
酸化破乳-絮凝沉淀处理废乳化液的研究
2022-11-21 07:32:14李兰兰上官扬扬
河南化工 2022年10期
李兰兰,武 昕,上官扬扬
(河南能信环保科技有限公司,河南 濮阳 457000)
乳化液、切削液等试剂多被用于机械零件及产品的打磨、润滑、清洗等工序[1]。随着工业技术的不断革新,乳化液的品质也得到了很大程度的提高,随着废乳化液的产生量不断增大,处理难度急剧提升。而由于废乳化液所含有的矿物油、表面活性剂等很容易对水体的水质产生严重的影响,因此,废乳化液必须经过特定的处理方可排入外部环境[2]。
目前,针对废乳化液的处理技术主要有化学法、生物法、膜处理等[3-4]。但由于废乳化液的B/C很低,生化性差,难以直接利用生物法处理;同时在机械加工行业过程中废乳化液中携带有大量悬浮物、金属碎屑等杂物容易对膜表面造成污染,且膜处理工艺具有设备投资较大,运行维护成本较高等弊端。
本文以废乳化液的COD去除率、B/C(BOD5/CODCr)比为表征指标,通过对废乳化液的成分进行分析,调节pH值酸化破乳预处理后,选用PAC及PAM作为破乳剂和絮凝剂,利用正交试验探讨不同条件下废乳化液的处理效果,从而为其工业化推广提供一定的理论及实验基础。
1 实验部分
1.1 实验用水及试剂
实验用水取自某危险废物处置企业物化车间废乳化液,其中废乳化液为多企业机械加工车间混合液,经取样检测,其水质如表1所示。

表1 废乳化液成分表
从表1可知,废乳化液的B/C仅为0.088 6,可生化性很差,因此必须采用必要的处理手段降低其COD,并提高B/C比值。
试剂:硫酸、氢氧化钠均为分析纯;PAC、PAM为工业级;利用PAM及蒸馏水配制成质量分数为0.2%的PAM溶液,实验中PAM的投加量即为PAM溶液的投加量。
1.2 实验仪器及分析方法
pH值采用PHS-3C型精密pH计测定;CODCr利用GB11914所规定的测定方法进行测定;BOD5利用JC-870H型数字式BOD5测定仪测定。
2 实验方法
2.1 酸化破乳实验
量取500 mL废乳化液原液于1 000 mL烧杯中,利用硫酸调节废乳化液的初始pH值为2~8,静置24 h,待其油水分层后利用分液漏斗对其过滤,取清液进行水质检测。
2.2 破乳、絮凝沉淀实验
取2.1中最优化实验后所得废水,利用正交试验探讨PAC用量、PAM投加量、反应温度、反应时间等影响因素在不同水平下废水的处理效果。
3 实验结果及分析
3.1 酸化破乳实验
调节废乳化液的初始pH值为2~8,以废乳化液COD的去除率为表征指标,探讨酸化效果对废乳化液的破乳效果,实验结果如表2所示。

表2 废乳化液酸化破乳实验
从表2可知,pH值越低,酸化破乳效果越好,当废乳化液的初始pH值为2时,其COD去除率可达39.12%。主要由于pH值越低,溶液中H+的浓度越大,在H+的作用下废乳化液及其所含有的表面活性剂产生破乳聚沉的现象,表面吸附能力降低,油-水界面之间的界面张力减小,膜平衡强度降低,致使本应稳定存在的废乳化液出现脱稳的现象[5-6]。
但过低的pH值对反应设备的材质要求较高,且容易加大后期废水回用处理难度,故从经济角度考虑,选择利用硫酸将废乳化液的pH值调节至6左右进行预处理,使其产生一定的破乳效果,降低废乳化液处理负荷的同时也利于后续工艺的进行。
3.2 破乳、絮凝沉淀实验
量取100 mL最优化条件下酸化破乳实验后的废液,以PAC用量、PAM投加量、反应温度、反应时间为影响因素,对于不同影响因子选择3个水平进行正交试验,其中各实验项目安排如表3所示。

表3 破乳、絮凝沉淀正交试验计划
以处理后废液的COD去除率及B/C作为检测处置品质的共同指标,用加权法对其进行最优化条件探索,定义综合评价指数。将COD去除率与B/C的权重赋值分别为0.7及0.3。
综合评价指数=COD去除率×0.7+B/C×0.3
通过表3所拟定的正交试验计划对3.1预处理后的废液进行实验,实验结果如表4所示。
从表4可以看出,不同影响因素及其水平对废乳化液的处理效果不一。各因素之间的影响程度大小为:PAC用量>PAM投加量>反应时间>反应温度。在最优化实验条件下,废乳化液的COD去除率最高可达75.31%,B/C由原液的0.008 86提升至0.193 1,处理后废乳化液的生化性能得以明显的提升。其中各项影响因素的最优化水平组合为:PAC用量为10 g/L,PAM投加量为80 mL/L,反应温度为25 ℃,反应时间为60 min。
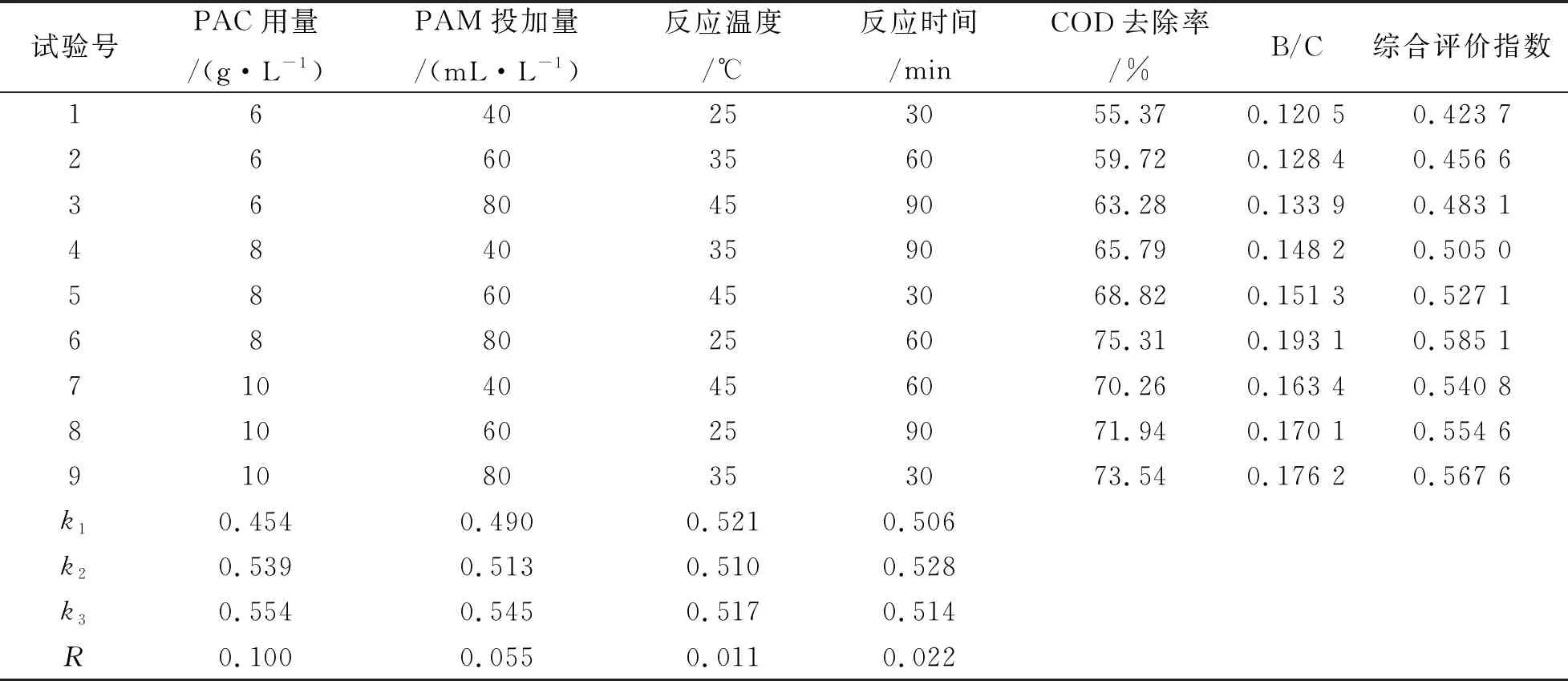
表4 破乳、絮凝沉淀正交试验结果
同时,PAC的用量对破乳、絮凝沉淀实验的影响最大。原因可能为:PAC加入废乳化液中后在短时间内溶解,产生大量的Al3+及Al(OH)3,胶体的存在能够压缩废乳化液中油滴的双电子层,并凝聚废乳化液中的其他杂质微粒,从而降低了废乳化液的稳定性[7]。
随着PAM投加量的增大,废乳化液的COD去除率逐渐提高,原因可能为:PAM的存在能够在液相体系内产生比较明显的吸附、架桥作用,提高破乳剂的处理效果并增大絮凝体体积,增强其凝聚效果[8]。反应温度对废乳化液的破乳、絮凝沉淀实验的综合处理效果影响较小,结合经济及设备维护等成本,选择室温下进行即可。在反应时间较短时,PAC及PAM的加入对废乳化液的破乳及沉淀效果有限,产生絮凝体的数量及其理化性能均未达到最佳状态,而随着时间的延长,已经形成稳定絮凝体的反应体系有可能因为各胶体及其吸附颗粒之间的电化学作用而使其再次分散或降低其稳定性[9]。当反应时间为60 min时,絮凝沉淀的处理效果最优。
4 结论
酸化破乳对废乳化液能够起到一定的预处理作用,经综合考虑,利用酸将废乳化液的初始pH值调节至6较为合适;利用酸化破乳预处理后的废液进行二次破乳、絮凝沉淀实验,经正交试验分析及讨论,其最佳反应条件:pH值=6,PAC用量为10g/L,PAM投加量为80 mL/L,反应温度为25 ℃,反应时间为60 min。
猜你喜欢
工业安全与环保(2022年10期)2022-10-28 12:15:26
山西冶金(2022年2期)2022-06-04 10:54:50
河南冶金(2021年2期)2021-08-02 00:53:54
冶金设备(2021年2期)2021-07-21 08:44:26
冶金设备(2021年1期)2021-06-09 09:35:42
浙江大学学报(理学版)(2020年1期)2020-03-12 05:55:10
山东工业技术(2016年15期)2016-12-01 05:30:45
天津城建大学学报(2015年5期)2015-12-09 01:26:53
发明与创新(2015年21期)2015-02-27 10:39:11
安徽农学通报(2015年2期)2015-02-12 00:26:41
