南沿江城际铁路热处理钢轨与高速钢轨焊接施工技术研究
2023-03-25 01:39潘沛浪PANPeilang
价值工程 2023年7期
潘沛浪PAN Pei-lang
(中铁十二局集团有限公司,太原 030024)
0 引言
铺设无缝线路是适应高速运输发展,保持列车平稳运行,减小列车对钢轨冲击,延长钢轨使用寿命的有效方法,对钢轨焊接接头的性能提出了更高的要求。
不同交货状态的钢轨其硬度、材质、精度等不尽相同,在高速铁路中对不同的股道(如正线、到发线)、不同大小的曲线半径线路要求铺设不同类型的钢轨。因此在施工过程中经常遇到不同交货状态的钢轨进行对焊,特别是硬度较大的热处理钢轨与精度较高的高速钢轨焊接接头质量如何控制是问题关键所在。
1 工程概况
南沿江城际铁路属于长三角城际轨道交通网的第三层次“核心区域线路”,是长三角核心区域的骨干城际线;是沪汉蓉快速客运通道的重要组成部分,承担项目沿线与华中、西南地区的长途跨线客流。南沿江城际铁路的建设,可以提高沪宁通道的客运能力,解决通道内交通需求与供给之间的矛盾,缓解沿江公路、铁路的交通压力。
南沿江城际铁路铺设攀钢,U71Mn 热处理钢轨、高速钢轨(U71MnG 热轧钢轨)和低速钢轨(U71Mn 热轧钢轨)三种钢轨,U71Mn 热处理钢轨主要用于曲线段,高速钢轨主要用于正线,低速钢轨主要用于到发线和联络线。线路中就有多种焊接接头,本文主要对热处理钢轨和高速钢轨焊接接头的焊接工艺参数及焊接质量保障进行分析研究。
2 移动闪光焊接技术原理
移动闪光焊接是一种将钢轨两端面轻微接触并形成许多接触点,电流通过接触点而局部加热,使接触点熔化、蒸发和爆破,液态金属微粒不断从接头处喷射出来,形成火花急流(闪光),当对接端部都熔融时加压接合的方法。
移动闪光焊是使用闪光焊机在工地上进行钢轨焊接,独立的车载式发电机组是焊机及配套设备的动力源。闪光焊机焊接之前,需根据现场不同种类、型号的钢轨进行工艺参数调试并焊接试件。根据《中华人民共和国铁道行业标准TB/T-1632.2-2014》规定进行型式试验,型式试验项目包括落锤、疲劳、冲击、拉伸、硬度等。试件通过型式检验并出具合格报告后闪光焊机才能进行钢轨焊接。
3 移动闪光焊接工艺参数
影响焊接接头质量的主要工艺参数较多,但是可以按照闪平、脉动闪光和加速闪光三个阶段来逐步调整。三个焊接阶段的电压、电流、钢轨前进和后退速度以及时间等工艺参数的有机配合,才能获得质量良好的焊接接头,移动闪光焊接工艺参数见图1。

图1 移动闪光焊接工艺参数图
3.1 闪平阶段调整
“阶段1”为闪平阶段,主要目的是使钢轨端面达到整体闪光。开始焊接时由于两个端面存在事实上的不平整,因此,接触只能是在局部发生,又由于接触面的温度较低,很容易出现短路。闪平阶段需要防止5 秒以上的短路,同时又要防止烧化位移的距离过小,在动静架快速前进后退转换时,稳定性有一定变化,需适当提高焊接电压并保持前进和后退速度中速,同时时间控制在25s 以内,对于该组焊接参数控制位移量在7mm 以内(普通钢轨为8mm),以便有效实现本阶段后期全端面接触和均匀加热。
3.2 脉动闪光阶段调整
“阶段2”至“阶段4”为脉动闪光阶段,目的是使钢轨端面两端一定区域获得足够的热量,为下一阶段做准备。由于前一阶段已经将钢轨端面完全烧到位,表面已经可以达到全端面接触。在这种情况下利用直接短路来加热,效率可以大大提高。但是如果一次性长时间短路会使得焊机以及发电机的负载过大,同时不利于加热均匀。解决这一问题的方法是采用适当短路同时再主动拉开的方法,操作时采用快速接触又快速离开。所以这个阶段焊接电压应当大幅度连续下降,提高前进速度和后退速度。对于该组焊接参数前进速度应达到1.9mm/s 以上(普通钢轨为1.7mm/s),后退速度达到1.3mm/s 以上(普通钢轨为1.2mm/s)。同时由于焊接位移量很小,以焊接时间为主要控制节点,整体时间不应大于78s(普通钢轨为70s)。
3.3 加速闪光阶段调整
“阶段5”至“加速烧化阶段”为加速闪光阶段,该阶段电压和位移速度设置要合理,应适当控制位移速度。保证不出现明显的短路,一旦发生短路,应该及时调整参数,避免出现由于焊缝保护不好而出现灰斑。前期由于位移速度降低较快,因此,该阶段设置的周期很细,为求闪光尽量连续,“阶段5”至“阶段8”要适当提高焊接电压。
“加速烧化阶段”是为了保护顶锻前的钢轨端面,保证全断面处于密集的闪光中,使得沿着钢轨轮廓区域起到隔绝外部被氧化的情况。该阶段调整电压和送进速度是关键,需要适当降低电压,不宜出现大电流(大的爆破导致的弧坑,易成为灰斑形成位置)。同时分阶段逐步提升送进速度,对于该组焊接参数送进速度控制在0.35mm/s-0.8mm/s以内(普通钢轨为0.3mm/s-0.75mm/s)。
由于钢轨中存在Si、Mn、Al 等合金元素,这些元素在焊接时容易被高温氧化而形成夹杂物,顶锻时未被排挤干净而残留,在焊缝截面上便会形成灰斑。灰斑是钢轨闪光焊特有的现象,不能被完全消除,只能通过调整焊接工艺参数将灰斑减少到最低程度。灰斑只出现在焊缝截面,与周围金属有明确界限,形态平坦和无规则,呈光亮或灰色。灰斑大小也是检测焊机工艺参数是否合格的标准,强制断开的两个焊接接头截面见图2,从断口形貌来看,焊缝处存在极少的灰斑,且单个灰斑面积(不大于10mm2)和总的灰斑面积(不大于20mm2)都不大,符合铁标(TB/T1632.2-2014 中的第3.5 条)要求。

图2 焊接接头截面图
4 焊接接头力学性能分析
4.1 静弯性能
根据TB/T 1632.2-2014 中“质量要求第4 条”:“轨头受压:F≥1450kN,不断;轨头受拉:F≥1300kN,不断”。经静弯试验,各项数据符合要求,详见表1。

表1 焊接接头静弯性能数据
4.2 疲劳性能
根据TB/T 1632.2-2014 中质量要求第5 条:疲劳试验支距为1.0m,Fmin=95kN,Fmax=470kN,3 根“2×106次不断”。经疲劳试验,各项数据符合要求,详见表2。

表2 钢轨焊接接头疲劳试验结果
4.3 冲击性能
根据TB/T 1632.2-2014 中质量要求第7 条,经冲击试验,各项数据符合要求,详见表3。

表3 钢轨焊接接头冲击试验结果
4.4 拉伸性能
根据TB/T 1632.2-2014 中质量要求第6 条,经拉伸试验,各项数据符合要求,详见表4。

表4 钢轨焊接接头拉伸试验结果
4.5 硬度性能
根据TB/T 1632.2-2014 中质量要求第8 条,经硬度试验,各项数据符合要求,详见表5。
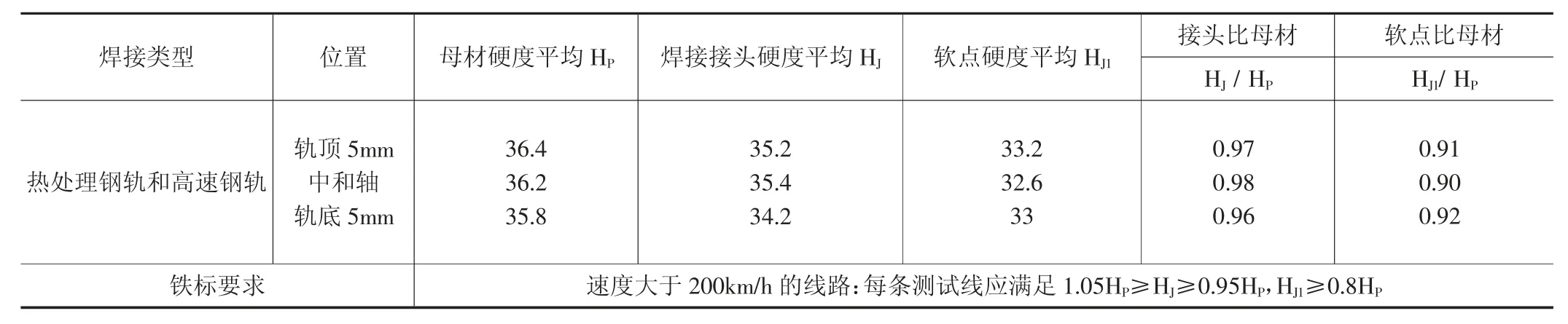
表5 钢轨焊接接头硬度数据
5 钢轨焊接施工控制要点
钢轨焊接接头部位与母材比,主要是抗拉强度、硬度、疲劳强度和耐磨性能等力学性能相对降低,因此焊接接头是无缝线路的薄弱部位。受列车碾压和冲击,如打磨不合格,会造成线路轨枕空吊板,加大了对焊接接头的冲击破坏。同时焊接现场施工工艺及外界环境等因素也会影响钢轨焊接接头的服役寿命。因此为保障焊接接头质量,在施工过程中应控制好以下工艺:
5.1 焊接接头外观精整
钢轨焊接接头焊后精整主要有粗磨和精磨两个工序。粗磨主要是恢复接头区域钢轨轮廓,精磨是保证接头及相邻区域踏面和工作边的平顺状态,提高列车通过时的平稳性。
焊接接头区域在焊后粗磨时,要求按钢轨轮廓打磨,恢复接头位置钢轨轮廓形状,在轨底和轨脚边缘打磨时,尽量使焊筋边缘与母材连接部位圆滑平顺过渡,减少由于焊筋与母材结合处结构形态而萌生的疲劳裂纹,造成钢轨断裂等危害。钢轨焊接接头精磨主要针对轨顶踏面和轨头工作边两个部分的平直度控制。因为这两个部位是钢轨与车轮接触部位,直接影响轮轨接触状态。一般采用仿型打磨方式,使焊接接头处轮廓与母材一致。
5.2 焊接顶锻量
焊接顶锻力=焊接顶锻拉力(焊接顶锻时瞬间顶锻拉力)—钢轨纵向阻力(现场长钢轨纵向移动时受摩擦阻力)。
焊接顶锻量受顶锻力影响较大,顶锻量对于焊接接头质量也会产生一定影响。顶锻量过小焊缝液态金属挤出量不足,接头强度受一定影响。在现场焊接时,焊接顶锻拉力固定的情况下,减小钢轨纵向阻力,以提高接头强度。减小钢轨纵向阻力主要是在施工中做好拆除扣件、垫放滚筒、做好曲线侧翻防护等措施,以保证待焊钢轨处于自由伸缩状态。
5.3 焊接外部环境
气温低于0℃时工地焊接不宜进行。气温低于10℃时,焊前应用火焰预热轨端0.5m 长度范围,预热温度应均匀,钢轨表面预热温升为35℃~50℃,焊后应采取保温措施。针对施工中可能出现的气温骤降、强风及降雨等气候,提前调查气象条件、收集气象资料,并编制相应的针对措施。采购、加工、装备对应设备(预热烤枪、风挡、雨棚、遮雨布等),提高环境适应能力。
6 结语
①线路中热处理钢轨和高速钢轨的焊接接头,须对移动闪光焊焊机工艺参数调试,使试验接头达到标准中的灰斑及落锤指标要求。
②焊接接头的力学性能都符合标准要求。包括静弯、疲劳、冲击、拉伸和硬度等性能。
③根据现场情况和钢轨焊接施工的特点,提出了若干钢轨焊接过程中质量保障的控制要点。
猜你喜欢
智慧少年·故事叮当(2020年12期)2020-12-25
铁道建筑(2020年11期)2020-12-07
铁道建筑(2018年12期)2019-01-05
铁道建筑(2018年10期)2018-11-02
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
海峡姐妹(2015年8期)2015-02-27
中国火炬(2013年3期)2013-07-24