
控制棒驱动机构耐压壳顶部螺母破拆修复工艺
2023-01-10 03:52邓艳超沈佳伟刘琳娟
仪器仪表用户 2023年1期
郭 亮,邓艳超,沈佳伟,刘琳娟
(中核核电运行管理有限公司,浙江 嘉兴 314300)
0 引言
CNP300压水堆机组反应堆压力容器控制棒驱动机构属一回路压力边界重要组成部分。根据预防性维修大纲需求,在装换料大修期间会对其顶部螺母进行拆装。根据秦山30万机组历年大修检修记录反馈,此项螺母拆装工作螺母咬死现象出现频率极高,且无标准修复工艺作为支持,维修难度较大,风险不易控制。根据设备结构、空间、维修工艺特点,开发了一套适用于CNP300压水堆机组的反应堆压力容器控制棒驱动机构顶部螺母破拆修复工艺,本文将进行详细介绍。
1)设备结构
CNP300压水堆机组反应堆压力容器控制棒驱动机构共37根,顶部安装有两个螺母:一个为压盖圆螺母,另一个为通孔圆螺母。两个螺母共同安装至控制棒驱动机构耐压壳行程套管螺纹处(以下简称螺杆),示意图如图1。

图1 控制棒驱动机构顶部图Fig.1 Top view of control rod drive mechanism
压盖圆螺母及通孔圆螺母:材质均为12Cr13马氏体不锈钢,硬度≤200HB,经淬火后具有较高的强度、韧性,良好的耐蚀性和机加工性。
控制棒驱动机构耐压壳行程管段:材质为0Cr18Ni11Ti奥氏体不锈钢,硬度≤187HB,它在304钢中添加Ti元素来防止晶间腐蚀,具有优异的高温应力破断性及高温抗蠕变性能。
2)历次螺母拆装维修问题分析
通过查阅历次秦山30万机组大修反应堆压力容器控制棒驱动机构螺母维修资料,对维修事件进行分析,维修过程存在以下问题:
① 历次压盖圆螺母及通孔圆螺母拆装使用勾头扳手旋拧,导致螺母与螺杆受力不均匀或是倾斜,造成螺母螺纹与螺杆螺纹的中心轴线倾斜量大,牙纹易受损,导致螺牙间咬合,出现咬死现象。
② 螺母所用12Cr13不锈钢,螺杆使用0Cr18Ni11Ti不锈钢,两种材质硬度存在差异且材质硬度较软,以往在螺母拆装过程中未预判扭矩,导致螺母与螺杆螺纹进行相对摩擦,存在卡涩后,继续加大力矩旋拧,螺纹间出现铁屑黏连而不掉落,从而导致螺牙间咬死。
③ 历次螺母咬死后,均借助手锯对螺母进行破切,螺母破切速度慢,人员劳动强度较大,锯子切入量无工艺规范限制,需人员凭借经验控制,存在极大伤害耐压壳本体的风险。
④ 历次螺母破切需借助榔头敲击扁铲对锯口进行撑开操作,以便取出螺母。此项操作人员凭借经验执行,劳动量较大且扁铲对耐压壳本体冲击大,易造成耐压壳本体损伤。
⑤ 历次咬死螺母取出后,螺杆螺纹都有不同程度的损伤,检修人员利用板牙对螺杆螺纹进行修复,在此过程中板牙螺纹与螺杆螺纹易存在无法找正现象,最终检修人员加工异型板牙,虽螺纹修复功能可保证,但异型板牙不易安装,操作繁琐。
1 工艺设计
1.1 工艺要求
根据反应堆压力容器控制棒驱动机构顶部螺母结构特征,工艺设计方向如下:
1)压盖圆螺母在受力均匀且力矩保护状态下进行旋拧。
2)通孔圆螺母在受力均匀且力矩保护状态下进行旋拧。
3)螺母咬死后,对螺母进行钻孔并收集切屑,降低刚性强度。
4)对刚性降低的螺母进行液压撑开式破切,并取出螺母。
5)对螺杆处螺纹进行修复。
6)用通止规效验螺纹状态。
1.2 专用工具设计
1.2.1 螺母旋拧工具
螺母的旋松操作利用专用定扭矩扳手实现。专用扭矩扳手为L型,主要由外购的预置扭矩扳手和螺母适配头组成,螺母适配头可适用于压盖螺母、通孔圆螺母,适配头示意图如图2。预置扭矩扳手可分档设置扭矩值,使用前应设置扭矩值并进行标定。当扭矩达到设定值后扳手内的离合器打滑,防止扭矩过大造成螺纹损伤。
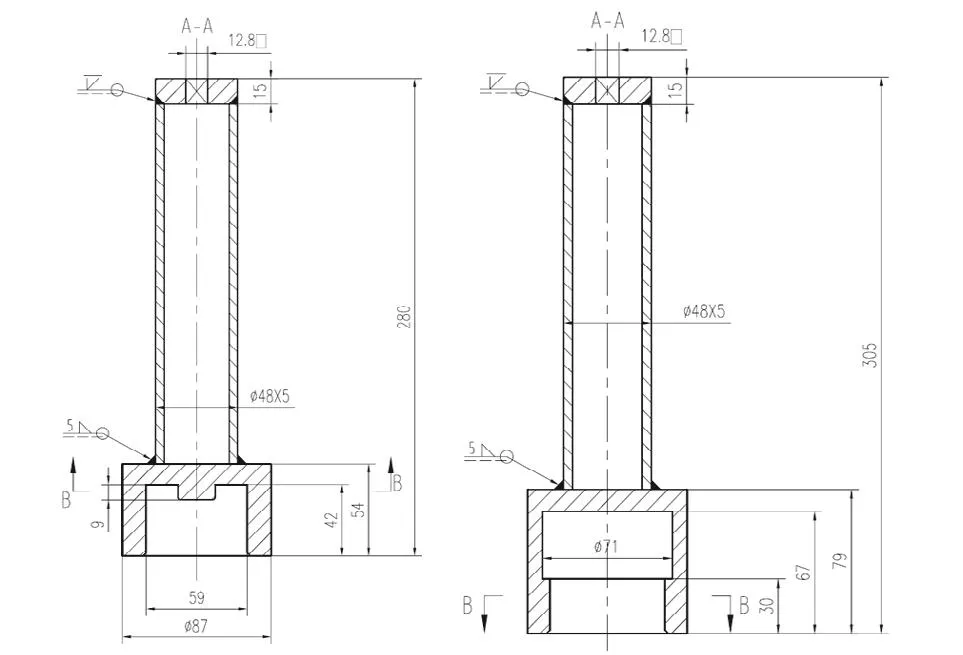
图2 力矩扳手及螺母适配头示意图Fig.2 Schematic diagram of torque wrench and nut adapter
1)螺母旋紧扭矩计算
根据《机械设计手册》第2卷,计算螺母扭紧力矩。已知控制棒驱动机构顶部螺母需提供的预紧力为32215.84N,计算公式如下:

式中:
F——螺纹预紧力。
d2——螺纹中径,d2=d-0.6495p=42-0.6495×1.5=41.03mm。
λ——螺纹升角,λ=arctan[1.5/(42×3.14)]=0.65°。
ρv——螺纹当量摩擦角,ρv=arctan1.155f。其中,f为摩擦系数,无润滑时取f=0.15,则ρv=arctan(1.155×0.15)=9.83°。
dm——螺母支承的平均直径;dm=(支撑面内径+支撑面外径)/2。其中,支撑面内径为φ21mm,支撑面外径按M42×1.5外螺纹小径计算=42-1.0825×1.5=40.38mm,则dm=(21+40.38)/2=30.69mm。
f1——螺母支承面摩擦系数,无润滑时取f1=0.15。
将以上数据代入公式得:
T=[41.03×tan(0.65°+ 9.83°)+30.69×0.15]×F/2×10-3=6.1×10-3×F
将预紧力32215.84N代入上式,可得:
T=6.1×32215.84×10-3=196.5Nm
2)预置扭矩扳手力矩限值设定
根据理论计算,螺母旋拧时力矩扳手值需设定为196.5Nm。当力矩扳手扭矩达到196.5Nm时,螺母未旋动,则视为螺纹已经咬死,不得再强行对螺母进行旋拧。
1.2.2 螺母钻孔工具及螺母钻孔工装
螺母钻孔操作主要利用磁力钻、钻孔工装、钻头等来完成。对于压盖圆螺母和通孔圆螺母,钻孔时共用一台磁力钻,钻孔工装为两种螺母专用。
压盖圆螺母及通孔圆螺母钻孔工装主要由工装底板、钻模板、安装螺钉和防飞溅挡板等组成,其结构如图3。
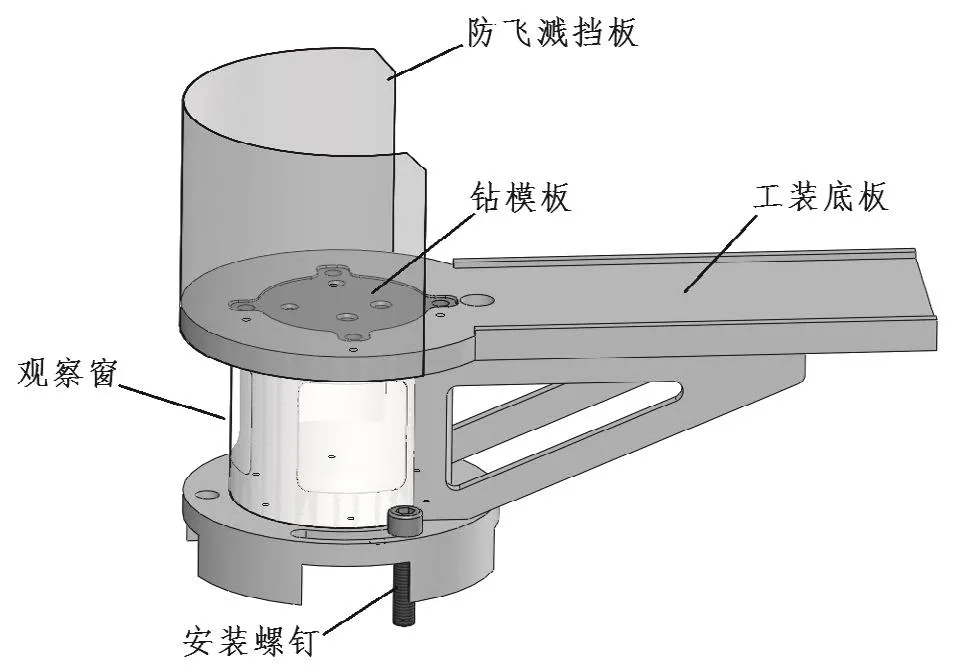
图3 压盖圆螺母钻孔工装结构示意图Fig.3 Structure diagram of drilling tooling for round nut of gland
工装底板上表面用于磁力钻底座吸附,设置有导向槽。钻模板通过螺钉安装于工装底板中间孔,工装底板下端面通过安装螺钉与现场筒体法兰上端面贴平。工装底板圆弧部分安装透明观察窗,上部安装透明防飞溅挡板。
钻孔工装的钻模板用于钻孔过程中钻头的导向及钻孔工装的定位。螺母需要在不同尺寸的分布圆上钻直径不同的孔,因此压盖圆螺母及通孔圆螺母的钻模板分别提供4种规格和3种规格的钻模孔。
1.2.3 螺母破切工具
螺母钻孔后强度降低,即可实施螺母破切操作,螺母破切主要利用液压螺母破切工具及其辅件完成。液压螺母破切工具主要包括:螺母破切器、手动液压泵、油管等组成,辅件主要包括破切工具支撑和钩头扳手。
破切工具支撑用于压盖圆螺母破切时支撑破切器,通孔圆螺母破切时破切器支撑在通孔圆螺母下部的压紧垫上,无需本支撑。钩头扳手用于螺母破切后,将螺母从螺杆上取下。
1.2.4 螺纹修复工具
螺纹修复工具主要包括:M42×1.5整板牙、M42×1.5可调板牙、专用板牙架、M42×1.5通规、M42×1.5止规。当螺杆螺纹出现损伤时,采用板牙进行修复。在螺杆修复过程中,螺纹部分滴入几滴不锈钢螺纹攻牙油,使修复更加顺畅。板牙修复完成后,用通规、止规效验其螺纹有效性。
2 工艺步骤
秦一厂30万机组反应堆压力容器控制棒驱动机构顶部螺母破拆修复工艺流程如图4,具体相关工艺详解如下:
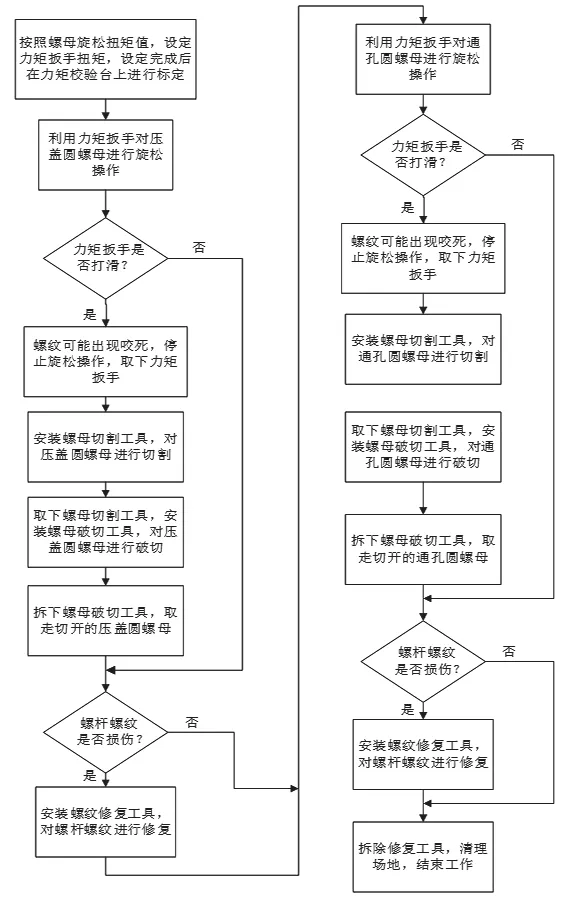
图4 反应堆压力容器控制棒驱动机构顶部螺母破拆修复工艺流程Fig.4 Process flow of top nut breaking repair technology of reactor pressure vessel CRDM
2.1 螺母旋拧
首先,按照螺母旋拧工具力矩要求196.5Nm设定力矩值,依次对控制棒驱动机构顶部螺母进行旋拧,无出现旋拧卡涩现象认定螺母、螺杆无异常。
在依次旋拧压盖圆螺母、通孔圆螺母过程中出现超196.5Nm力矩现象,经过判定为螺母咬死,随即开展破拆修复。
2.2 压盖圆螺母钻孔
由于压盖圆螺母钻孔工装通过螺钉固定在筒体法兰的吊装孔中,而压盖圆螺母旋紧后周向的4个方槽与钻孔工装的角度位置关系不确定,存在以下两种可能性:一是钻模板的导向孔正对螺母的圆弧方向,二是钻模板的导向孔正对螺母的方槽方向。因此,为避免设备现场干涉及最大程度上保证钻孔成功率,拟分以下两种情况进行钻孔操作。
1)压盖圆螺母圆弧方向钻孔
当钻模板的导向孔正对压盖圆螺母的圆弧方向时,按照如下参数进行钻孔,见表1。
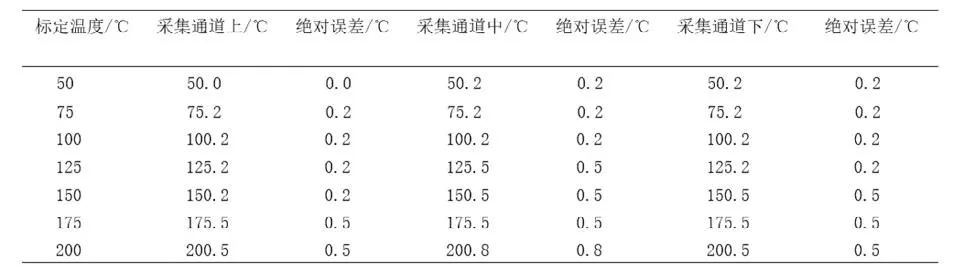
表1 系统测试数据Table 1 System test data

表1 压盖圆螺母圆弧方向钻孔参数表Table 1 Drilling parameters of gland round nut in arc direction
2)压盖圆螺母方槽方向钻孔
当钻模板的导向孔正对压盖圆螺母的方槽方向时,按照如下参数进行钻孔,见表2。

表2 压盖圆螺母方槽方向钻孔参数表Table 2 Drilling parameters in square groove direction of gland round nut
2.3 通孔圆螺母钻孔
1)通孔圆螺母圆弧方向钻孔
当钻模板的导向孔正对通孔圆螺母的圆弧方向时,按照如下参数进行钻孔,见表3。

表3 通孔圆螺母圆弧方向钻孔参数表Table 3 Drilling parameters of through hole round nut in arc direction
2)通孔圆螺母方槽方向钻孔
当钻模板的导向孔正对通孔圆螺母的方槽方向时,按照如下参数进行钻孔,见表4。

表4 通孔圆螺母方槽方向钻孔参数表Table 4 Drilling parameters in square groove direction of through hole round nut
2.4 压盖圆螺母及通孔圆螺母破切
破切前状态:压盖圆螺母或通孔圆螺母已完成钻孔,磁力钻及钻孔工装等均已拆除。手动液压泵、油管及螺母破切器均已联接完毕。
第一步:将螺母破切器套入螺母(如破切压盖圆螺母,需提前安装破切工具支撑),破切器刀头的刀尖正对螺母上已钻的孔,破切器上端面与待破切螺母的上端面平齐。
第二步:确认刀尖位置无误后,关闭手动液压泵上的泄压阀,摇动液压泵给破切器加压,刀头缓慢伸出。在此过程中应密切观察刀尖位置,如刀尖未正对钻孔位置,则应停止加压,打开泄压阀后进行调整。
第三步:缓慢加压,密切关注刀头与螺杆的距离。对于压盖圆螺母在圆弧方向钻孔后破切的情况,一般压力值在20MPa左右,螺母被破开,破开时可听到明显的断裂声响并可观察到螺母径向有明显裂口。一般操作压力超出50MPa后,不允许继续加压。此时,可泄压后在原切口位置重新破切即可。
2.5 螺纹修复
螺纹修复工具主要包括:M42×1.5整板牙,M42×1.5可调板牙及对应的板牙架。当螺杆下部螺纹出现损伤时,采用整板牙进行修复,以上部未损伤的螺纹作为导向,自上而下进行套丝修复。当螺杆上部螺纹出现损伤时,采用可调板牙进行修复,调节可调板牙开口处的小螺钉,使板牙的开口变大,板牙与螺杆间的间隙相应变大。这样就可以很轻松地旋入螺杆,在完好螺杆处调节螺钉使板牙开口恢复至自由状态;再安装板牙架,自下而上修复上部螺杆螺纹。在螺杆修复过程中,螺纹部分滴入几滴不锈钢螺纹攻牙油,使修复更加顺畅。螺纹修复完成用通规、止规效验螺杆螺纹有效性。
3 结束语
本工艺设计已经成功应用于秦山核电及巴基斯坦恰西玛核电部分CNP300型压水堆机组,降低了一回路压力边界维修风险的同时,提高了维修效率,节约了人工成本。
猜你喜欢
电镀与精饰(2022年11期)2022-11-15
机械工程与自动化(2022年3期)2022-06-24
中国设备工程(2022年2期)2022-02-10
中国核电(2021年3期)2021-08-13
核科学与工程(2021年2期)2021-05-18
现代电子技术(2021年3期)2021-02-02
哈尔滨商业大学学报(自然科学版)(2020年5期)2020-10-27
黑龙江八一农垦大学学报(2020年2期)2020-05-06
中国科技纵横(2019年24期)2019-05-28
航天制造技术(2019年2期)2019-05-09
