正己醇耦合氢氧化钾水解溶出光伏组件中乙烯醋酸乙烯酯
2023-01-06 03:58郭蔓李登新蒋红博朱宏艺高康宁夏张
当代化工研究 2022年22期
*郭蔓 李登新* 蒋红博 朱宏艺 高康宁 夏张
(1.东华大学环境科学与工程学院 上海 201620 2.菏泽市生态环境局牡丹区分局 山东 274009)
光伏产业的发展与实现碳中和的目的深度契合,得益于政府对可再生能源的激励政策,中国光伏产业近年来迅速扩张,已成为世界最大的光伏市场[1]。制造太阳能电池板使用最多的是硅材料。晶硅太阳能电池的平均使用寿命为25~30年[2],大量报废的晶硅太阳能电池不仅会造成资源的浪费,而且会污染环境。
晶硅太阳能电池板最常用的封装材料是EVA,由于低其成本、高粘接强度、高透明度、高电阻率、低聚合温度和较低的吸水率[3]特性,在光伏行业广受欢迎。要对各部分资源化处理,最关键的是除去封装材料EVA。大量专家学者对此进行了实验探究,主要采取的方法有:有机溶剂法[4-5]、热处理耦合化学处理[6]、机械耦合热工艺[7-8]、热处理[9-10]无机酸碱处理[11]等。有机溶剂处理法多采用邻二氯苯和三氯乙烯等溶剂进行处理,具有反应条件较温和、资源化程度较高等优点,但这些有机溶剂毒性和刺激性较强,课题组焦月谭等[12]利用邻二氯苯作为溶剂,反应过程挥发气味极刺鼻,具有强毒性,难以工业化应用。
废旧光伏组件绿色资源化,应避免使用对环境产生有害影响的焚烧热解技术和有毒酸等对其进行处理,以减少二次污染的产生。本文采用正己醇(挥发性较小、毒性小)耦合氢氧化钾法,EVA在一定温度下溶于氢氧化钾的正己醇溶液中,反应后冷却析出,不但能达到分离的目的,正己醇还可以循环利用。探究不同处理条件下EVA的反应量及反应率,为太阳能电池板的快速拆解并全元素充分综合利用奠定基础。
1.实验部分
(1)材料、试剂和仪器
正己醇,分析纯;氢氧化钾,分析纯;EVA薄膜,购于米索乐新能源科技公司;载玻片,购于豫安宁旗舰店。
DF-101S型集热式恒温加热磁力搅拌器:上海鹰迪仪器设备有限公司;DHG-9023A电热恒温鼓风干燥箱:上海齐欣科学仪器有限公司;Nicolet 6700型傅里叶变换红外光谱仪:赛默飞世尔公司;Cenlee16R型台式高速冷冻离心机:湖南湘立科学仪器有限公司。
(2)实验方法
①模拟光伏组件的制备
由于背板通过热处理易于分离,本实验主要针对除去背板的模拟组件进行处理。
模拟组件:将载玻片切割成一定尺寸(25mm×14mm),同时将EVA薄膜裁剪略大于载玻片,厚度为1mm,均匀覆盖于载玻片上,置于155℃电热恒温鼓风干燥箱中加热30min,进行交联反应[13]。
氢氧化钾的正己醇溶液配制:称取0.05g、0.1g、0.2g、0.4g、0.6g、1.0g氢氧化钾溶于一定体积的正己醇中,移入100mL容量瓶中加正己醇定容至刻度线。
②EVA的剥离实验及剥离效果衡量方法
EVA的剥离实验的工艺流程见图1。配制不同质量浓度的氢氧化钾正己醇溶液,量取一定量的混合溶液加入圆底烧瓶中,磨口处连接冷凝管,将其放入油浴锅内,加热到设定的温度(85℃~155℃),然后按照一定液固比(20:4mL/个~60:4mL/个)添加模拟光伏组件,在一定的搅拌转速下进行反应。实验达到设定时间后,取出圆底烧瓶,立即分离模拟光伏组件,通过质量法进行评价。称取交联前玻璃片的质量记为m1,交联后模拟组件的质量记为m2,反应实验进行后的组件质量计为m3。

图1 EVA水解溶出实验工艺流程图
EVA反应量(Z1,g)的计算公式见式(1)。EVA反应率(W1,%)的计算公式见式(2)。

反应后混合液由台式高速冷冻离心机在8000rpm条件下离心8min,分别回收上清液正己醇和反应的皂化EVA。
2.结果与讨论
(1)模拟组件单因素实验
①KOH质量浓度的影响
在反应温度为100℃、反应时间为25min、液固比为40:4mL/个、搅拌转速为800r/min的条件下,添加剂KOH质量浓度对反应量和反应率的影响见图2。当氢氧化钾质量浓度大于1g/L后,反应量大于0.259g,反应率大于84.33%,添加剂质量浓度与反应量、反应率的关系总体呈正相关,原因在于交联EVA在混合溶液中溶解,氢氧化钾参与皂化反应,一定质量的EVA需要足量的氢氧化钾与之反应。交联EVA含有的酯键在氢氧化钾的存在下皂化水解断裂,从而也促进其黏性降低,从玻片上剥离,待反应完成正己醇溶液冷却后,皂化EVA经过离心后析出。

图2 添加剂KOH质量浓度对反应量和反应率的影响
②温度的影响
在KOH质量浓度为0.5g/L、反应时间为25min、液固比为40:4mL/个、搅拌转速为800r/min的条件下,温度对EVA的反应量和反应率的影响见图3。由图3可见,随着温度的升高,反应量和反应率均显著提高,推测是因为温度升高使得分子运动速率加快,提高皂化水解速度,同时EVA软化后流动性增强,粘接力也降低,增大了与混合溶液的接触面积。温度设置受限于正己醇沸点(157.0℃,101.3kPa)。如果温度高于沸点,有机溶剂易挥发,且成气体状态,无法与EVA接触。当温度为155℃时,EVA反应量为0.298g,反应率为96.18%。
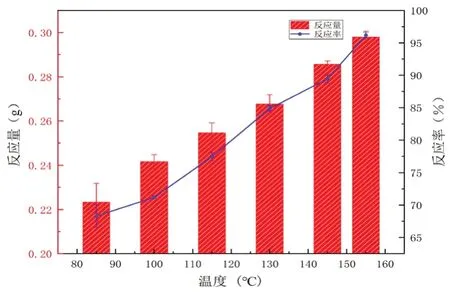
图3 温度对反应量和反应率的影响
③时间的影响
在KOH质量浓度为0.5g/L、温度为130℃、液固比为40:4 mL/个,搅拌转速为800r/min的条件下,时间对EVA的反应量和反应率的影响见图4。随着时间的推移,交联EVA逐渐反应,由图4可知,25min后反应率的增速较慢,这是因为反应后期随着模拟组件的碰撞和相互粘接,造成接触面积变小,反应的速率变慢。时间为85min可以完全反应EVA。由图5可知,各温度下时间与反应率的关系总体均呈正相关,温度越高,反应速率越快。

图4 时间对反应量和反应率的影响

图5 时间-温度反应率的影响曲线
④液固比的影响
在KOH质量浓度为0.5g/L、温度为130℃、时间为25min、搅拌转速为800r/min条件下,液固比对EVA的反应量和反应率的影响见图6。随着液固比的增加,反应率和反应量均显著增加。液固比从20:4mL/个增至60:4mL/个时,反应率从79.18%增加到96.41%。因为溶液体积越多,反应环境越均匀,模拟组件的接触面积越大,皂化反应得到促进。

图6 液固比对反应量和反应率的影响
⑤搅拌转速的影响
在KOH质量浓度为0.5g/L、反应时间为25min、液固比为40:4mL/个、温度为130℃条件下,搅拌转速对反应量和反应率的影响见图7。在转速为400r/min条件下反应量和反应率不佳。转速为0r/min的条件下,溶液搅动幅度极小,模拟组件间接触几率小,发生粘连的机会少,有利于皂化反应进行。但慢速的搅拌破坏了原体系的平衡,模拟组件互相粘结造成溶剂接触面积减少,渗透难度增加使得水解反应过程延长。继续升高搅拌转速,模拟组件不容易碰撞在一起,或者搅拌力大于EVA粘结力,因而反应量和反应率均升高。
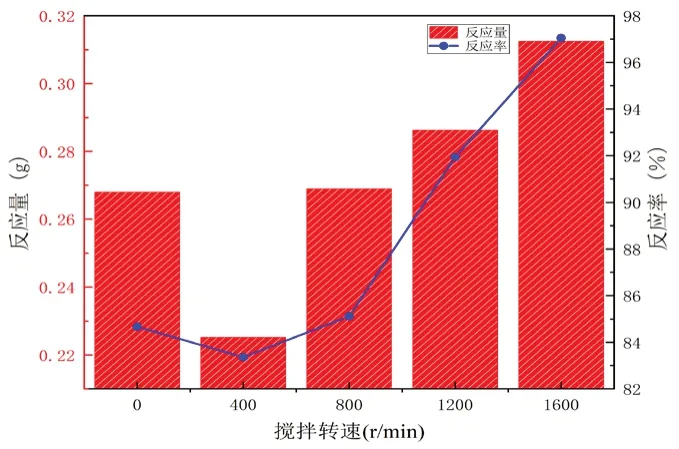
图7 搅拌转速对反应量和反应率的影响
(2)正交实验结果
实验设计了5因素4水平正交实验,考察反应温度、反应时间、搅拌转速、液固比、添加剂质量浓度对EVA反应率的影响。正交实验因素水平见表1,正交实验结果见表2。

表1 正交实验因素水平
由表2可见,实验A1B1C3D2E3处理效果最好,即反应温度145℃、反应时间70min、液固比30:4mL/个、搅拌转速400r/min、氢氧化钾质量浓度为6g/L的条件下。经验证反应率为98.67%,为最优组合。各因素影响的主次顺序为反应时间>液固比>反应温度>搅拌转速>添加剂质量浓度。
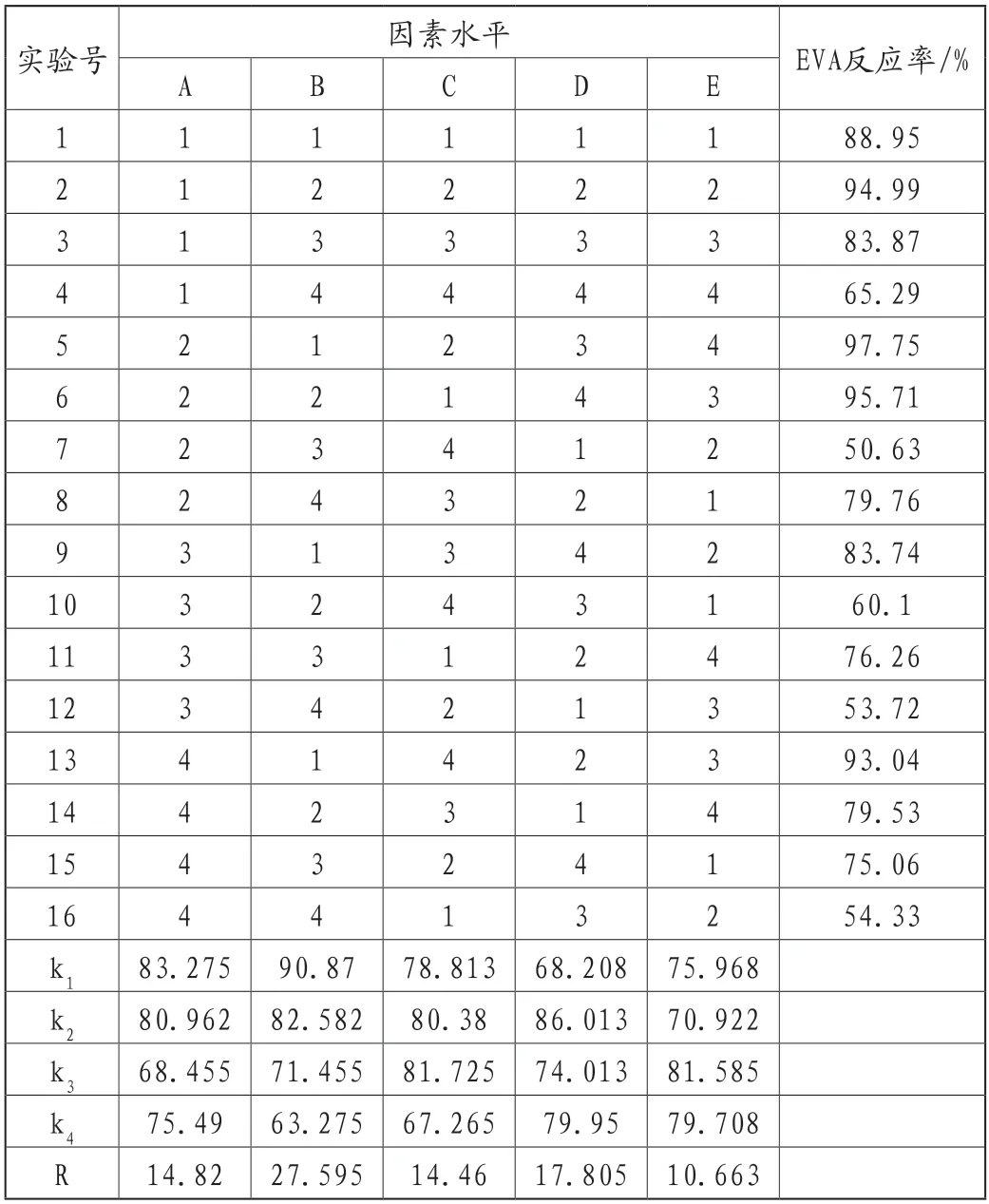
表2 正交实验结果
(3)红外表征结果
①EVA的FTIR的表征结果
交联EVA经皂化反应后,原有的酯键在氢氧化钾和正己醇的存在下水解断裂,同时侧链被羟基取代。模拟单面组件反应前后EVA的FTIR谱图见图8,交联EVA因-CH2-CH2-和酯的存在具有醋酸乙烯酯的特征吸收峰,在1241cm-1和1739cm-1附近,而反应后皂化EVA的特征吸收峰值在这两处位置显著减弱,这表明了反应后EVA中羰基含量的显著降低,并且其在3321cm-1附近存在宽的羟基吸收峰,这说明交联EVA在碱性条件下进行皂化水解[14],形成含游离羟基的皂化EVA。此外,720cm-1附近为-CH2-平面摇摆振动吸收峰[15-16],反应后此处峰值的下降表明,EVA交联链断裂,交联链的数量下降。推测得皂化水解方程式见图9。
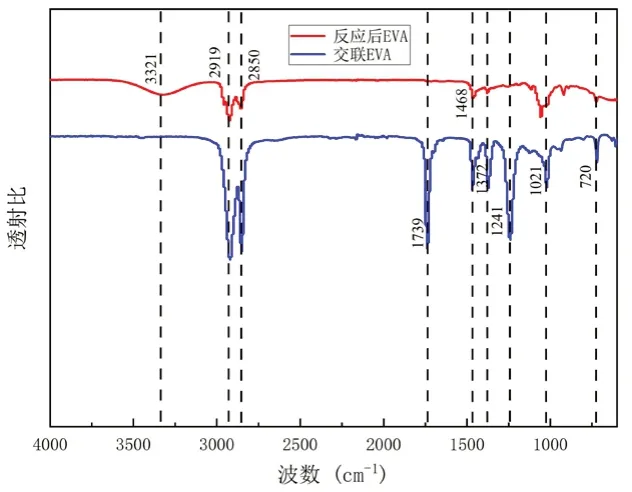
图8 反应前后EVA的FTIR谱图

图9 水解反应方程式
②正己醇的FTIR的表征结果
反应前后正己醇的FTIR谱图见图10。1379cm-1和1467cm-1附近为甲基的弯曲振动,2956cm-1附近存在吸收带为甲基的伸缩振动,代表其中含有甲基,2930cm-1附近为亚甲基伸缩振动。720cm-1为其弯曲振动。2860cm-1附近可能出现了2850cm-1和2870cm-1附近峰的重叠。3329cm-1附近峰形较宽,为分子间氢键O-H伸缩振动,证明羟基的存在,另外1058cm-1附近有一强吸收带,证明其存在伯醇。反应前后正己醇未出现特征峰的新增或减少或偏移,证明反应前后主要官能团未发生变化,正己醇未发生性质变化,可回收使用。

图10 反应前后正己醇的FTIR谱图
3.结语
(1)采用有机溶剂正己醇耦合添加剂氢氧化钾法,可达到对模拟光伏组件中的封装剂EVA中98.67%的反应率,在氢氧化钾的作用下,EVA皂化水解溶出,达到剥离效果。最佳的工艺条件为:反应温度145℃、液固比30:4mL/个、搅拌转速400r/min、氢氧化钾质量浓度为6g/L、反应时间70min。
(2)反应前后正己醇的主要官能团未发生变化。
(3)较之其他有机溶剂对光伏组件封装材料EVA的方法,本实验具有毒性低,反应时间短、生成皂化EVA等的优点,为废旧太阳能电池板中EVA的资源化提供了新的思路。
猜你喜欢
酿酒科技(2022年7期)2022-07-29
矿产综合利用(2022年3期)2022-07-13
能源工程(2022年2期)2022-05-23
中国资源综合利用(2022年4期)2022-05-09
商用汽车(2021年4期)2021-10-13
科学与信息化(2021年17期)2021-06-28
——基于正交试验优化的皂化反应法△
北方药学(2020年7期)2020-10-23
无线互联科技(2020年10期)2020-08-14
绿色科技(2020年12期)2020-08-03
科学与财富(2017年28期)2017-10-14