
关于从沉锌后液中萃取锰的方法的探讨
2021-06-28 05:27杨启光杨海滨
科学与信息化 2021年17期
杨启光 杨海滨
云南祥云飞龙再生科技股份有限公司 云南 祥云 672100
引言
因在锌电积过程中新液——电积液体系中需要维持一定量的Mn2+离子的存在,才有利于电积的正常进行和阴阳极板的保护,就需补加一定量的Mn2+。而传统工艺补锰可以直接用软锰矿经过浸出净化后进入新液中,用软锰矿直接浸出净化得到锰的总成本极其高,每生产一吨锰约成本为14772.81元。就目前我们公司的萃取工艺而言,电积过程所需的Mn2+离子则需长久补充,综合几种补锰的方法来看,最有效的一种方法是从溶液中萃取Mn2+——反萃后进入新液中,用此方法则大大降低了加工成本,在生产实际中我们有大量的Mn2+存在于锌的浸出液中,该实验的目的是能将此浸出液中的Mn2+回收后直接配入电积液中,达到降低生产成本和改善操作环境的目的。
1 试验目的
用萃取剂(P204)回收萃取锌萃余液中的Mn2+,在萃取反萃过程中其他可能会影响锌电积的杂质带入情况,同时考查NH4+的带入情况,最终检验锰的反萃后液能否满足锌的电解要求[1]。
2 试验原理和工艺
在锌萃取后液——萃余液中经沉锌后的溶液,将沉锌后液经过锌粉除镉,经压滤后作为萃取锰的原液,经过锌粉除Cd后,后液Cd含量<5mg/L;同时将除铁后的有机相(铁<50mg/L)用碳酸氢铵水溶液(60g/L)进行皂化,碳酸氢铵水溶液返回配液循环使用,皂化后的有机相和原液混合萃取、分相,富有机相经电积废液反萃可得含锰较高的反萃后液,反萃后液并入锌系统萃取的反萃液,贫有机相返回皂化[2]。反应机理如下:
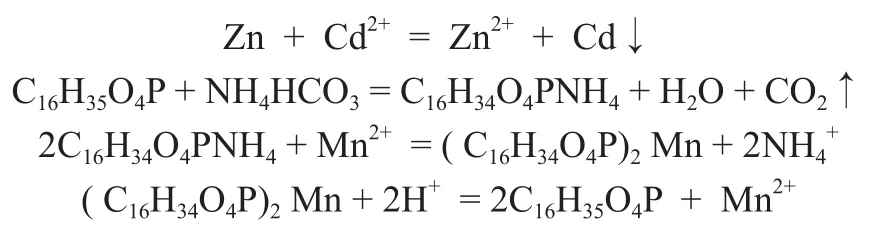

图1 P204萃取Mn2+ 的工艺流程简图
3 条件试验
3.1 贫有机相皂化
碳酸氢铵水溶液: NH4HCO3(NH4+≥17.1,H2O≤3.5)60g和1L水搅拌溶解至无沉淀。
贫有机相:除铁后的贫有机相(P204288.49g/L),铁含量<50mg/L。
分别考查皂化后有机相的体积变化如下表:

表1 贫有机相的皂化
从上表可得出结论:有机相带水率是指贫有机相皂化分相完成后有机相体积的膨胀率,在贫有机相皂化时,相比控制1.0~1.25之间是最佳值,既可很好的皂化有机相,又可将碳酸氢铵溶液尽可能少的带进有机相中。
3.2 锰的萃取
原液:沉锌后液经除镉压滤后的溶液。
有机相:是经60g/L碳酸氢铵皂化后的有机相,用表一试验皂化后的有机相。
搅拌混合时间为:3 分钟。
温度为:28~32 ℃。
试验见下表:

表2 锰的萃取试验
从上表可得出结论:在萃取过程中,锰的萃取率的高低主要是根据有机相的皂化率的高低决定的,但在皂化时又不能将有机相无限皂化,因其带水量太大,在萃取时碳酸氢铵溶液带入萃余液中,在生产过程就需大量补加清水[3]。
4 流程试验
4.1 工艺控制条件
4.1.1 碳酸氢铵溶液:60g/L,循环补加,NH4+浓度为14g/L,皂化后水相PH6.0~6.5。
4.1.2 有机相皂化相比1~1.2之间。
4.1.3 萃取相比根据原液锰含量及萃余液锰含量来确定相比,监控萃余液pH值在4.0~4.5之间为萃取锰的最佳值。
4.1.4 反萃相比O/A :4。
4.2 流程试验(萃取富有机相未深度分相)
4.2.1 流程试验一。
皂化有机相相比:O/A=1.21,皂化前水相PH=7.0,皂化后水相PH=6.0,混合搅拌时间为5.7分钟,皂化分相时间为5分钟。
萃取相比:O/A=1.23,萃取温度:26℃,萃余液PH=4.0,混合搅拌时间为5.7分钟,分相时间为30秒。
反萃相比:O/A=4.93。
流量:有机相148ml/分、碳酸氢铵122 ml/分、原液120 ml/分、反萃液30 ml/分。
4.2.2 流程试验二。
皂化有机相相比:O/A=1.29,皂化前水相PH=7.5,皂化后水相PH=6.5。
萃取相比:O/A=1.32,萃取温度:28℃,萃余液PH=5.0。
反萃相比:O/A=4.4。
流量:有机相154ml/分、碳酸氢铵119 ml/分、原液116ml/分、反萃液35 ml/分。
在萃取反萃过程中,反萃后液离子浓度NH4+、Cd2+、Cu2+、Co、Ca、Mg、F、 Cl 均有增加趋势,而且在萃取时萃余液pH值越高带入的杂质越多,即锰的萃取率越高,带入反萃后液的杂质越多。
5 结束语
5.1 效益分析
5.1.1 碳酸锰浸出净化的成本:制得1吨Mn2+。
5.1.2 萃取锰的成本:制得1吨金属Mn2+。以皂化有机相相比为1,其锰的萃取率为75%,18 g 碳酸氢铵能萃取5.047g Mn2+,即萃1吨锰需碳酸氢铵3.56吨,而碳酸氢铵仅796元/T,忽略人工资和电费不计,除镉耗用的锌粉因沉锌后液进钾盐车间蒸馏锅前也需除镉,锌粉耗用也可忽略,则生产1吨Mn2+仅需2833.76元。以2015年共耗用碳酸锰1325.850T 等于464.07T Mn2+需费用6855628.33元,而采用萃取仅需1315063.00元,可节约成本5540565.33元。
5.2 结论
严格控制好工艺操作条件,得到的锰反萃后液,虽然杂质略高一点,但经过稀释至锌的反萃后液中,完全能满足锌电解的要求。
从经济角度考虑,锰萃取(仅计碳酸锰浸出及净化,其余如碳酸锶耗用量的增加未计算在内)每年至少可以节约554万元。
猜你喜欢
今日农业(2022年14期)2022-09-15
都市(2022年1期)2022-03-08
纺织科学研究(2021年1期)2021-12-03
纺织科学研究(2020年10期)2020-11-09
今日农业(2020年17期)2020-10-27
纺织报告(2020年4期)2020-08-14
休闲读品·天下(2020年4期)2020-02-04
当代陕西(2019年23期)2020-01-06
山东青年(2016年2期)2016-02-28
表面工程与再制造(2014年2期)2014-02-27
