
HMC63h 高速卧式加工中心设计研究
2023-03-01 17:07张立彬
科技与创新 2023年4期
张立彬
(沈阳机床股份有限公司,辽宁 沈阳 110142)
近年来随着汽车行业的高速发展,汽车用户对汽车的多样化、个性化的要求及发动机技术的飞速发展和汽车行业激烈竞争的现状,迫使汽车企业的产品换型越来越快,产品品种纷繁多样。原来单一工件的大批量生产变成了多种工件较小批量迭加而成的大批量生产,因此,多年来在汽车制造行业占统治地位的组合机床(专机)生产线已无法满足汽车行业快速更新的现实需要。高精、高效、全柔性加工成为当前汽车发动机生产线的基本需求,因此加工中心类机床成为目前国内外汽车发动机加工行业的首选[1]。发动机作为汽车的心脏,制造厂商有非常苛刻的制造和检验标准,为了满足厂商对高速、高效率机床的要求,高速卧式加工中心应运而生,满足了加工柔性与产量、质量的需求。
高速切削机床是高速切削加工的物质基础[2],HMC63h 高速卧式加工中心属于工业和信息化部“高档数控机床与基础制造装备”科技重大专项,其目的是通过该重大专项的实施,形成高档数控机床与基础制造装备主要产品的自主开发能力,总体技术水平进入国际先进行列。“柴油发动机缸体柔性加工生产线”课题主要针对国产高档数控机床的现状,结合柴油发动机缸体加工工艺特点,通过对专项中支持的数控机床、共性技术等成果的实际工程应用,解决国产高档数控机床在生产使用过程中存在的实际问题并进行示范,从而完善机床功能,提高机床精度和可靠性,提高工件加工质量和加工效率,达到推进国产高档数控机床在汽车发动机加工领域广泛应用的目的,促进国产数控机床设计制造水平的快速提升。“示范工程”是重大专项的重点任务之一,其作用是在最终用户单位建立重大专项成果应用平台,将重大专项的研发成果在最终用户处进行推广应用。
1 机床主要用途和适用范围
HMC63h 高速卧式加工中心是具有高速度、高精度、高效率的金属加工机床,采用630 mm×630 mm双交换工作台、高速大扭矩电主轴、高速进给系统和快速换刀系统,大大提高了加工效率并减少辅助时间。可在一次装夹中完成零件多个工作面的铣、钻、镗和攻丝等工序,是箱体、壳体、阀体等零部件加工的理想设备,广泛适用于汽车、摩托车、仪表、液压件等行业,尤其适合发动机缸体、缸盖、变速箱壳体等零件的成套加工生产线。
2 机床主要技术参数
机床主要技术参数如表1 所示。
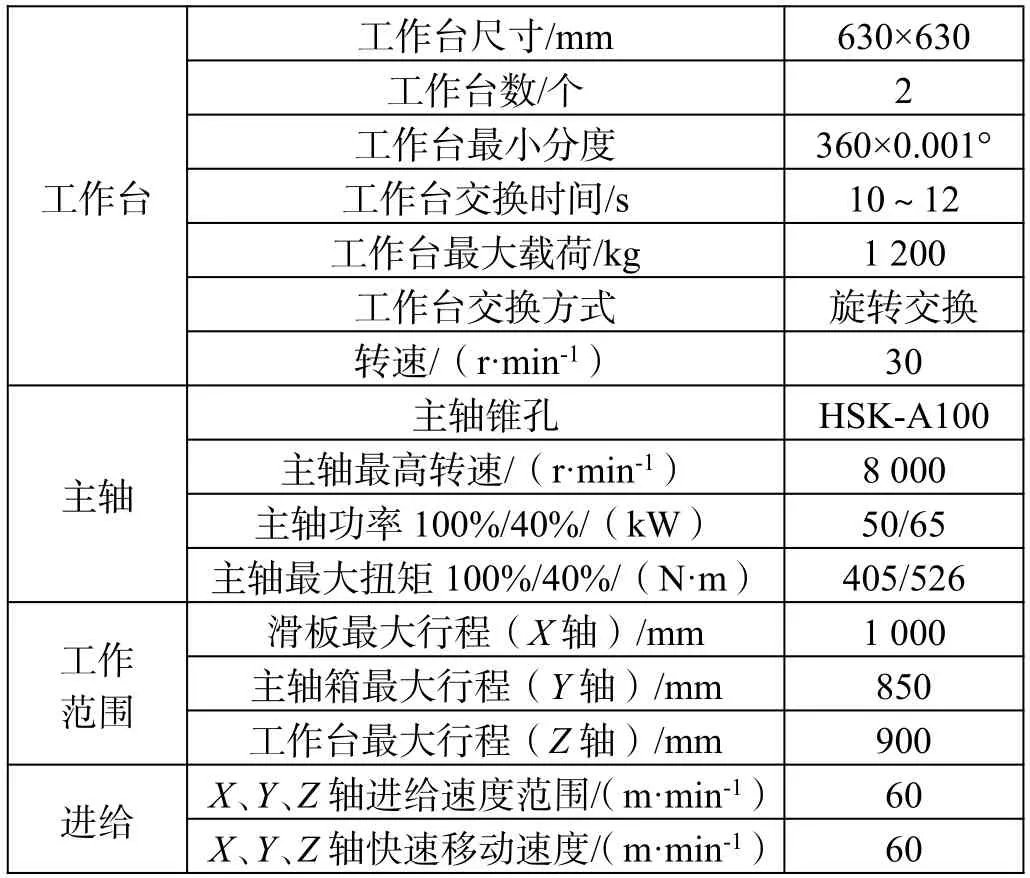
表1 机床主要技术参数
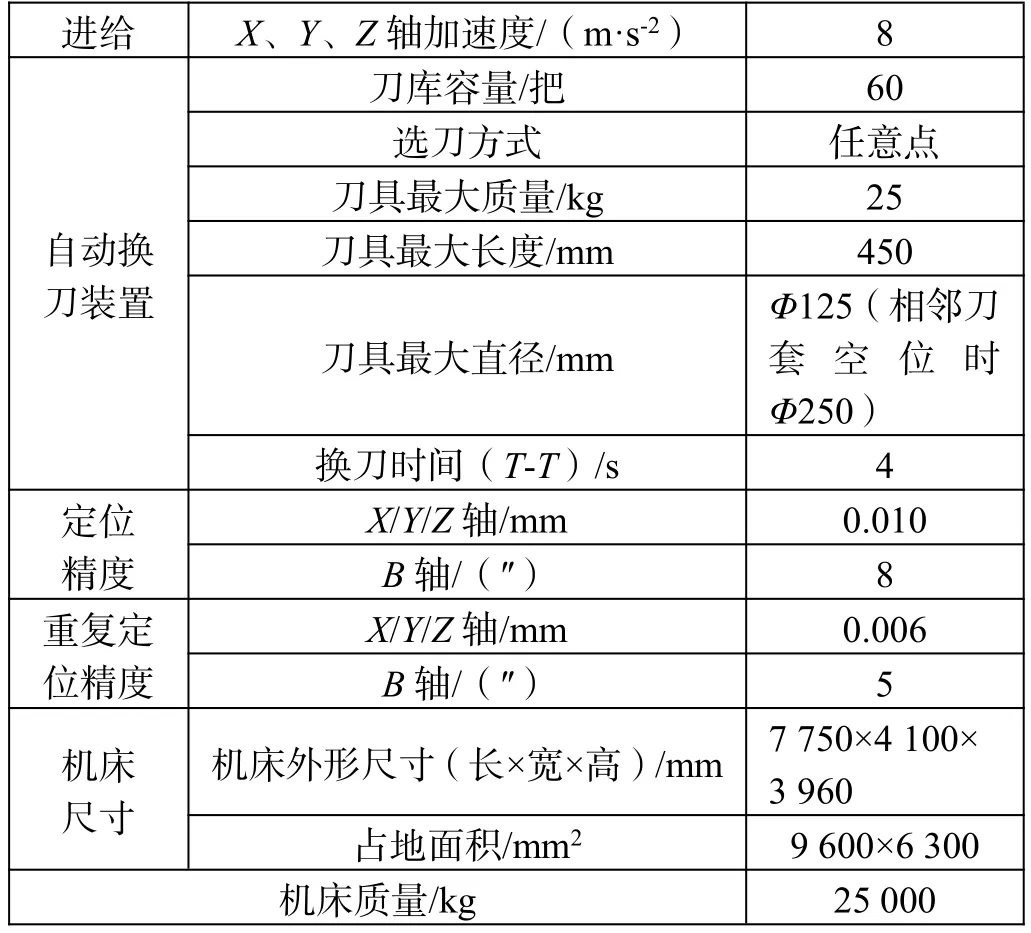
表1(续)
3 机床的主要结构、性能
3.1 床身部与Z 轴驱动介绍
机床为T 字形铸造整体床身,为中心排屑结构,下方均布有8 个地脚螺栓,可以保证机床本身具有较高的刚性和稳定性。床身部主要部件包括调节床身-立柱位置的调整块和定位销、交换机构的调整块、整机吊装时用的吊环、Z轴驱动、Z轴直线导轨、Z轴光栅尺以及接水盘。
Z轴直线导轨能无间隙轻快地运动,可以获得较高的移动速度和定位精度,具有较强的刚性,容许负荷大,并且能长期维持高精度,有出色的高速性,维护保养非常简便。数控转台在床身部Z轴直线导轨上移动实现Z轴运动,并且在行程两端向外各预留出25 mm 距离作为安全冲程。两导轨之间设有滚珠丝杠副,滚珠丝杠的两端有轴承座支承,滚珠丝杠的轴端用联轴器与伺服电机相连,采用一端固定一端支撑的安装方式,滚珠丝杠螺母的法兰盘固定在数控转台下部的支承面上,伺服电机驱动滚珠丝杠使数控转台沿床身前、后移动,其最大进给速度为60 m/min,最大移动速度为60 m/min。
滚珠丝杠的螺母由丝杠制造厂预先调好预应力,以消除丝杠与螺母滚道间间隙。
3.2 立柱部与X 轴驱动介绍
立柱为铸造“回”形结构,通过20 根M24 的加强螺栓固定于床身之上,使其定位可靠、稳定。立柱部主要部件包括X轴直线导轨、X轴上驱动、X轴下驱动、X轴上光栅尺、X轴下光栅尺、走线槽以及撞块和支座。
滑板在X轴直线导轨上移动实现X轴运动,并且在行程两端向外各预留出20 mm 距离作为安全冲程。机床X轴采用了伺服电机直联双滚珠丝杠副同步驱动技术,配置精密光栅检测系统形成闭环控制[3]。立柱采用双驱动结构,使滑板在立柱上运行时更加平稳。两导轨之间设有两组滚珠丝杠副,滚珠丝杠的两端有轴承座支承,滚珠丝杠的轴端用联轴器与伺服电机相连,采用一端固定一端支撑的安装方式,滚珠丝杠螺母的法兰盘分别固定在滑板背部的支承面上,伺服电机驱动滚珠丝杠使滑板沿立柱左、右移动,其最大进给速度为60 m/min,最大移动速度为60 m/min。
3.3 滑板部与Y 轴驱动介绍
滑板采用双丝母驱动,滑块安装面与X轴滑块紧密贴合使其定位可靠、稳定。滑板部主要部件包括Y轴驱动、Y轴光栅尺、限位开关、Y轴直线导轨、平衡气缸及拖链支架。
主轴箱在Y轴直线导轨上移动实现Y轴运动,并且在行程上端、下端分别向外各预留出10 mm、15 mm距离作为安全冲程。两导轨之间设有滚珠丝杠副,滚珠丝杠的两端有轴承座支承,滚珠丝杠的轴端用联轴器与伺服电机相连,采用一端固定一端支撑的安装方式,滚珠丝杠螺母的法兰盘固定在主轴箱后部的支承面上,伺服电机驱动滚珠丝杠使主轴箱沿滑板上、下移动,其最大进给速度为60 m/min,最大移动速度为60 m/min。Y轴驱动的伺服电机带有机械抱闸装置,可以实现断电保护,避免主轴突然下落对刀具、工件及机床造成的损害。
3.4 主轴箱部与电主轴介绍
主轴箱丝母安装座与滑板的Y轴丝母紧密贴合,滑块安装面与Y轴导轨滑块连接使其定位可靠、稳定。主轴箱部主要部件包括电主轴、主轴外冷、尾桶及固定架。
机床配置电主轴,该电主轴配有主轴外冷和主轴中心出水的功能,最高转速为8 000 r/min。主轴锥孔型式为HSK-A100,此类型刀柄可实现大扭矩、高转速的加工,配合中心出水冷却的功能,可更好地保护刀具和工件,使加工效果更佳。
电主轴在正常运转中,如果没有刀具,则电主轴的最高转速不能超过500 r/min,且主轴的锥柄部分的卡爪要根据具体情况进行润滑,每次工作前必须确定水冷已经打开,且要注意主轴的温升是否在允许的范围之内。
3.5 数控转台与交换台站结构介绍
单个工作台最大承载量为1 200 kg,最高转速为30 r/min,可以进行联动加工。数控转台与床身直线导轨滑块和丝杠紧密贴合、交换台站与床身前部紧密结合,并由螺钉紧固,保证其稳定可靠。
交换台站带动交换叉进行升起、降落运动,升降行程为45 mm,工件自身回转最大直径为1 000 mm。在使用过程中,工件必须固定牢固,而且应避免频繁的单侧偏载使用,偏载最大质量为300 kg。交换叉在交换台站的电机驱动下实现旋转运动,完成2 个工作台的交换。另可通过调整输入液压缸的液压油的流量来调整工作台上下运动的速度、电机的转速等。
前工位处的工作台在交换之前必须通过传感器信号确认是否处于锁紧状态,并位于可以交换的位置,方可进行交换。前工位处的防护门在机床工作过程中必须是处于关闭锁紧状态,应通过电气按钮控制,不可人为随便开启。当操作工人手工上、下料或通过机器人上、下料时,虽然工作台可以进行任意角度的旋转,但是出于安全的考虑,前工位必须在每隔90°的位置进行锁紧和工作,其他角度位置不允许上、下料。
数控转台滑座带动托盘在床身导轨上沿Z向运动,采用蜗轮蜗杆结构实现B轴旋转。转台顶面装有2 个定位销和4 个锥形夹紧块。通过油缸控制夹紧块内的夹爪,抓紧或松开安装在托盘底部的销钉,实现数控转台对托盘的夹紧、松开功能。
主轴中心距工作台面最小距离为160 mm,主轴端面距转台中心的最小距离为110 mm,工件最大高度为1 000 mm(如使用卡具,则需要考虑卡具底座的高度,适当降低工件的高度,避免托盘交换不能顺利进行)。工件加工时需要合理的装卡,以避免由于装卡等原因导致工件上的某些特征加工不到。工作台卡紧和松开状态、工作台是否处于交换位置都由传感器来确认。
数控转台顶面中心装有快换接头的下接头,与装在托盘中心的快换接头上接头配合,可向用户提供6个用来夹紧、清洁夹具的液/气接口。
3.6 刀库结构及刀具检测装置介绍
本机床刀库选择的是链式刀库,刀库的换刀机械手能承受的最大刀具质量为单侧25 kg,最大换刀长度为450 mm。刀库所能容纳的最大刀具直径:满刀时为125 mm,临位空刀为250 mm。
刀具检测装置采用刀库内检测机构,主要用来检测刀具破损、断裂情况等。每次换刀完成后,刀具进入待刀区,刀具检测开始,检测完成后数据反馈回系统。
3.7 机床的防护系统
本机床采用的是整体防护形式。除排屑器水箱和水冷机外,其他都在防护间内,由于排屑器和水箱整体连接,故放在防护之外,便于拆卸。另液压站没有防护门,便于观察及维护。防护间前工位为左右电气控制拉门,刀库侧为平开门,防护间右侧的拉门可使操作者方便对刀、检测工件和手动换刀。
4 计算
4.1 X 轴电机的选择
根据参考同类机床和实际经验,本机床的X轴传动丝杠外径d=50 mm,导程Ph=25 mm。选用西门子1FT7102 型伺服电机,X轴采用双驱结构,电机直联传动,减速比为1∶1。
4.2 旋转扭矩的计算
等速时需要的旋转扭矩Tt计算过程如下:
式(1)(2)中:T1为外部载荷引起的摩擦扭矩,N·mm;Fa为加速时轴向载荷,N;Ph为进给丝杠的导程,mm;η1为进给丝杠的正效率(取值查询丝杠样本);μ为导向面上的摩擦系数;m为运送物的质量,kg;g为重力加速度,取9.8 m/s2;f为导向面的阻力(无负荷时),N。
式(2)中,各量具体取值如下:μ=0.003,m=2 158 kg,f=1 000 N。则Fa=0.003×2 158×9.8+1 000=1 063 N。
式(1)中,各量具体取值为Ph=25 mm,η1=0.96。并将式(2)的结果代入式(1)得:
加速时需要的旋转扭矩TK计算过程如下:
式(3)—式(6)中:T2为加速时扭矩,N·mm;J为负载惯性力矩,kg·m2;ω为角加速度,rad/s2;Nm为电机每分钟转速,r/min;t为加速时间,s。
其中,Nm=3 000 r/min,t=0.2 s,Jm=0.009 14 kg·m2。则J=2158×106=0.0343kg·m2,=1 570 rad/s2,T2=0.034×2 093×103=91.03 N·m,TK=4.4+91.03=95.43 N·m。
4.3 减速时需要的旋转扭矩Tg
Tg的计算公式如下:
代入上述求得的数据得:
5 校核
5.1 最大扭矩TMAX
负载最大扭矩必须等于或小于电机的最大扭矩值,即TMAX≤MMAX。电机最大扭矩值MMAX=120 N·m,负载最大扭矩值TMAX=TK=95.43 N·m,即TMAX<MMAX。
5.2 扭矩的有效值Trms
负载扭矩的有效值必须等于或小于电机的额定扭矩,即Trms≤MN。
X轴采用双驱结构,根据经验公式,负载扭矩有效值小于2 个电机扭矩有效值的70%,即可满足要求。
电机额定扭矩值:MN=2×20×70%=28 N·m,负载扭矩有效值:Trms=25.8 N·m,即Trms<MN。
5.3 惯性力矩的校核
负载惯量比选取的过大,会造成电机的控制不稳定,调试电机将十分困难。同时,还会使得加工表面的精度与粗糙度降低,定位时间变长。推荐选取范围:负载惯量/电机惯量为3~5。
通过计算得出结论,电机选型满足要求。
6 主要成果
高速加工中心是数控机床中加工精度、生产率和自动化程度最高的综合性机床,也是现代数控机床中最具代表性和技术附加值的产品。随着中国装备制造业产业优化升级和自主创新能力提升,从综合技术性能和发展应用趋势分析,高速加工中心应用范围日益扩大,日后将成为主流制造装备[4]。
本机床研究课题开展了国产数控机床性能验证、可靠性测评及国外同类产品对比试验研究,机床技术参数和指标达到同类型国外高速、高精机床水平,总投资相比同类进口设备节省30%以上,采取“产、学、研、用”联合开展研究,采取沈阳机床与最终用户联合开展的方式,为沈阳机床培养一批具有高素质、专业化的技术人才,同时对“高档数控机床与基础制造装备”国家科技重大专项“十一五”科研成果进行示范,开展高速卧式加工中心机床结构优化、生产线规划技术研究等。同时对“高档数控机床与基础制造装备”国家科技重大专项“十一五”科研成果在示范工程上进行展示,从而满足用户需求、使机床制造厂掌握自主高速卧加技术、成线技术,并对以国产数控机床为主的高档自动生产线进行示范及推广。
猜你喜欢
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年1期)2019-01-14
机械与电子(2018年10期)2018-10-25
机电工程(2018年2期)2018-03-15
制造技术与机床(2017年8期)2017-11-27
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
通信电源技术(2016年1期)2016-04-16
制造技术与机床(2015年8期)2015-04-24
中国重型装备(2013年1期)2013-11-18
