基于磁力研磨法光整内环槽的实验研究
2015-04-24 07:25:28焦安源李宗泽全洪军
制造技术与机床 2015年8期
焦安源 李宗泽 全洪军 陈 燕
(①辽宁科技大学应用技术学院,辽宁 鞍山 114051;②辽宁科技大学机械工程与自动化学院,辽宁 鞍山 114051;)
内环槽作为密封件中一种常见密封结构,在液压系统中对液压油、气起到很好的防漏作用,对于液压系统的密封性能至关重要。但是由于这些工件内表面的环漕经车削加工完成后,环槽表面常常会残留一些微裂纹、毛刺、斑点以及车削沟痕等,这些加工缺陷在使用过程中有的会慢慢扩大,有的则会脱落或嵌入橡胶密封环以至于严重影响工件的使用性能和寿命。然而,由于环槽分布于工件的内表面,加工空间有限而且尺寸较小,采用传统研磨抛光工艺光整内环槽表面,加工难度较大,因此研究去除环槽表面的加工缺陷的工艺方法具有一定实际意义。目前广泛采用的光整方法有:手工抛光、砂纸和砂轮打磨等,这些方法虽然也能去除环槽表面的加工缺陷,但是采用这些方法难以保证抛光处理后的表面质量,去除效率较低,稳定性差。
为了解决内环槽表面难以抛光处理的问题,本文结合磁力研磨工艺特点和原理提出对环槽的底面和侧面进行同步光整加工的方案,以便均匀高效地提高环槽的表面质量。本文基于C6128 普通车床,在其刀架处夹持光整内环槽的实验装置,采用端部开槽的仿形磁极,从而对某企业所提供的工件内表面的环槽结构进行实验加工,利用线切割将其剖开,对内环槽表面的表面粗糙度、微观表面形貌以及材料去除量等进行检裹并压附在工件表面,其装置结构如图4 所示。

表1 实验条件
(2)调整车床主轴转速为1080 r/min,启动机床,工件旋转。研磨时间为60 min,每隔10 min 将工件取下用超声波清洗机清洗5 min 后,吹干;用电子天平称重(记录每次工件的质量变化);用3D 超景深显微镜观察研磨后工件的表面形貌,用JB -8E 触针式表面粗糙度仪检测研磨后环槽底面、侧面的表面粗糙度值。
(3)加工过程中根据磨料状态的实际情况,酌情添加研磨液和磁性磨料,以便保证磁性磨粒具有良好的流动性以及磨削效果。

3 实验结果与分析
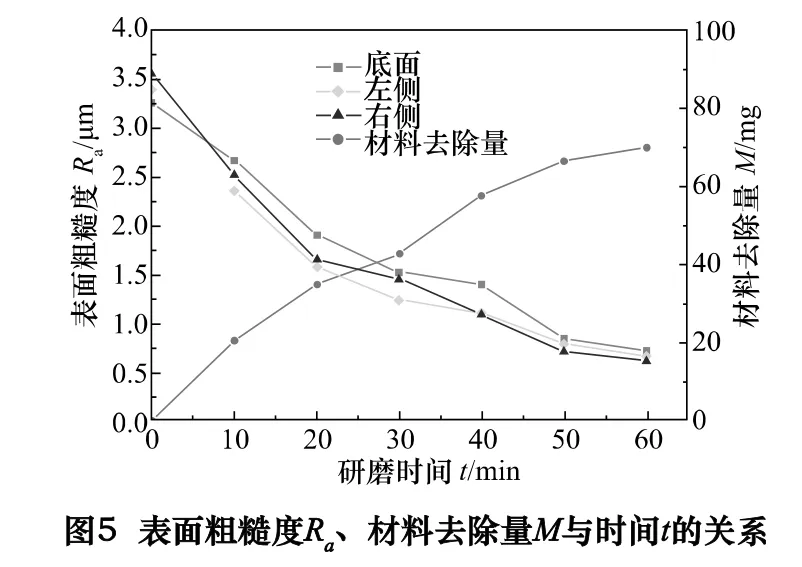
利用线切割将环槽工件剖开放入超声波清洗机清洗干净;经吹风机吹干。分别采用电子分析天平、JB-8E 触针式表面粗超度仪以及3D 超景深显微镜检测工件的质量变化、槽底面和侧面的表面粗糙度以及表面微观形貌,其检测结果如图5 所示。
由图5 底面、侧面表面粗糙度曲线可知,研磨刚开始的一段时间,底面、侧面的表面粗糙度均变化较快,3个表面的平均表面粗糙度可由初始值Ra3.40 μm 降至Ra1.67 μm。随后3 个表面的表面粗糙度变化速率均趋于缓慢,最终两侧面平均表面粗糙度可由Ra3.47 μm 降低至Ra0.63 μm,底面的粗糙度也可由Ra3.25 μm 降低至Ra0.70 μm。由表面粗糙度曲线还可看出环槽的两个侧面的表面粗糙度变化规律基本一致,由此说明在研磨过程中环槽的两侧面质量变化是同步的。除此之外,由材料去除量变化曲线可看出,在研磨过程开始的一段时间,材料去除量的速率和总量均较大,随着研磨时间的延长,材料去除量也逐渐趋缓,总体变化趋势与3 个面的表面粗糙度一致。


由图6a、6b 和图7a、7b 可知,采用磁力研磨法对工件内表面的环槽进行研磨抛光后,槽底面、侧面在相同时间内,各个表面原来的毛刺、凹坑以及刀痕都得到有效的去除、弱化,并且底面初始高度差由56.5 μm在研磨后降至为22.6 μm,降幅可达60%;侧面初始高度差为46.9 μm,研磨后其值为15 μm,降幅可达68%。结合表面粗糙度值变化曲线,最终检测值也显示底面、侧面的表面粗糙度值差异也很小。但是,对比观察槽底面、侧面的微观形貌可看出,研磨完成后,槽底面的加工纹理较槽侧面稍微清晰,然而侧面则相对比较平整、纹理不明显,可见,在进行研磨抛光环槽的过程中,由于工件转速较高,致使大量磨粒在磁极处堆积进入底面时,对底面会产生少量划痕,导致最终研磨结果所得底面纹理较侧面稍微清晰。
4 结语
基于磁力研磨法光整加工工件的内环槽表面,并对其底面和侧面的研磨结果进行了分析,可得以下结论:
(1)通过实验可知,利用磁力研磨法光整加工环槽不仅可实现同步光整环槽底面、侧面,而且还可利用多个磁极同时对多个环槽进行加工,可大幅度提高加工效率,所得表面质量均匀、平整。
(2)由环槽侧面与底面表面粗糙度变化曲线可知,在整个研磨加工环槽表面的过程中,槽的侧面、底面的表面粗糙度变化趋势基本一致,并且研磨后环槽底面、侧面所得表面粗糙度稳定值相差也不大,即一致性比较好。由此表明,采用该方法可以同步完成环槽底面和侧面的光整。
(3)分析对比研磨前后环槽的表面微观形貌,底面和侧面因车削加工而引起的较明显的原始沟痕以及沟痕两侧的凹坑、凸起等,通过磁力研磨抛光处理后,均可有效地被去除、弱化,环槽表面质量得到改善。
[1]Zou Yanhua,Jiao Anyuan,Aizawa Tshio.Study on plane magnetic abra-sive finishing process-experimental and theoretical analysis on polishing trajectory[J].Advanced Materials Research,2010,126 -128:1023 -1028.
[2]焦安源,李宗泽,邹艳华.基于恒压的平面磁力研磨效果分析[J].制造技术与机床,2014 (8):37 -41.
[3]Wang Y,Hu D.Study on the inner surface finishing of tubing by magnetic abrasive finishing[J].International Journal of Machine Tools and Manufacture,2005,45(1):43 -49.
[4]焦安源,邹艳华.平面磁力研磨轨迹的研究与分析[J].制造技术与机床,2011 (10):90 -93.
[5]孙岩,陈燕,兰勇.磁力研磨法在航空密封圈模具研磨抛光中的应用[J].制造技术与机床,2014 (7):37 -40.
[6]Yamaguchi H,Shinmura T.Study of an internal magnetic abrasive finishing using a pole rotation system:Discussion of the characteristic abrasive behavior[J].Precision Engineering,2000,24(3):237 -244.
[7]Kang J,Yamaguchi H.Internal finishing of capillary tubes by magnetic abrasive finishing using a multiple pole-tip system[J].Precision Engineering,2012,36(3):510 -516.
[8]Yamaguchi H,Shinmura T.Study of the surface modification resulting from an internal magnetic abrasive finishing process[J].Wear,1999,225:246 -255.
猜你喜欢
包装工程(2023年16期)2023-08-25 11:39:16
汽车零部件(2022年9期)2022-09-30 00:54:20
制冷技术(2021年1期)2021-03-31 09:02:34
经济技术协作信息(2020年30期)2020-10-28 08:56:12
山东冶金(2019年6期)2020-01-06 07:45:58
山东冶金(2018年6期)2019-01-28 08:15:06
经济技术协作信息(2018年20期)2019-01-19 02:56:36
制造技术与机床(2017年6期)2018-01-19 02:41:00
腹腔镜外科杂志(2016年12期)2016-06-01 12:10:09
腹腔镜外科杂志(2016年11期)2016-06-01 12:10:09