水性锈转化涂料中转锈剂的优化及适用性研究
2023-03-14 01:28:08严冰任海波闫渊王瑶屈坤
电镀与涂饰 2023年4期
严冰,任海波,闫渊,王瑶,屈坤
1.西安鸿钧睿泽新材料科技有限公司,陕西 西安 710075
2.陕西省天然气股份有限公司,陕西 西安 710016
3.西安交通大学,陕西 西安 710000
目前国内防腐行业遇到一些无法除锈的场所常采用锈转化涂料直接将铁锈转化为稳定的三价铁配合物,成膜后充当预涂底漆[1]。单宁酸(TA)由于转锈效果好,酸性弱而副作用小,常在配方中用作转锈剂[2]。但其有机大分子结构导致渗透性一般,深度除锈困难,进而影响配套涂层的整体防腐性能。本文从防腐性能及微观形貌的角度出发,选用磷酸(PA)与单宁酸配合,获得了性能优异的水性锈转化涂料。
1 实验
1.1 试剂
丙烯酸酯共聚乳液(工业级):路博润特种化工有限公司;单宁酸(分析纯):郑州派尼化学试剂厂;磷酸(分析纯)、助溶剂:西安三浦化学试剂有限公司;基材润湿剂、消泡剂、流变助剂和表面助剂:德国毕克化学公司;成膜助剂:陶氏化学公司;沉淀硫酸钡:山阳奥科粉体有限公司;蒸馏水:自制;溶剂型环氧漆、无溶剂型环氧漆、溶剂型聚氨酯漆、溶剂型有机硅漆:西安经建油漆股份有限公司。
1.2 仪器与设备
PL-L电子天平:梅特勒托利多公司;BGD 740/1高速分散机、BGD 184斯托默黏度计、BGD 880/S盐雾试验箱:广州标格达精密仪器有限公司;SC-GW01恒温烘箱:广州世测标准技术服务有限公司;POSITEST AT-M 拉拔附着力测试仪:美国 DeFelsko公司;CS-350H电化学工作站:武汉科斯特仪器股份有限公司;QUANIX 8500测厚仪:德国Automation公司;Quanta-450-FEG场发射扫描电镜(SEM):美国FEI公司。
1.3 水性锈转化涂料的制备
1.3.1 填料浆的制备
在冷却水作用下,取39 g蒸馏水,在转速500 r/min的条件下加入0.9 g流变助剂、0.6 g消泡剂及7.5 g助溶剂充分搅拌,再添加51 g沉淀硫酸钡,提高转速至1 500 r/min,保持体系均匀稳定,至细度≤ 40 μm后得到填料浆。
1.3.2 涂料的制备
取1.3.1制得的填料浆36 g,在转速500 r/min的条件下加入丙烯酸酯共聚乳液57 g、一定量的转锈剂,以及消泡剂和表面助剂各0.2 g,中低速分散均匀后得到水性锈转化涂料。
1.4 锈板的制备
干燥时间和耐冲击性测试采用马口铁板,其预处理按照GB/T 9271-2008《色漆和清漆 标准试板》进行。
划格、耐水性、耐盐水性、耐湿热性、耐盐雾性等试验采用带锈钢板,其制备方法如下:将热轧钢板喷砂处理至GB/T 8923.1-2011《涂覆涂料前钢材表面处理 表面清洁度的目视评定 第1部分:未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级》中规定的Sa1/2除锈等级,表面粗糙度达到GB/T 13288.1-2008《涂覆涂料前钢材表面处理 喷射清理后的钢材表面粗糙度特性 第1部分:用于评定喷射清理后钢材表面粗糙度的ISO表面粗糙度比较样块的技术要求和定义》中的中级,然后按GB/T 1771-2007《色漆和清漆 耐中性盐雾性能的测定》进行7 d盐雾试验,取出后再按GB/T 1740-2007《漆膜耐湿热测定法》进行7 d的湿热试验,取出试板后依次用蒸馏水、无水乙醇及乙酸乙酯将其表面的浮油清洗干净,最后在(105 ± 2) ℃的条件下烘1 h。
1.5 涂层的制备
采用美工刷在马口铁板和带锈钢板表面均匀涂刷一遍,厚度分别保持在25 μm和60 μm左右。
1.6 测试与表征方法
漆膜的耐水性、耐盐雾性、耐液体介质性和附着力分别参照GB/T 1733-1993《漆膜耐水性测定法》、GB/T 1771-2007、GB/T 9274-1988《色漆和清漆 耐液体介质的测定》和GB/T 9286-1998《色漆和清漆 漆膜的划格试验》进行测定。采用扫描电镜对转锈层进行观察。采用电化学工作站,以涂层电极(暴露面积为1 cm2)与Pt辅助电极、饱和甘汞电极(SCE)组成三电极体系,在温度25 ℃下测量极化曲线(扫描速率0.5 mV/s),根据Stern-Geary方程式[即式(1)]计算腐蚀电流密度jcorr(单位:A/cm2)及腐蚀速率vcorr(单位:mm/a)。
式中ba和bc分别为阳极Tafel斜率和阴极Tafel斜率,Rp为极化电阻,即极化曲线在腐蚀电位φcorr处的斜率,F为法拉第常数(96 500 C/mol),EW为当量(28 g/mol),ρ为密度(7.8 g/cm3),t为时间(单位:s)。
2 结果与讨论
2.1 锈板不同预处理方式对腐蚀的影响
分别采用工厂翻修常见的仅除浮油、部分去除浮锈、完全去除浮锈、手工打磨等预处理方式制备的试板,锈转化涂料单独采用单宁酸作为转锈剂,利用电化学工作站测量Tafel曲线。由图1可知,完全去除浮锈及手工打磨两种预处理后喷涂的试板具有更正的腐蚀电位,而完全去除浮锈相比手工打磨具有更低的腐蚀电流密度,因此其试板的腐蚀速率更低。这是由于未反应铁锈的存在导致涂层内部疏松多孔(如图2所示),涂层耐腐蚀性能下降,而手工打磨试板不仅将锈除去,也会减薄基材,从而影响了腐蚀速率。因此,在实际施工过程中,除锈需要达到一定程度才有利于锈转化涂料发挥作用。
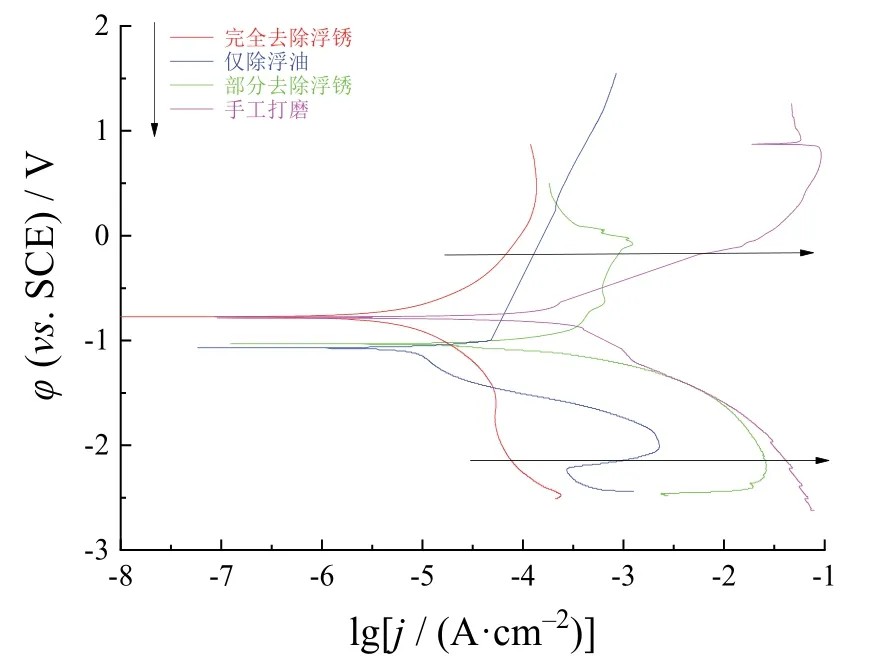
图1 不同方式预处理后涂覆锈转化涂料试板的Tafel曲线Figure 1 Tafel curves for the specimens pretreated by different methods after being coated with rust conversion paint

图2 未完全反应的深度锈层Figure 2 Unconverted rust layer deep inside the coating
2.2 单宁酸用量对转锈效果的影响
在体系中分别加入相对于填料浆和乳液总质量 2.0%、4.0%、6.0%、8.0%和 10.0%的单宁酸后制备涂层。如图3所示,采用小刀将表面漆膜划开直至基材处,目测深度转锈情况。在2.0%及4.0%的单宁酸用量下依然能看出基材底部有锈蚀痕迹,6.0%时效果最佳,而超过 6.0%的情况下对靠近基材处的转锈效果改善不明显,且表面会因酸过多而有明显的腐蚀坑。

图3 单宁酸添加量对转锈效果的影响Figure 3 Effect of the amount of tannic acid on rust conversion
将目测表现最好的以 6.0%单宁酸制备的转锈试板置于扫描电镜中观察。从图 4可以看出表面转锈效果优异,且漆膜致密,未发现有裸露的带锈基材,说明铁锈转化程度高且附着力优异,但高倍下观察划口处仍有疏松物质存在,说明铁锈未能完全转化。由此可见,单纯采用单宁酸作为转锈物质无法获得理想的转锈效果,还需搭配其他渗透性更强的转锈剂。

图4 SEM下6.0%单宁酸用量的漆膜表面(a)及划口处的转锈效果(b)Figure 4 SEM images of (a) the surface of the coating prepared with 6.0% of tannic acid and (b) the scratch
2.3 单宁酸与磷酸配比对腐蚀速率的影响
磷酸作为无机缓蚀剂的一种,本身具有配合物属性,且酸性中等、渗透性强,与单宁酸搭配较为理想。保持转锈剂的用量为6.0%,分别以6.0%单宁酸、4.5%单宁酸 + 1.5%磷酸、3.0%单宁酸 + 3.0%磷酸、1.5%单宁酸 + 4.5%磷酸及 6.0%磷酸作为转锈剂配制水性锈转化涂料,采用电化学工作站测试腐蚀电流密度后计算腐蚀速率,结果如图 5所示。当单宁酸与磷酸的质量比为 3∶1时,腐蚀速率最小,而随着磷酸用量的增大,腐蚀速率反而提高。这是由于单宁酸分子量较大,渗透能力略显不足,导致靠近基底处仍有少量锈未转化,从而影响了腐蚀速率。过多的磷酸会让整个体系的酸性逐渐增强,pH降低,虽然也能将锈转化,但过度酸化对基材造成了一定程度的侵蚀。如图6所示,随着磷酸用量增大,表面腐蚀坑明显增多。
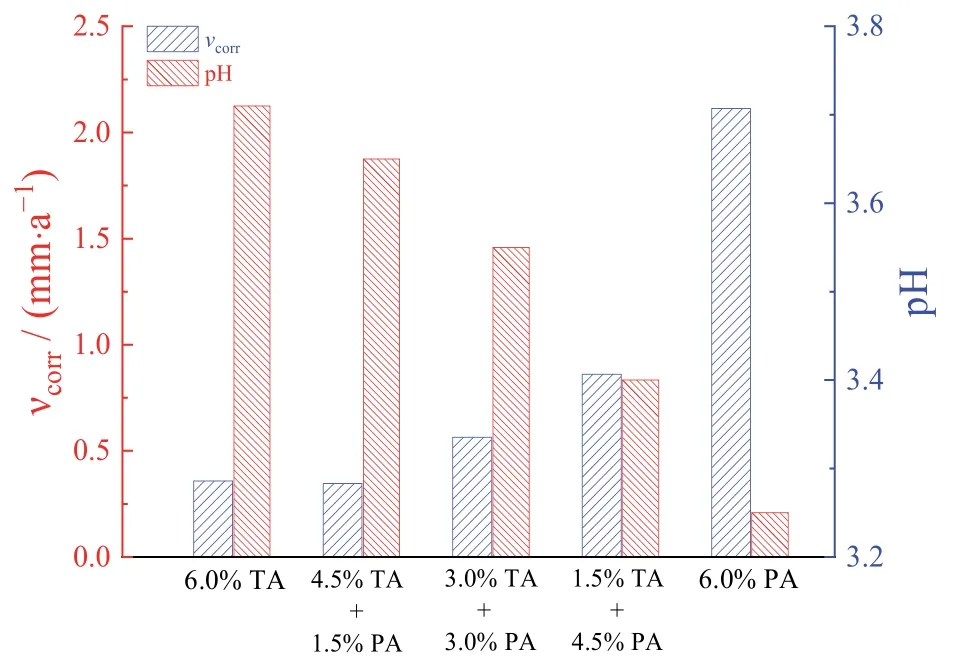
图5 不同转锈剂配比下的腐蚀速率和体系的pHFigure 5 Corrosion rates and pH values of the paints with different compositions of rust converter

图6 带锈试板涂刷不同转锈剂配比的涂料后的表观情况Figure 6 Appearance of the rusted specimens after being painted with different compositions of rust converter
2.4 涂刷方式对锈转化涂料性能的影响
根据上述锈层转化实验结果,保证除去浮锈的同时又不会对基材造成二次腐蚀,采用6.0%锈转化剂且单宁酸与磷酸的质量比为3∶1确定了表1所示的配方,分别采用单道涂刷及单道实干后再涂刷两种施工方式在带锈钢板上涂刷厚度均为60 μm的涂层,对比了涂层的耐介质性能。从表2可以看出,无论是耐水性、耐盐水性还是耐湿热性,单道涂刷均优于两道涂刷,这与传统涂层施工有一定区别。传统涂层施工认为多道涂覆致密性更佳,可以更有效屏蔽腐蚀介质,且薄涂施工更容易克服涂层的外观弊病;而锈转化涂料若多道涂覆会降低锈转化剂对基材的渗透,造成转锈效果不佳,且涂层中会存有未完全反应的转锈剂,过多亲水性物质的存在会令防腐蚀性能有所降低。
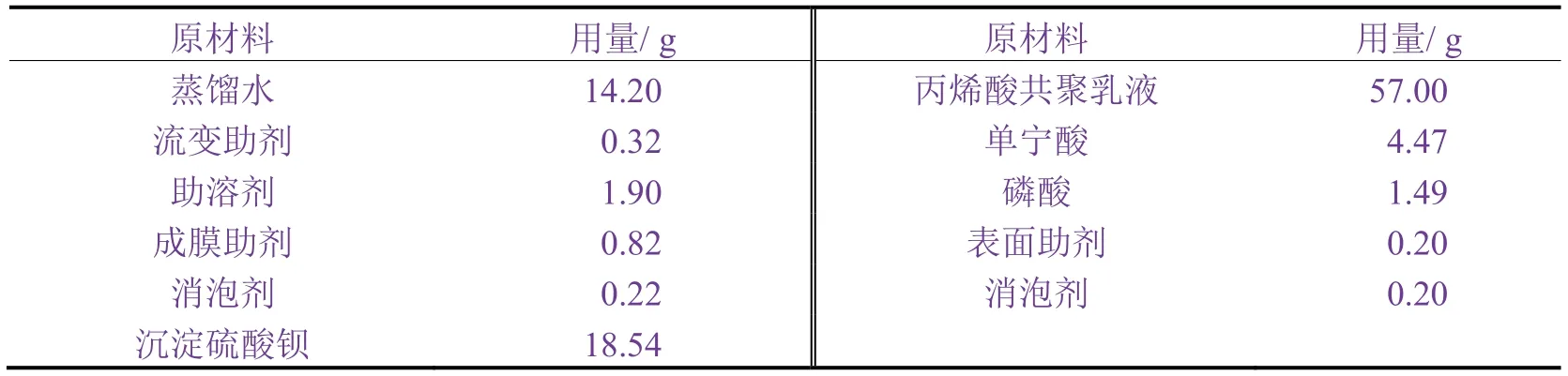
表1 水性锈转化涂料的配方Table 1 Composition of waterborne rust conversion paint

表2 不同涂刷方式的防腐性能对比Table 2 Comparison between anticorrosion performance of different coating methods
2.5 锈转化涂料与其他溶剂型面漆的配套性实验
采用上述锈转化涂料一次性涂刷带锈试板及人工处理至 St3级的试板后分别与市面常见的溶剂型环氧、无溶剂型环氧、溶剂型聚氨酯、溶剂型有机硅等不同极性范围的面漆进行配套。从表3可以看出,2种试板上的电化学测试结果很接近,腐蚀速率没有数量级上的差异,说明从防腐蚀性能的角度来看,2种涂装前处理方式的效果差异不大。
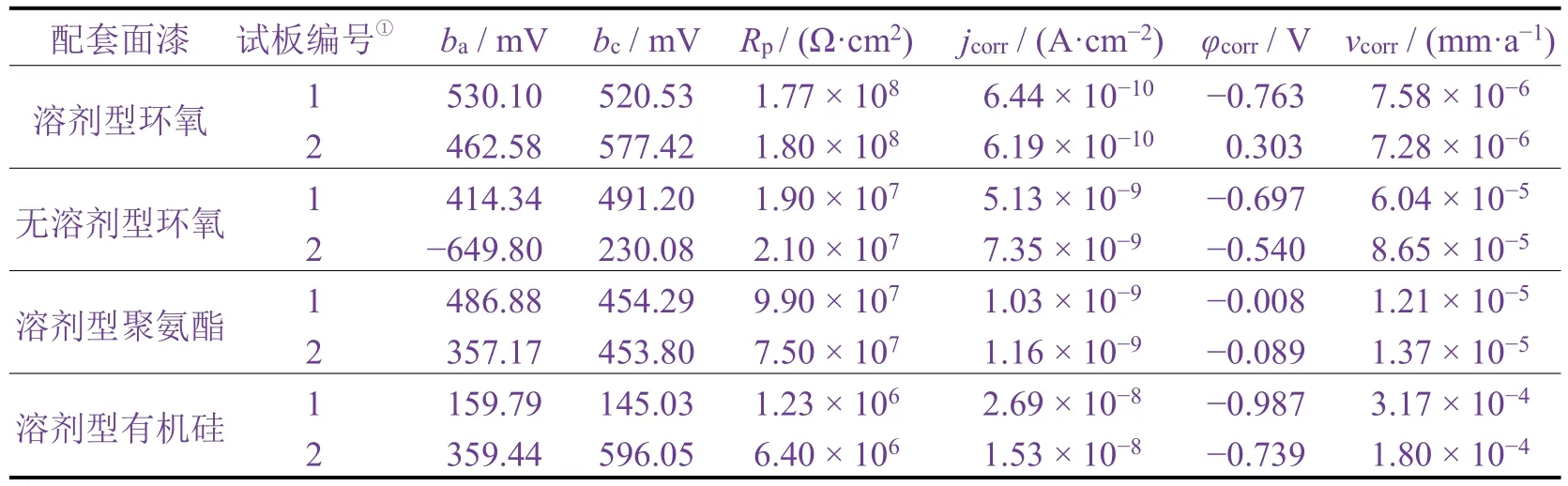
表3 锈转化涂料与不同面漆配套时的电化学测试数据Table 3 Electrochemical measurement data for the combination of rust conversion paint with different topcoats
3 结论
最终得到的水性锈转化涂料具有优异的渗透性及转锈性,施工过程只需注意将浮锈完全除去。转锈后的涂层具有优异的防腐蚀性能及面漆配套性,完全可以替代St3级的手工打磨,有助于翻修、维护不易或不能喷砂除锈的大型复杂设备,缩短施工周期,降低人员成本,提高生产效率。
猜你喜欢
食品工业(2024年3期)2024-04-13 11:03:58
湖南饲料(2023年2期)2023-06-20 02:39:28
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
上海涂料(2021年5期)2022-01-15 06:09:54
云南化工(2021年7期)2021-12-21 07:27:42
中国生物医学工程学报(2019年6期)2019-07-16 07:52:58
压力容器(2019年1期)2019-03-05 11:12:06
天然产物研究与开发(2018年4期)2018-05-07 06:48:00
石油沥青(2018年1期)2018-04-12 07:32:00