
废旧聚氨酯泡沫降解研究
2022-11-28 11:42陈明张晓华顾晓华唐旭杨璨徐俐刘世博张翔宇朱胜楠赵志宇
齐齐哈尔大学学报(自然科学版) 2022年6期
陈明,张晓华,顾晓华*,唐旭,杨璨,徐俐,刘世博,张翔宇,朱胜楠,赵志宇
(1.齐齐哈尔大学 化学与化学工程学院,黑龙江 齐齐哈尔 161006;2.大庆油田昆仑集团开普化工涂料公司,黑龙江 大庆 163712)
由于聚氨酯材料的保温、降噪、减震效果很好,被大量应用于建筑领域,接踵而来就是废旧聚氨酯材料对环境的污染日益增长,导致废旧高黑料高强度聚氨酯制品大量堆积,并且其不溶,占据土地资源,对水源造成污染,经济损失较大。所以废旧高黑料高强度聚氨酯制品的回收再利用已经成为当今社会急需解决的问题[1]。为了解决以上问题,现阶段国内关于废旧硬质PU 泡沫回收的研究有很多,但是研究还处于理论研究部分,未能实现规模性的产业化回收。而目前所使用的回收方法通常为不添加催化剂或者添加氢氧化钾作为催化剂,降解效率不高,后续除杂等步骤繁琐,所以需要继续改进降解配方及技术,进而优化降解效率,为废旧硬质PU 泡沫回收产业化做好充分的准备。
本文研究了将废旧高黑料高强度聚氨酯制品进行降解回收得到降解产物,以氢氧化钾与自制钛系催化剂复配作为高效催化剂,以乙二醇和二乙二醇作为交联剂降解废旧PU 泡沫,并对得出的数据进行分析。通过对降解产物的黏度、羟值以及制备出的泡沫的吸水率、密度、抗压强度等性能的测试,探索出废旧PU泡沫降解催化剂的最佳添加量,并对其进行各项测试与表征,从而优化出最佳降解方案[2]。利用降解产物重新制备聚氨酯材料,既解决了废旧高黑料高强度聚氨酯制品的回收问题,又实现绿色环保和促进经济循环。
1 实验部分
1.1 试剂与仪器
废旧高黑料高强度聚氨酯制品;乙二醇(DEG),分析纯,天津市凯通化学试剂有限公司;二乙二醇(EG),分析纯,天津市凯通化学试剂有限公司;氢氧化钾,分析纯,纯度99.9%,天津市化学试剂一厂;聚醚多元醇4110;硅油L-600,141b;三乙醇胺,有机锡,黑料(多亚甲基多苯基异氰酸酯),湖北实兴化工有限公司。
NDJ-5S 旋转黏度计,无锡工量具有限公司;WSM-20KN 型万能试验机,长春市智能仪器设备有限公司;BX51-P 奥林巴斯偏光显微镜,北京瑞科中仪有限公司;WQF-530 傅立叶变换红外光谱仪,北京北分瑞利分析仪器有限公司。
1.2 废旧PU 泡沫的降解和发泡
将废旧高黑料高强度聚氨酯先用闸刀进行粉碎,然后粉碎机进行粉末化处理,并除去较大颗粒。先按一定配比将乙二醇、二乙二醇以及多种催化剂和添加剂加入三口反应釜,置于调温电热套中,以100~120 ℃进行加热并搅拌大约20 min 后,将称取一定量的废旧高黑料高强度聚氨酯粉末加入三口反应釜中,进行加热搅拌约50~60 min。将降解得到降解产物进行过降温冷却至室温后与发泡剂、催化剂等混合后可得到新型聚氨酯产物,降解后得到低聚物多元醇[3]。称取适量降解所得的产物加入聚醚4110、硅油、发泡剂、三乙醇胺、有机锡等搅拌后加入黑料继续搅拌,使其发泡,并对泡沫进行表征分析。
1.3 性能测试与表征
降解时间比较:将废旧高黑料高强度聚氨酯硬泡、醇解剂及氢氧化钾催化剂和复配催化剂分别加入反应釜中,记录废旧高黑料高强度聚氨酯硬泡加入至溶解的时间。黏度的分析:取一定量降解所得聚醚多元醇产物置于容器中,在25 ℃下采用旋转黏度计进行黏度检测。吸水率的测试:吸水率根据GB/T 8810-88 进行分析测定,取尺寸为5.0 cm×1.0 cm×1.0 cm 样品,置于蒸馏水中浸泡,分别称量其质量,并计算吸水率。
羟值测定:根据GB/T 12008.3-2009 进行测试,取适量降解产物,采用酯酸酐法一吡啶对其进行羟值的测定。
密度测定:密度根据GB/T 6343-1986 进行测试,测试5 次,求取平均值。
压缩强度测定:根据GB 8813-2008 进行测试,取尺寸为50 mm×50 mm×50 mm 的样品,采用万能试验机测量样品的压缩强度。
偏光显微镜测试:将再生PU 硬泡样品切成薄片,使用偏光显微镜对再生聚氨酯微观泡孔结构进行观察对比、分析记录。
2 降解工艺流程
本研究采用小分子醇EG 和DEG 不同比例(质量比)对废聚氨酯产品进行降解,形成多元醇的降解产物。利用回收的多元醇通过聚氨酯发泡反应再生聚氨酯泡沫。对得到的降解产物及制备的硬泡样品进行测试分析,最终优选出最佳的降解体系及发泡工艺,聚氨酯降解及发泡工艺路线如图1 所示。
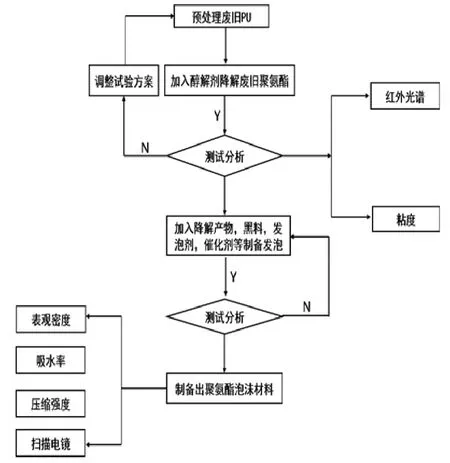
图1 聚氨酯降解及发泡工艺路线
3 结果与讨论
3.1 降解时间分析
使用不同比例的乙二醇和二乙二醇做醇解剂,使用氢氧化钾或氢氧化钾和自制钛系催化剂复配做催化剂对废旧高黑料高强度聚氨酯硬泡进行降解,从表1 中可以看出催化剂用量为0.3%氢氧化钾和0.02%的自制钛系催化剂时废旧PU 泡沫溶解最快[4],且氢氧化钾与自制钛系催化剂复配普遍比氢氧化钾做催化剂效果更好,溶解更快。废旧聚氨酯的原料和降解后的液体产物再生聚醚多元醇。废旧聚氨酯的原料照片如图2 所示,再生聚醚多元醇图3 所示。

表1 不同催化剂下废旧PU 硬泡溶解时间
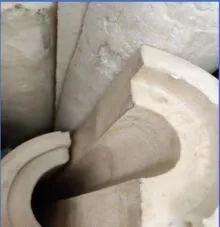
图2 废旧聚氨酯的原料

图3 降解后的液体产物再生聚醚多元醇
3.2 降解产物红外光谱分析
当降解原料总量恒定,DEG/EG 的质量比分别为1/1, 1/2, 1/3 时,在此条件下进行了不同的降解实验。研究了所得低聚物多元醇的最佳发泡工艺,并对所得样品进行了表征和分析。图 4 显示了回收多元醇(DEG/EG=1/1, 1/2, 1/3,质量比)和聚醚4110 的红外光谱结果。与聚醚4110 相比,降解产物在3 400~3 300cm-1范围内表现出较强的吸收带,这是由于醇基羟基拉伸振动峰;在1 708, 1 732 cm-1附近有一个强吸收带,这是由于苯型泛音峰。在1 054, 1 080 cm-1处有一个清晰的强吸收带,这是由聚醚基聚氨酯醚基吸收峰引起的。可以看出,当处于这个峰的时刻,此时废聚氨酯刚性泡沫降解产物中大量的氨基甲酸盐被醇羟基取代,醇羟基已降解为多元醇。降解过程中峰值的拉伸程度。此外,这些数据表明,可回收的多元醇是聚醚多元醇和芳香族多元醇的混合产物。可以看出,泡沫的特征峰(DEG/EG=1/1,质量比)较为明显,此时,降解废聚氨酯硬质泡沫的最佳。
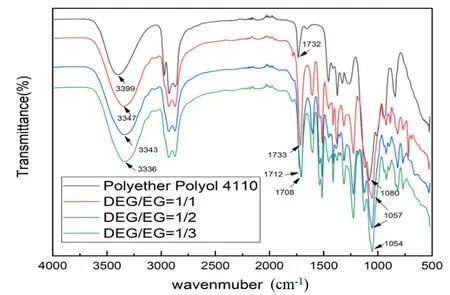
图4 不同DEG/EG 质量比的再生多元醇和聚醚多元醇4110 的红外光谱
3.3 黏度分析
将不同质量的KOH 复合催化剂加入质量比为1∶1 的EG∶DEG 中,对泡沫进行醇解,通过加热搅拌得到降解产物,对降解产物采用旋转黏度计进行黏度测试,结果如图5 所示。

图5 KOH 与自制钛系催化剂百分含量对降解产物的黏度的影响
可以由图看出,降解产物的黏度均在6 000~55 000 MPa·s 范围内,降解产物流动性良好,当氢氧化钾含量为0.3%和自制钛系催化剂含量为0.02%时,得到的黏度最小,相对分子质量均匀,流动性最好[5]。
3.4 吸水率分析
根据图6 可知,加入不同质量的自制钛系催化剂做催化剂制备的再生PU硬泡吸水率均能达到国家标准的要求,吸水率越低则说明泡沫的泡孔更完整[6],保温性能更加良好。当氢氧化钾含量为0.3%和自制钛系催化剂含量为0.02%时吸水率最低,为0.022% g/cm3,此时泡沫的泡孔结构更加完整,闭孔率更高[7],可以锁住更多气体,保温效果好,综合性能更加优异。

图6 KOH 与自制钛系催化剂加入质量加入质量比对再生聚氨酯泡沫的吸水率的影响
3.5 密度分析
由图7 可知,不同质量的KOH 与KOH 和自制钛系催化剂复配对废旧聚氨酯做催化剂制备的再生硬质聚氨酯泡沫的密度有一定的差异。在KOH 相同的催化剂之中加入自制钛系催化剂会使生成的聚氨酯泡沫的密度变小,同体积时,气体含量越高,密度越小,泡孔越大[8],各指标均满足行业标准要求。所以KOH 的加入量为0.3%与自制钛系催化剂为0.02%时,密度最小,为23 kg/m3。
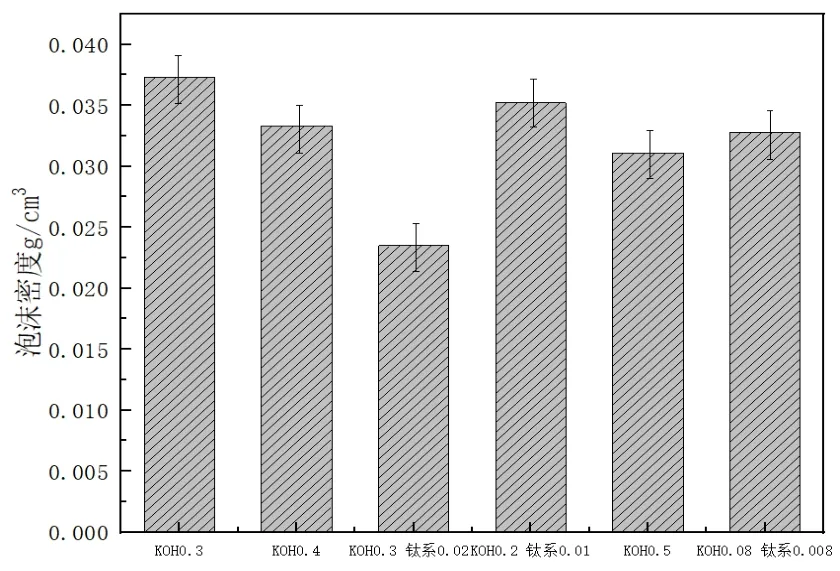
图7 KOH 与自制钛系催化剂加入质量对再生聚氨酯泡沫密度的影响
3.6 抗压强度分析
随着加入KOH 量的改变,泡沫的抗压强度也随之改变,当KOH 加入量逐渐增大时,其抗压能力也随之增强;在加入自制钛系催化剂试剂后,其抗压能力与未加自制钛系催化剂试剂相比有较大增强,其抗压强度为0.325 MPa,符合国家标准《建筑绝热用硬质聚氨酯泡沫塑料》对硬质聚氨酯泡沫的抗压强度要求,且该再生硬质聚氨酯泡沫的抗压强度符合相关行业标准,说明该再生聚氨酯硬质泡沫具有较好的抗压力学性能[9]。如图8 所示为KOH 与自制钛系催化剂加入质量比对再生PU 硬泡抗压强度的影响。
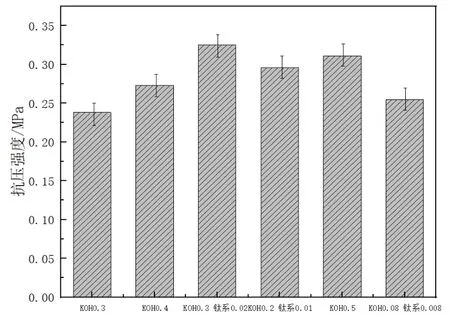
图8 KOH 与自制钛系催化剂加入质量比对再生PU 硬泡抗压强度的影响
3.7 泡沫结构分析
选出试样中性能较为良好的再生硬质PU 硬泡,将所选样品切成薄片,使用偏光显微镜选取视野清晰且泡孔完好规整的区域对不同样品进行观察记录,如图9 所示,加入KOH 复合催化剂时,具有更完整的泡孔结构,聚氨酯泡孔结构呈现规整六边形、骨架粗壮[10],说明加入催化剂KOH 可以使得再生聚氨酯硬泡获得更好的交联性能,具有良好的抗压性能,制备的再生聚氨酯泡沫能够完全满足国家以及行业标准。而加入催化剂KOH 复合的量为1.0%时制备的再生PU 硬泡的泡孔结构不规律,骨架纤细,强度不高。因此,加入催化剂KOH 的泡沫具有优良的隔热、保温性能。
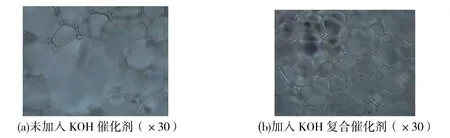
图9 再生PU 硬泡的光学显微镜照片
4 结论
本文利用EG 与DEG 作为交联剂对废旧PU 硬泡进行醇解回收,并以降解产物为原料制备再生聚氨酯材料,通过测试表征得到以下结论:
(1)利用不同质量比的自制钛系催化剂和氢氧化钾催化EG 与DEG 醇解剂对废旧PU 硬泡进行回收,在EG 与DEG 质量比为1∶1 的醇解剂加入质量为0.3%氢氧化钾和0.02%的自制钛系催化剂时废旧PU 硬泡溶解快,得到的降解物具有黏度小,羟值高的特点,制备出的PU 硬泡具有密度低﹑吸水率低,保温性好和抗压性高的特点,其抗压强度为高,符合行业标准。
(2)当在EG 与DEG 质量比为1∶1 的醇解剂加入质量为0.3%氢氧化钾和0.02%的自制钛系复合催化剂时,所得降解产物制备的PU 硬泡具有更好的保温性能,经过对再生PU 泡沫材料进行一系列的性能测试表明,其制备的再生PU 硬泡具有泡孔规律,骨架粗壮的结构,能够达到行业标准。
猜你喜欢
化学反应工程与工艺(2021年1期)2021-01-08
精细石油化工进展(2020年4期)2020-12-17
现代食品·下(2019年12期)2019-10-21
世界农药(2019年2期)2019-07-13
化学教学(2017年3期)2017-04-21
中国塑料(2016年8期)2016-06-27
中国塑料(2015年6期)2015-11-13
分析化学(2015年10期)2015-11-03
中国塑料(2015年8期)2015-10-14
火炸药学报(2014年1期)2014-03-20
