1.1 工序件贴模度影响因素分析
CAE软件仅能模拟单件生产,无法模拟压力机参数偏差,而且现场生产干扰因素较多,如压力机参数偏差、模具偏装等因素无法避免,其产生的影响不易评估[2],同时还存在材料成形性能差异造成的偏差。因此,工序件贴模度研究主要集中在冲压分析、模具零件型面处理等方面,这些因素易于研究和分析,其拓扑关系如图1所示,常见的工序件贴模良好与贴模状态不佳如图2、图3所示。

图1 工序件贴模度影响因素
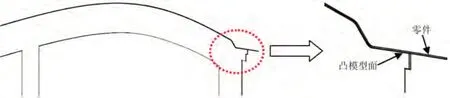
图2 工序件贴模良好

图3 工序件贴模状态不佳
1.2 工序件贴模度研究方法
工序件贴模度研究主要通过对比拉深成形后理论与实际零件在修边模上的贴模度差异,对修边模凸模型面进行加工处理,提高工序件贴模度,从而提升零件尺寸一致性[3],减少后工序修边模研配工时。为了获得精确的贴模间隙值,试验过程中,在拉深成形后的零件上均匀标定测量点,通过激光切割设备在零件上以测量点为圆心切割直径为φ3 mm的圆,再通过三坐标测量仪精确测量凸模与零件的间隙值,得到零件贴模间隙。贴模度研究方向主要分为对称件共用凸模、一模单件和针对所有零件凹R、非工作区域避空处理,如图4所示,现针对前2种情况进行研究。

图4 工序件贴模度研究方向
2 工序件贴模度技术研究过程
2.1 贴模度技术流程
根据调试工艺方法,研配到位的修边模零件与凸模夹持面自由状态须100%贴合,工序件与凸模整体着色率须大于80%,否则贴合率不合格,须进行贴模度处理,贴模处理流程如下。
(1)当拉深件放置在后工序凸模上,零件与凸模的间隙超出贴模标准时,需要根据拉深件回弹对修边模进行贴模处理。贴模处理有2种方式:①对修边模进行整体drawshell处理,通过Autoform软件对修边模进行整体补偿,然后将网格导入CAD软件中,对修边模数模进行整体变形;②修边模仅对拉深件下塌区域局部处理,达到去除干涉的目的。
(2)将凸、凹模不重要的特征进行避空处理,如凸包、凸筋。
(3)将凸模废料非工作区域进行避空处理。
(4)将凹R区域进行避空处理。
2.2 尾门外板下部修边工序贴模处理方案
某车型尾门外板采用双件共模生产,对比其拉深件Autoform仿真分析结果(见图5)与蓝光扫描结果(见图6),仿真结果显示零件中间区域塌陷最大值为1.47 mm,零件蓝光扫描结果显示中间区域塌陷最大值为1.15 mm,由于仿真结果与蓝光扫描结果通过零件在模具上的回弹趋势判断贴模处理的方向和大致区域,数值上的微小差异仅作参考。对比图5和图6可以看出,中间区域回弹结果接近,其它区域有差异。模具偏装造成零件左右回弹差异明显,上下位置的回弹结果不一致,可能与现场材料流入差异、成形压力改变等因素相关[4]。
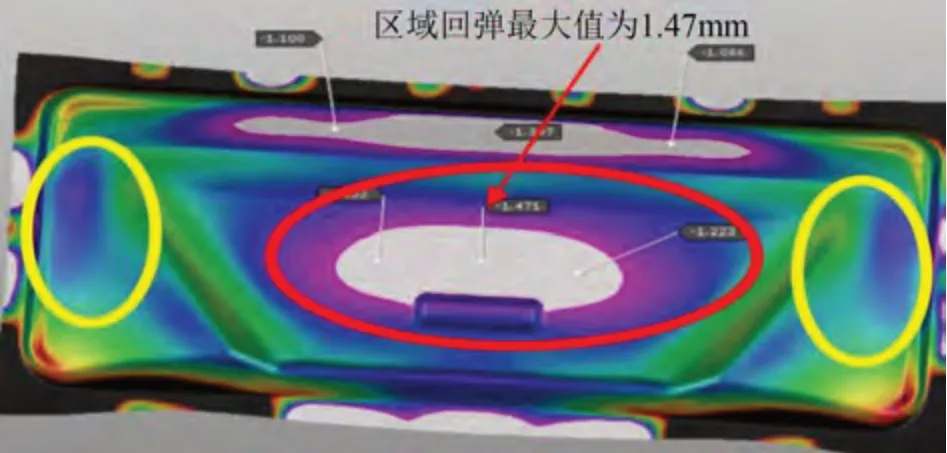
图5 拉深件理论分析回弹结果
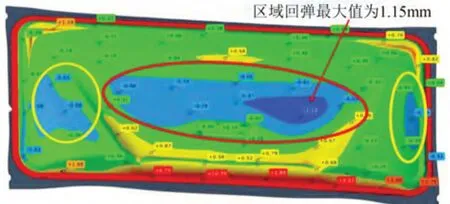
图6 拉深件蓝光扫描结果
拉深件放置在修边模凸模上的贴模间隙如图7所示,贴模间隙最大值为1.6 mm,最小值为0.4 mm,相对偏差值为1.2 mm;修边完成后的零件放置在凸模上的贴模间隙如图8所示,贴模间隙最大值为1.1 mm,最小值为0.4 mm,相对偏差值为0.7 mm。这说明零件在凸模上的贴模度较差,但修边后零件贴模度要优于拉深件贴模度,这是由于修边时压料器的压料效果影响。根据拉深件扫描结果,对修边工序凸模型面进行贴模处理。根据拉深件蓝光扫描的云图STL文件,确定零件与修边模的干涉区域,对凸模型面进行处理,如图9所示。中间区域的型面是回弹后零件与凸模干涉的区域,对此区域按照干涉数值去干涉加工,加工的深度可以大于扫描数值的最大值直到去除干涉为止,结合模具强度情况而定,该尾门外板凸模实际加工量为3.5 mm,同时对凸包、凸筋、非工作区域和凹R区域进行避空处理,贴模前后的贴模间隙对比如图10所示,拉深件贴模间隙最大值为0.5 mm,最小值为0.1 mm,相对偏差值为0.4 mm。贴模处理后的间隙值符合修边之后的零件贴模间隙趋势,因此,贴模处理后的零件贴模效果较佳。

图7 贴模处理前间隙

图8 修边完成后贴模间隙

图9 贴模数据处理方案
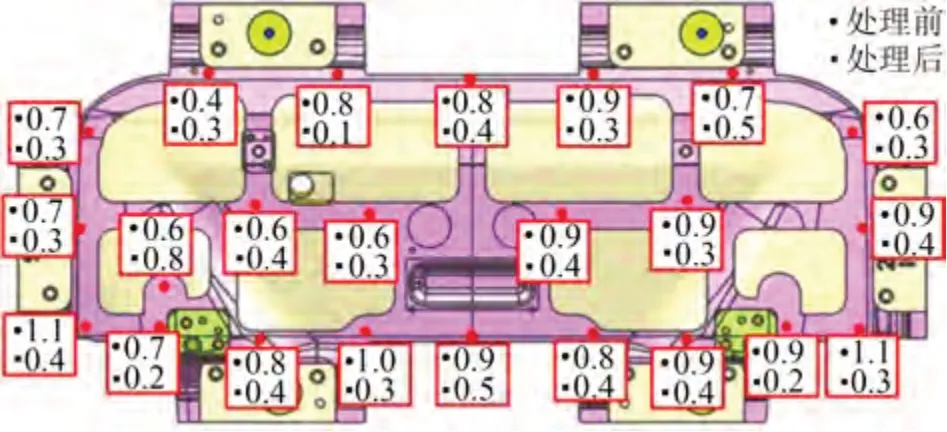
图10 贴模前后的贴模间隙对比
2.3 发动机盖外板修边工序贴模处理方案
某车型发动机盖外板采用一模单件生产,根据理论分析结果,对其修边凸模型面进行局部贴模处理,发动机盖外板理论分析结果与蓝光扫描结果分别如图11、图12所示,通过仿真与蓝光扫描结果可知零件理论与实际回弹趋势一致,由于测量点较多,此处以中间区域塌陷最大值2.32 mm为边界条件进行去干涉加工,其余点位数值仅作参考使用。

图11 拉深件理论分析回弹结果

图12 拉深件蓝光扫描结果
根据拉深件蓝光扫描的云图STL文件处理凸模型面,同时对非工作区域、凹R区域进行避空处理,图12中间型面是回弹后零件与凸模干涉的区域,由于零件中间区域向下塌陷造成与凸模干涉,处理中间区域较为简单,对此区域按照干涉值去干涉加工。由于发动机盖外板尺寸较大,需经过2次贴模处理,处理后的加工数模如图13所示,第2次处理区域为蝴蝶型区域。均匀采集发动机盖外板的点位并统计贴模处理前的贴模间隙,与第1、2次贴模处理后的贴模间隙数值进行对比,如图14所示。
图13 贴模处理加工数模
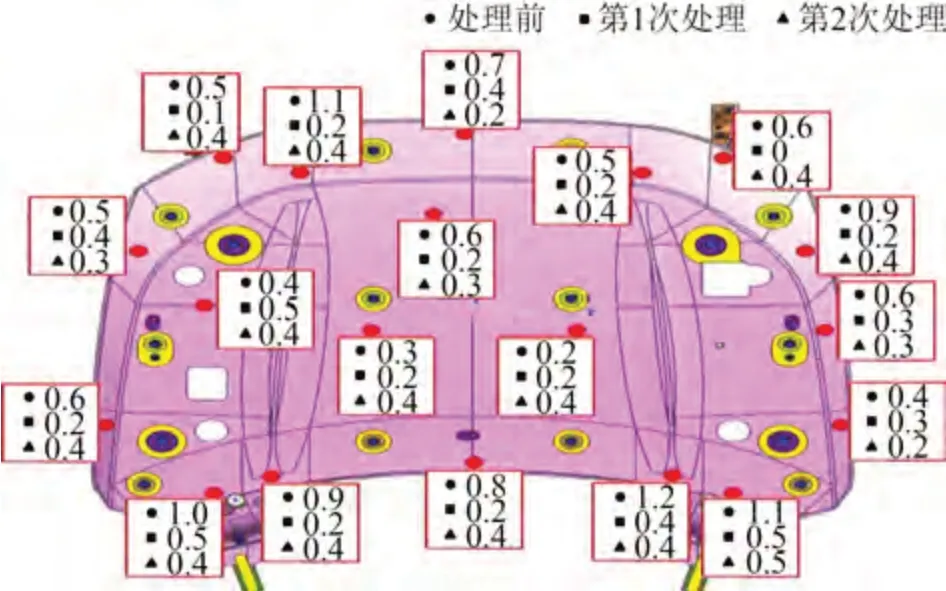
图14 贴模处理前后的贴模间隙对比
贴模处理前零件中间区域与凸模间隙小,周圈与凸模间隙大,与图12蓝光扫描结果一致。从图14可以看出,第2次贴模处理后,零件灯口区域及前端贴模度均匀,偏差为0.2 mm;零件风窗区域虽然贴模间隙较大,但是贴模间隙从原来的0.4~1.2 mm降低到了0.5 mm以内。因此,贴模处理后零件放置在凸模上的状态好于贴模处理前的状态。
3 贴模处理对零件尺寸稳定性的影响分析
各取3个贴模处理前、后的尾门外板及发动机盖外板进行测量,分析其尺寸稳定性,如图15、图16所示。尺寸稳定性偏差是指零件切边线测量最高分数与最低分数的差值,差值越小表明零件状态越稳定,反之则越不稳定。

图15 贴模处理前后尾门外板尺寸稳定性差异

图16 贴模处理前后发动机盖外板尺寸稳定性差异
对比图15、图16可以看出,贴模处理前2个零件的平均切边尺寸精度分别为79.1%、83.9%,尺寸稳定性偏差为6.6%、5.5%;贴模处理后零件的平均切边尺寸精度提升至86.6%、90.3%,分别提高了7.5.%、6.4%。零件尺寸稳定性偏差为1.8%、1.7%,分别降低了4.8%和3.8%,零件稳定性显著提升。通过贴模处理后的修边模零件型面研配工作量大幅减少,缩短了模具制造周期。
4 结束语
通过对尾门外板下部、发动机盖外板贴模度进行分析,制定了贴模处理方法,对比Autoform仿真回弹与拉深件在修边凸模的蓝光扫描件结果发现,贴模处理后的零件切边精度和尺寸稳定性提高,在不对零件进行其它精度整改的情况下,零件稳定性偏差控制在5%以内。零件尺寸稳定性的提升也能对面品质量改善起到效果。因此,研究修边模工序件贴模度具有重要意义,为今后汽车外覆盖件稳定性提升起到一定的指导作用。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
模具制造(2021年8期)2021-10-20
橡胶科技(2021年7期)2021-07-20
模具制造(2021年3期)2021-05-03
家庭影院技术(2019年8期)2019-08-27
家庭影院技术(2019年1期)2019-01-21
家庭影院技术(2018年10期)2018-11-02
科技创新导报(2017年34期)2018-06-05
环球市场(2017年21期)2017-09-10
工业设计(2016年12期)2016-04-16
