
绝缘衬底的电流体喷印高分辨率微米电极研究*
2023-03-23 07:44戴恒震
机电工程技术 2023年2期
佀 萌,刘 畅,张 洁,戴恒震
(大连理工大学光电工程与仪器科学学院,辽宁大连 116024)
0 引言
近年来,由于低廉、灵活可加工、大面积的电子元件对日常生活和工程方面的广泛应用逐渐增加,因此柔性电子领域也引起了众多专家学者的研究和关注。在许多柔性电子的图案化流程中,电流体喷印工艺能够利用溶液化工艺,在大规模打印中和卷对卷的制造兼容,从而极大地提高了制造效率,也降低了生产成本。2002年,Jayasinghe 等[1]将电喷雾沉积应用于对陶瓷材料的微观构造,自此,电流体喷印技术在微米技术结构的制备方面,得到了大批研究人员的关注。研究人员对电流体喷印的产生机制、射流模型以及影响因素等进行了细致的剖析,并利用该工艺设计出各种功能墨水的微米技术点状和线形结构。
在电流体喷印中,打印的射流的电荷密度比较高,主要由电场力来控制射流的运动,传统情况下,利用采集基质是导电性材料,由头部的采集基质内部的高压电场驱动溶液,直接打印到采集基质上。但是,因为绝缘基板在打印的过程中产生的极化现象和电荷积聚问题,而使得电流体喷印的稳定性遭到了破坏。随着柔性器件的快速发展,在绝缘基板上如何加工也是近年来研究的焦点。为了使图案连续平稳地转印柔性衬底上,相关学者进行了一系列研究。
Yanqiao Pan 等[3-5]提出了一种多段式电压控制方式,即在喷针与衬底间加入一条与喷嘴共轴的环状电极,使环状电极的电压比喷口的电压低。该方法可以明显地减小电极环与衬底间的电压,并减少基板极化对打印效果的影响。Lee 等[6-8]将一环状电极整合于喷嘴之下,通过喷嘴和环状接地电极间的高压电场,使喷流通过环状电极印刷在衬底上。然而,在喷嘴和环状接地电极间的电场中,存在着一个径向分量,该分量直接指向环状电极。所喷出的电射流很容易被打印在环状电极上,从而使其不能准确地打印在衬底上。Leo Tse 等[9]开发了一种新型的双电极喷嘴,它可以准确地打印在曲面和绝缘衬底上。另外,Leo Tse[10-11]还介绍了一种通过在打印喷头与接地电极间增加辅助气流来进行打印的方式。以上方法在一定程度上实现了在绝缘衬底上的打印,但是其控制复杂、打印材料受限,限制了绝缘衬底打印技术的进一步推广。
为了解决上述难题,实现绝缘衬底的高精度打印工艺的简化和普适性,本文搭建了交流供电电流体喷射打印平台,由函数发生器和高压放大器为打印提供正负交变电场,以银导电墨水为打印材料,通过空气压缩机、调压阀和喷头将打印材料喷出,并采用交流供电的策略,进行了绝缘衬底上微米级的图案化银电极打印成型研究,明确了电压、打印速度、工作距离对打印结果的影响机制。结果表明:打印的银电极的线宽与工作距离成正比关系,与电压、打印速度成反比关系,通过对参数进行优化,获得了最佳打印参数为:电压±3 kV、打印速度10 mm/s,工作距离为0.2 mm,并在5 mm 厚的绝缘衬底上实现了微米级银电极结构的可控打印,为大面积绝缘、柔性衬底稳定和可控打印提供了新的打印路径。
1 实验材料和方法
1.1 原理及实验装置搭建
用于实验,本文中搭建了主要包括运动控制模块、电场控制模块、墨水供给模块以及喷印喷头模块这4 个部分的电流体喷印平台。其中,使用MPC2810 运动控制卡、高精度X-Y-Z三轴以及方形打印基板这3 部分构成运动控制模块,功能是在进行电流体喷印时,调节喷头墨水的喷印位置、打印高度和运动速度,从而达到打印衬底沿着特定运动轨道移动的目的,进而得到所希望的打印图案。电场控制模块是电喷印的技术核心,是一个多波型高压开关电源,其由函数发生器和高压放大器构成,主要功能是建立一个交变电场,处于打印基板与导电喷针底座之间。墨水供给模块则由空气压缩机、调节压力阀和喷头构成,功能是使打印用墨水以特定的运动速度,平稳地从储液管中推进至喷针尾部,以确保电流体喷印的连续供液。喷印喷头模块主要由喷头装置和夹具形成,夹具功能主要是定位喷针与储液管,以确定喷针相对于打印基底的定位精度。开始打印时气压由调压阀进入电流体喷头,并通过调压阀控制气压大小,在压力的推动下墨水在电流体喷头尖端聚集,在电场作用下形成带电液滴,随着电压的增加液滴所带的电荷逐渐增加进而在喷头底部形成图1 所示的泰勒锥[12-14],当电压增加到一定值时,带电液滴会突破瑞利极限,从泰勒锥挤出微纳米级精细射流即电射流,当电场稳定后,射流也会随之稳定,并在打印衬底上被收集。
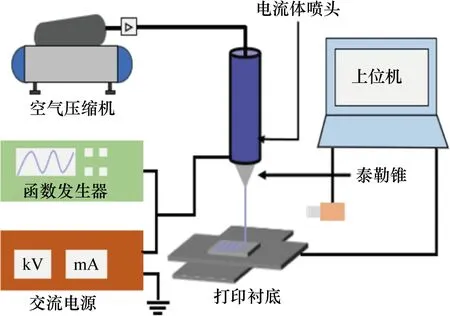
图1 电流体喷射打印实验装置示意图
实验采用交流脉冲电压可获得周期性正负电信号,交流脉冲波形示意图如图2 所示。其中Vh代表脉冲高电平,Vl则代表脉冲低电平,Vh和Vl方向相反,Tp代表脉冲高压所占周期的宽度,而Td代表脉冲周期,此时Tp与Td的比是脉冲信号的占空比。在该交流脉冲信号中,其高低电平在周期内方向相反使得液滴所带电荷呈异性,产生吸引力有助于电喷打印的连续性和稳定性。带电液滴在这种周期性正负电场作用下,当电场方向朝下时,此时带正电荷的带电液滴受到朝下的电场作用力;当电场方向朝上时,此时带负电荷的带电液滴则受到朝下的电场作用力,带有异种电荷的液滴之间形成相互吸引作用力,这能够克服采用直流高压电源带来的液滴之间排斥作用从而形成稳定持续的打印效果。
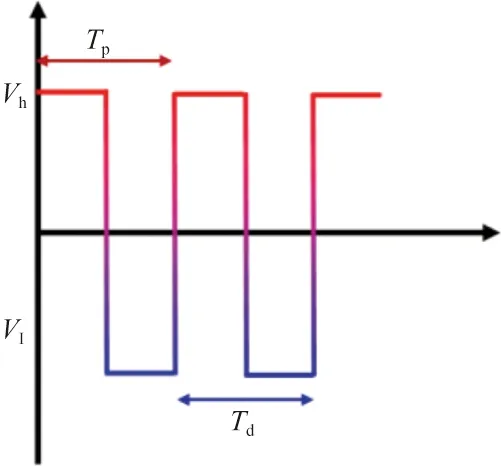
图2 交流脉冲波形示意图
1.2 实验材料
本文采用的打印材料为纳米银墨水,为自己调制的某混合银墨水,该导电墨水具有颗粒细度小(约50 nm)、电阻率合适、黏度高、与绝缘材料结合力强、不易堵塞喷头的特点,较为适合本研究的电流体打印技术,墨水的详细参数如表1所示。

表1 某混合墨水的性质
由函数发生器和高压放大器为打印提供正负交变电场,通过空气压缩机、调压阀和喷头将打印材料喷出,采用交流供电的策略以银导电墨水为打印材料在5 mm厚的绝缘衬底上进行了微米级的图案化银电极打印成型研究及可控打印。
2 结果与讨论
2.1 电压对打印结果的影响规律分析
电压是影响打印线宽与打印稳定的一个关键因素,这是因为电压会改变喷针尾部的流体尺寸以及形貌。因此首先利用控制变量法,保证其他打印参数不变的条件下,改变电压的大小,进行银电极结构的打印,打印结果如图3(a)所示。电压由小到大分别为高低电平有效±1.5 kV、±2.0 kV、±2.5 kV 及±3 kV,其他关键打印参数均设置为:打印速度10 mm/s,打印高度0.1 mm。由图3(b)可知,电压由±1.5 kV 上升到±3 kV,结构线宽则从85 μm 增加至215 μm。也就是因为,当高电平小于1.5 kV、低电平大于-1.5 kV 时,在喷针尾部的流体就会聚合成球形,并同时产生毛细现象,而球状流体在碰到衬底后,也会产生更大体积的无规则结构。当高电平逐步上升至2 kV、低电平则逐步下降至-2 kV 时,喷针尾部的流体会从聚合的球型转变为倒锥状,与此同时,流体与衬底的角度过小,会造成被过度拖拽,这会使得打印衬底与打印的成形结构之间的结合力较差,打印的成形结构的一致性较差。当电压足够大(高低电平±3 kV)时,流体与打印衬底之间基本呈现水平状态,此时的流体会受电压与压力的双重作用,使其非常平稳,使整个打印过程变得连续可以控制,打印的成型结构也变得平稳且一致性较好。这是由于在增大电压后,电场强度会在喷针装置与打印衬底之间增大,并且喷射-空气界面的电荷密度增加。引起电场力在射流面上升,从而破坏了力平衡态,从而提高了射流流速,又因为内部银墨水的流速没有改变,因此射流的孔径变小,线宽变小。
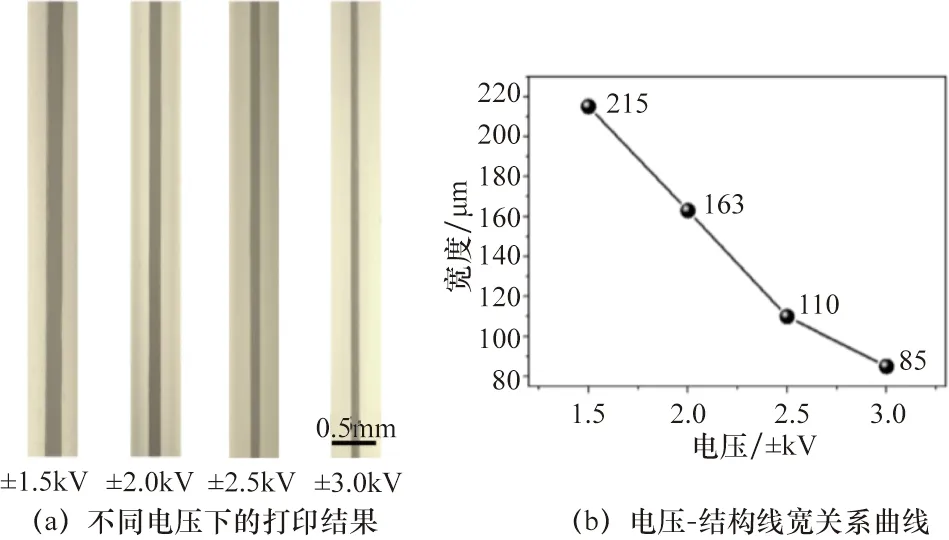
图3 电压对绝缘衬底上成形结构形貌和尺寸的影响
2.2 打印速度对打印结果的影响规律分析
打印速度也是影响打印线宽的重要因素,这里打印速度说的是相对于打印衬底,喷针移动的速度。而打印衬底与打印基板是相对静止的,同时打印基板固定于运动轴上,而喷针又在Z轴的夹具上固定,除高度外不动,则位移台的移动速度即为打印速度。其影响成形打印结构的分辨率和打印精度是因为喷针尾部的射流会由打印速度变化而拉长。利用控制变量法,保证其他打印参数不变的条件下,电压高低电平±3 kV、打印高度0.1 mm,改变打印速度的大小,进行银电极结构的打印。打印的线性结果如图4 所示。图4(a)中的结果从左到右为打印速度是1 mm/s、2 mm/s、5 mm/s以及10 mm/s时。由图4(b)可知,随着打印速度的不断提高,成形结构的线宽会降低。这主要是因为处于稳定状态的射流是连续的流体流动,并且打印在基底上的材料和喷针-基底之间的喷流是连续的。增加打印速度,基板的运动会对射流进行一定的机械拖拽,而由于基板速度的提高由此形成的机械拖曳力也增大了,在将电射流变细的同时,打印的银墨水在基板上同一个位置上有较少的堆积,因此打印线宽变小。
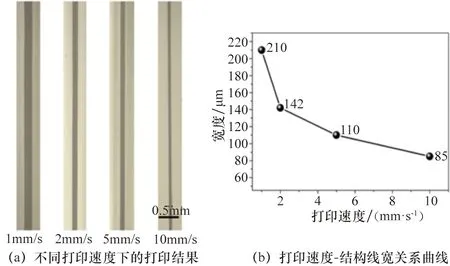
图4 打印速度对绝缘衬底上成形结构形貌和尺寸的影响
2.3 工作距离对打印结果的影响规律分析
工作距离是指喷针与衬底中间的一段距离,太大的工作距离将会降低喷针尾部银墨水表层的电场力强度,而喷针中的银墨水无法冲破此时的表面张力,从而无法形成泰勒锥,更无法形成锥射流。打印工作的连续与稳定性都会受到严重的限制。但工作距离也不能过小,如果过小,喷针尾部的银墨水将会与打印衬底相接触,打印的分辨率和工作的可控制度则将会受到影响。控制工作距离的独立变量,其他工艺参数为电压±3 kV、打印速度10 mm/s 保持一致,得到的打印结果如图5 所示。图5(a)表示工作距离分别为0.1 mm、0.2 mm、0.3 mm、0.4 mm时的打印结构的观察结果。如图5(b)所示,成形结构的线宽大小随着工作距离增加而慢慢变大。这是因为,由于喷针-基板间隙增大,在同一电压下空间的电场强度降低,同时由于两相界面电荷密度和电场力的降低,射流形成速率减缓,因此射流长度在同一时段内逐渐缩短,并且在流量不变的前提下,射流宽度增加。
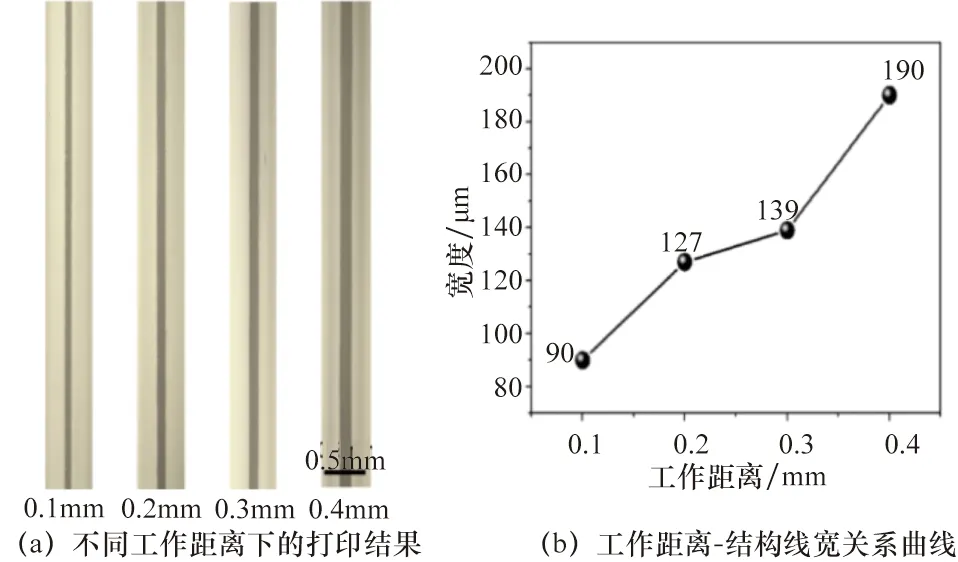
图5 工作距离对绝缘衬底上成形结构形貌和尺寸的影响
2.4 绝缘衬底复杂图案按需电喷印
在电流体喷印平台中,根据上述的3 种工艺参数对在绝缘衬底上电喷打印的影响规律,寻找最佳打印参数,将工艺参数分别设置为电压±3 kV、工作距离为0.2 mm、打印速度10 mm/s,通过联动控制电压、工作距离和打印速度等各种关键打印参数,并进行差值补偿,在喷印过程中对喷印流程进行实时监测,在5 mm厚的高绝缘衬底上实现了打印“帆船”“多矩形”的规律图案,打印结果如图6 所示。由图可知,打印的图案边界清晰、结构平整平滑,轨迹起止点处均匀连续,拐角处过度连续,得到的打印线性线宽的宽度为70 μm。

图6 在玻璃上打印的“帆船”和“多矩形”图案
3 结束语
搭建了电流体喷射打印平台,进行了利用交流电压在绝缘衬底上打印的实验,研究了电流体喷印过程中电压、工作距离、打印速度3 个重要参数对印刷结果的影响。结果表明:打印的银电极的线宽与工作距离成正比关系,与电压、打印速度成反比关系。寻找最佳打印参数,获得了最佳打印参数为:电压±3 kV、打印速度10 mm/s,工作距离为0.2 mm,在此研究基础上实现了在5 mm 厚的绝缘衬底上最小线宽70 μm 的银电极制备,并进行了微米级复杂图案的打印,图案边界清晰、结构平整平滑,轨迹起止点处与拐角处的过渡均匀连续,该方法为大面积绝缘、柔性衬底稳定和可控打印提供了新的打印路径。
猜你喜欢
印制电路信息(2022年11期)2022-11-30
印制电路信息(2022年6期)2022-08-03
红领巾·萌芽(2022年6期)2022-06-27
科技与创新(2022年11期)2022-06-13
小学生优秀作文·时尚版·中年级(2022年2期)2022-02-18
中国交通信息化(2021年1期)2021-06-11
世界地质(2019年2期)2019-02-18
中国科技信息(2016年6期)2016-08-31
中国科技信息(2015年24期)2015-11-07
中国科技信息(2015年23期)2015-11-07
