精密多功能磨床后床身动静态有限元分析*
2015-04-24 07:25周秦源任莹晖郭怀忠
制造技术与机床 2015年8期
周秦源 任莹晖 郭怀忠
(①中南林业科技大学,湖南 长沙 410004;②湖南省湘潭市三峰数控有限公司,湖南 湘潭 411201)
精密磨床的床身是机床的重要部件[1],其静态特性和动态特性直接影响机床的加工精度和稳定性,及安全可靠性及使用寿命[2-3]。本文针对三峰数控有限公司的单立柱双磨头多功能数控磨床SMF6020 床身的特点,考虑到立柱及磨头等部分的施加力在于后床身,即后床身是承载的主要部件。因此,基于大型有限元分析软件ANSYS 的有限元静动态分析的方法,对精密磨床后床身进行动静态特性的结构分析,为提高精密磨床的整体结构的设计提供理论依据[4]。
1 后床身有限元模型的建立
1.1 施加载荷的计算
由于后床身施加的载荷是由立柱、立磨头组件和卧磨头组件共同的重量组成的,分析三者总质量:M=423.404 kg,施加后床身表面积:S=266434.45 mm2。
根据SMF6020 机床结构特点建立其三维模型,如图1 所示,对其三维模型采用四面体网格及上述加载分析进行有限模型的建立,如图2 所示。

1.2 后床身所用的材料参数

表1 后床身材料(HT250)参数
2 静力学分析
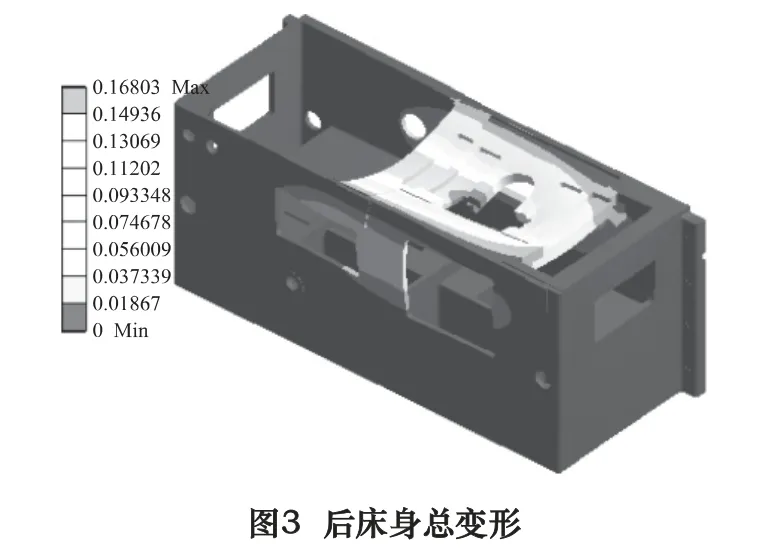
从SFM6020 后床身的静态有限元分析可知,最大应力和变形都出现在和立柱接触部位,如图3 所示最大变形为0.168 mm,如图4 所示最大应力为43.048 MPa。这个位置的变形直接影响到立柱底部的位置移动,进一步影响了加工产品的精度。

3 后床身模态性能分析
从SFM6020 后床身的动态特性分析的前四阶的参数因子可以分析出,在一阶振型中,以Z 方向的移动,X 轴的转动为主;二阶振型中,X 向的移动,Y 轴的转动为主;在第三阶振型中,以X 向的移动,以Y 向的转动为主;在第四阶振型中、以Y 向的移动、Z 轴的转动为主。固有频率最小的部位是后床身放置电机部位的床身壁处。后床身的前四阶固有频率如表2 所示,前四阶模态振型如图5 所示。
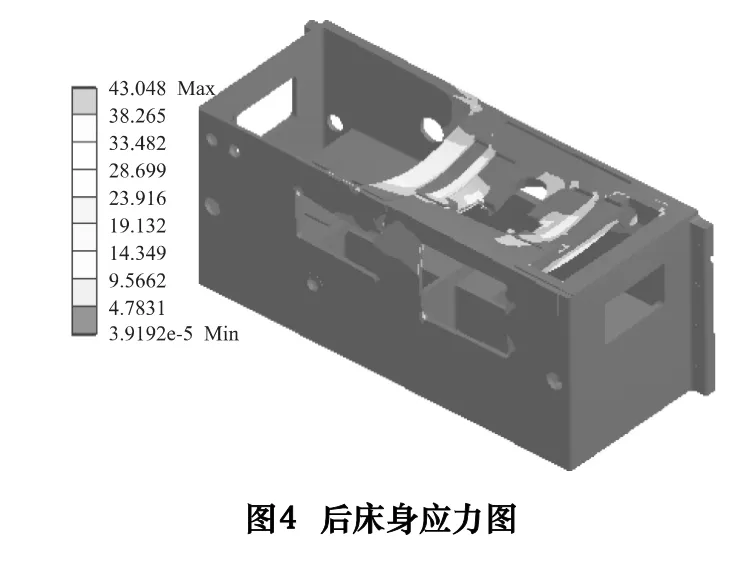

表2 模态分析结果
4 后床身动态特性的优化
4.1 增加后床身筋板
通过对SMF6020 精密磨床后床身动静态分析,静态最薄弱的部位是和立柱底部接触的部位,动态分析最薄弱的地方出现在电机放置部位,为提高机床的动静态刚度,减小变形量,在和立柱接触部位的后床身的下部增加3 个纵向筋,避免后床身上面在Y 向的移动和X 向的转动。改进后的前四阶固有频率有所增加,如表3 所示,说明增加筋板后提高了后床身的动刚度。
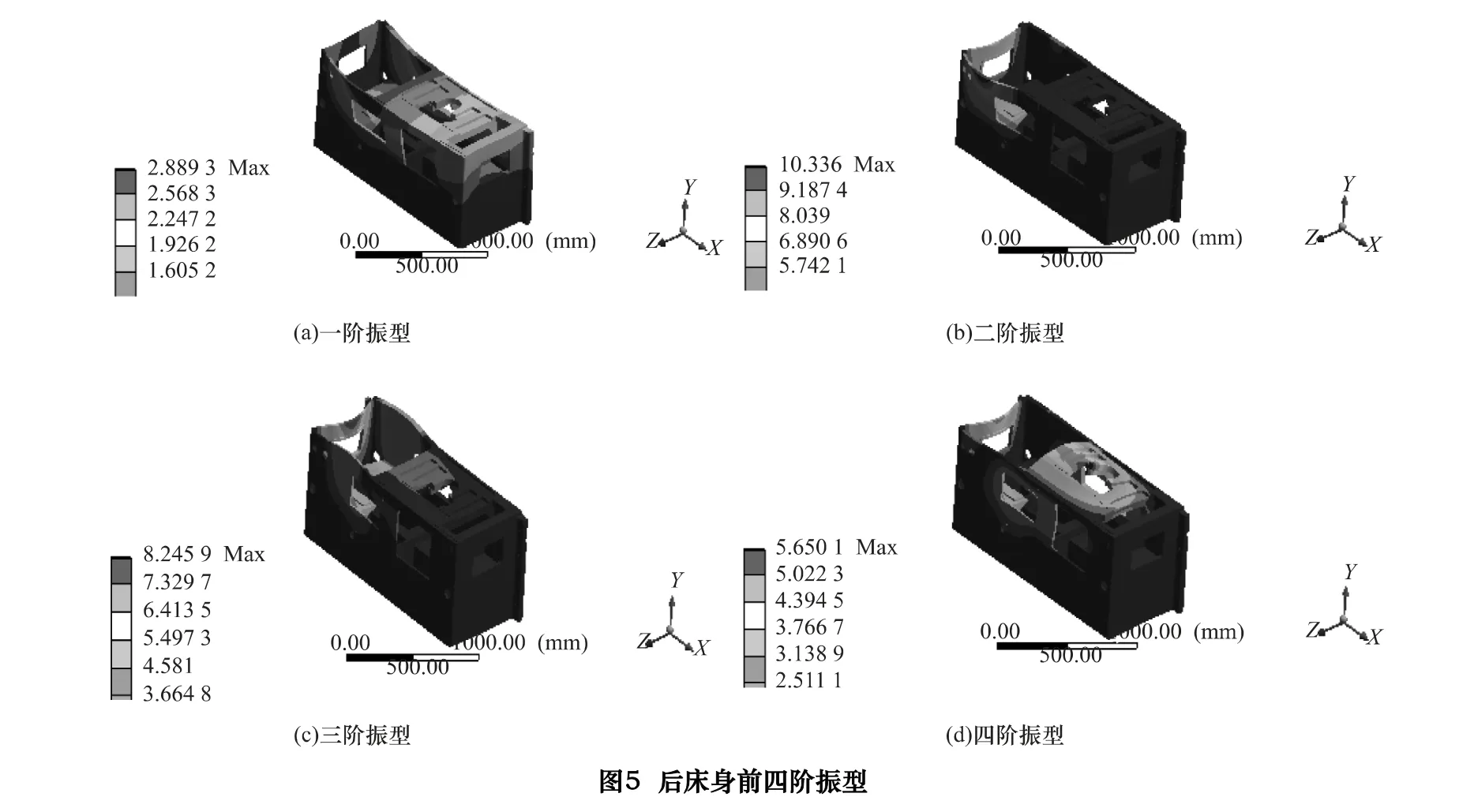
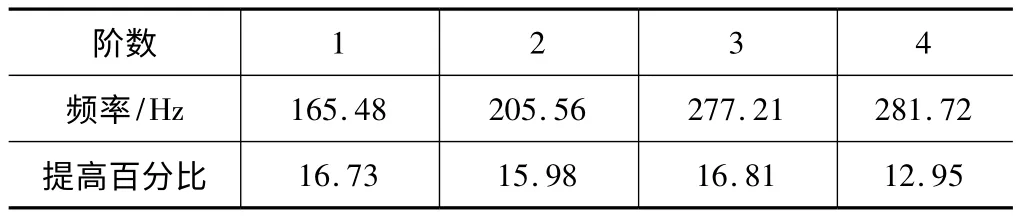
表3 增加筋板后床身前四阶固有频率
4.2 增加后床身筋板的厚度
将原来后床身筋板的厚度是16 mm,增加到20 mm,床身的动态特性有所提高,改进前后后床身动态特性的比较如表4 所示。

表4 增加筋板厚度后床身前四阶固有频率
4.3 后床身和前床身接合
为了提高机床的整体刚性,将后床身和前床身接合,增强动刚度。将接合后的床身进行模态分析,前四阶振型如图6 所示,前四阶固有频率及变化值如表5所示,从表5 可以看出,将前后床身接合是将机床动刚度提高有效方法。

表5 改进后床身前四阶固有频率
5 结语
(1)从SFM6020 后床身的静态有限元分析可知,最大应力和变形都出现在和立柱接触部位,最大变形为0.168 mm,最大应力为43.048 MPa;
(2)通过对机床后床身模态分析,可知其一阶频率为141.47 Hz,固有频率最小的部位是后床身放置电机部位的床身壁处;
(3)提出了增加筋板、增加筋板厚度及将前后床身接合的结构优化方法,通过对后床身优化前后对比分析,可知这3 种方案均能增强床身的动刚度,提升机床的动态特性,其中将前后床身接合是将机床动刚度提高整个床身动态特性的有效方法。

[1]唐恒龄,杨啸.机床动力学[M].北京:机械工业出版社,2000.
[2]倪晓宇,易红,汤文成,等.机床床身结构的有限元分析与优化[J].制造技术与机床,2005(2):47 -50.
[3]伍建国,陈新,孙庆鸿.内圆磨床床身结构的动态分析与优化设计[J].精密制造与自动化,2002(2):25 -26.
[4]陈桂平,文桂林.高速磨床床身结构动态分析与优化[J].制造技术与机床,2009(2):19 -23.
猜你喜欢
中国机械工程(2022年14期)2022-08-05
金属加工(冷加工)(2022年2期)2022-02-24
天津科技(2021年2期)2021-03-09
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年4期)2017-06-22
组合机床与自动化加工技术(2017年5期)2017-05-25
北京航空航天大学学报(2016年4期)2016-02-27