
齿轮硬度散差问题原因分析及解决方法
2022-12-23 09:05于帅姜喜峰谭潇莫赞新徐梓铭一汽锻造吉林有限公司
锻造与冲压 2022年23期
文/于帅,姜喜峰,谭潇,莫赞新,徐梓铭·一汽锻造(吉林)有限公司
齿轮是汽车重要机械器件之一,主要失效形式是齿面磨损。齿轮的寿命取决于齿面的加工精度和抗磨损性能。齿轮的硬度散差过大,将造成齿轮加工困难、组织不均、残余应力过大、渗碳淬火变形大。硬度散差直接影响到齿轮的加工精度和齿轮磨损均匀性。本文主要针对齿轮热处理后心部与表层的硬度散差现象,进行了试验、检验和分析,并采用合适的热处理工艺减少齿轮硬度散差,改善金相组织,提高齿轮性能。
试验
试验材料
试验材料牌号为20CrMnTi,化学成分见表1。

表1 主要化学成分/wt%
试验方法
采用工艺参数如图1 所示,正火保温温度为930℃,控温冷却处理时间分别为10min、15min。
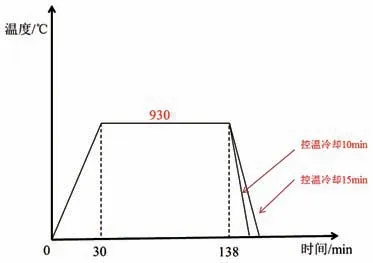
图1 热处理试验曲线
分析
控温冷却时间对齿轮组织影响表征
图2 所示为取样位置及经过硬度测试后的试样宏观形貌,硬度测试点分别标记为a、b、c,其中a 点为边缘位置,b 点为近边缘位置,c 点为试样中心位置。
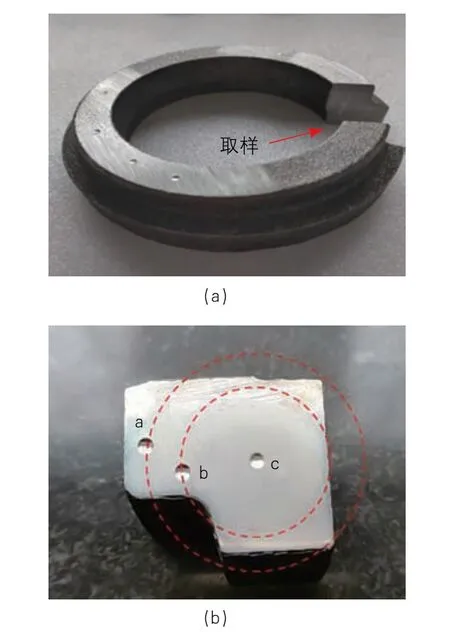
图2 硬度测试点位置分布
图3显示为控温冷却10min的齿轮微观组织结构。可以发现,经过正火和控温冷却处理后的试样均表现为铁素体、珠光体及贝氏体组织,沿着试样边缘至心部,铁素体组织的含量逐渐减少。相比于边缘与近边缘位置的贝氏体组织,试样中心位置的贝氏体呈现比较细的羽毛状组织,从图3a2和图3b2中看出,控温冷却时间对于边缘与近边缘位置的影响程度大体一致,组织表现无明显差别。

图3 控温冷却时间10min 的微观组织形貌
图4 显示为控温冷却时间15min 的齿轮微观组织结构。可以发现,经过正火和控温冷却处理15min 的试样组织也表现为铁素体、珠光体及贝氏体组织,相比于控温冷却时间10min 的试样,贝氏体组织含量明显减少,珠光体含量变化不大,铁素体含量呈现明显增加趋势。沿着试样表层至心部的组织对比如图4(a2、b2、c2)所示,沿着试样表层至心部,贝氏体含量依然呈现增大趋势,铁素体含量减少。如果想避免贝氏体析出,连续冷却速度需要足够小,应小于贝氏体冷却速度,跨过CCT 曲线的贝氏体区,冷却曲线控制在贝氏体转变区的右侧通过。

图4 控温冷却时间15min 的微观组织形貌
控温冷却时间对齿轮硬度的影响
图5所示为控温冷却时间10min试样的硬度分布,可以发现试样表层至心部的硬度逐渐增加,表层硬度为247HBW,近表层硬度为269HBW,与表层硬度相比增加22HBW,但心部硬度达到319HBW,相比试样表层增大了72HBW,表现出严重的硬度散差现象。

图5 控温冷却时间10min 试样的硬度分布
图6 为控温冷却时间15min 试样的硬度分布。通过延长控温冷却时间,试样表层与近表层硬度基本稳定,硬度散差现象不明显,仅有试样心部硬度略高,说明试样各个位置控温转变接近同时发生,且发生在偏差较小的温差范围内,保障了试样心部有足够的转变时间。

图6 控温冷却时间15min 试样的硬度分布
结论
在不同控温冷却时间条件下,对试样表层和心部的组织及对应硬度进行了分析,发现硬度的高低主要受到组织中贝氏体及铁素体含量的影响。当控温冷却时间为10min 时,试样表层与心部组织转变温度条件相差较大,心部珠光体转变不够充分,贝氏体较多,则心部硬度高。当控温冷却时间为15min 时,试样表层及心部组织转变温度条件相差较小,心部珠光体转变较充分,贝氏体较少或消除,因此表层与心部组织相近,硬度较均匀。适当增加控温冷却550 ~650℃区段的保温时间,保证珠光体转变充分,可有效解决20CrMnTi材质齿轮的表层与心部之间硬度散差问题。
猜你喜欢
金属热处理(2022年9期)2022-10-21
电焊机(2022年8期)2022-09-09
金属热处理(2022年8期)2022-09-05
航空制造技术(2022年5期)2022-07-15
焊管(2022年1期)2022-02-11
魅力中国(2021年29期)2021-09-15
汽车工艺与材料(2021年4期)2021-04-23
热处理技术与装备(2019年3期)2019-12-22
武汉科技大学学报(2019年4期)2019-07-04
热处理技术与装备(2019年1期)2019-03-14
