动车组密接式车钩激光熔覆修复工艺研究
2022-11-17 10:20孙丙岩康昊杰刘雄波张彬彬
轨道交通装备与技术 2022年5期
孙丙岩 高 华 康昊杰 刘雄波 张彬彬
(中车戚墅堰机车车辆工艺研究所有限公司 江苏 常州 213011)
随着国内铁路行业的不断发展及车辆运营里程的增加,车辆零部件的检修及维修业务需求也在不断增加。车钩缓冲装置用于动车组车辆之间的连接,是主要的承载受力部件。车钩是车钩缓冲装置的重要组成部件,在服役过程中车钩间的连挂面因金属腐蚀、磨损,在检修环节需要打磨修整,随着车钩检修轮次的增加,如图1所示的车钩间的连挂面的间隙逐渐增大至超过标准要求,导致部分产品报废。利用激光熔覆修复技术对磨损的车钩进行再制造修复,能够节省资源、提高重复利用率,因此密接式车钩的激光熔覆再制造修复研究具有重要的应用意义。
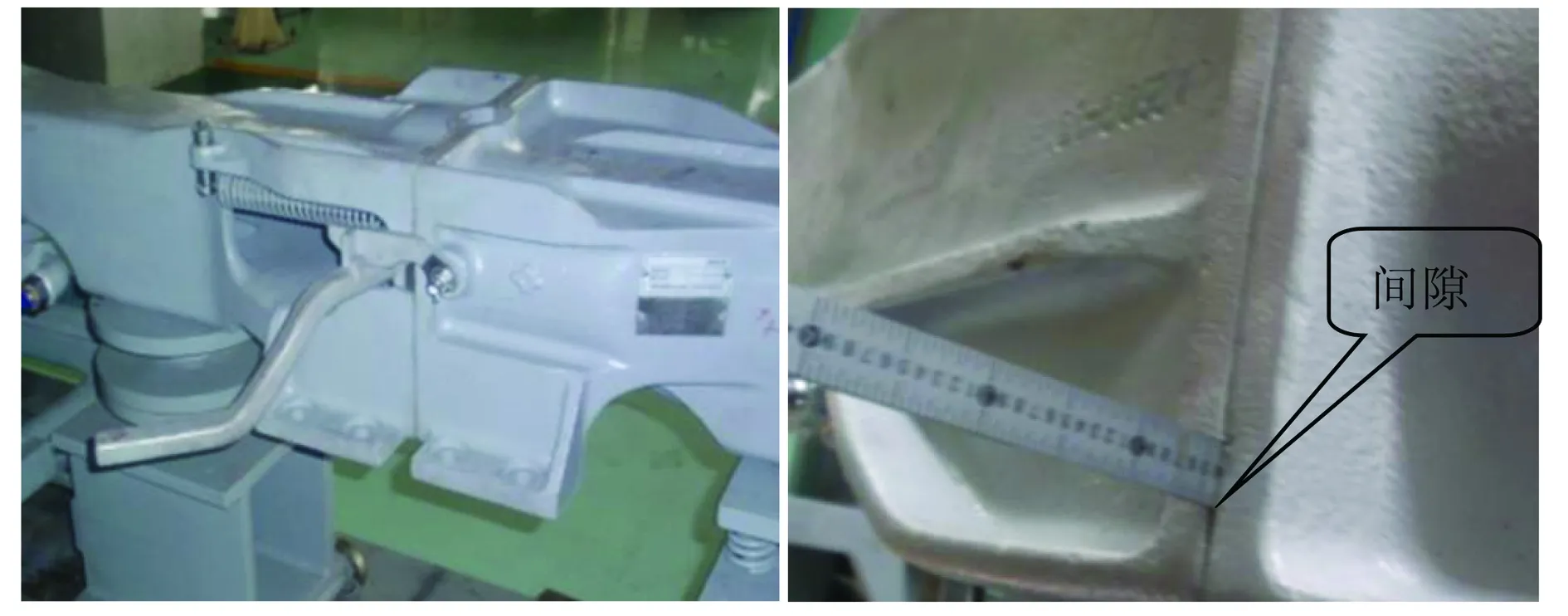
图1 密接车钩连挂图
激光熔覆技术是通过在基材表面以预置粉末或同步送粉的填料方式添加熔覆材料,经高能密度的激光束将熔覆合金粉末加热,使粉末与基材表层快速熔化并快速凝固结晶,在基体表面形成一层具有耐磨损、耐腐蚀、抗高温氧化和耐热性能的熔覆层。与传统的堆焊和喷涂工艺相比,激光熔覆具有更低的稀释率、较少的气孔和裂纹缺陷,同时还具备组织致密、熔覆层与基体结合性好、易实现自动化等特点,因而在修复领域应用广泛[1-3]。
本文针对动车组密接式车钩磨损面进行激光熔覆修复工艺研究,通过分析母材性能及激光熔覆技术的特点,确定激光熔覆修复工艺。为动车组密接式车钩的修复提供技术方案,有效提高零部件修复率及使用率,在降本增效方面具有重要意义。
1 试验材料及方法
1.1 车钩母材18MnNiV性能分析
动车组密接式车钩材料牌号为18MnNiV,该材料不仅成本低、强韧性好,而且具有优良的铸造和焊接工艺性能,满足了我国动车组关键零部件的发展需求[4]。其化学成分、力学性能如表1、表2所示。

表1 化学成分(质量分数) /%

表2 力学性能
1.2 激光熔覆工艺分析
镍基合金是以Mo、Nb为主要强化元素的固溶强化型合金,具有良好的润湿性、耐蚀性、高温自润滑作用,在激光熔覆材料中被广泛地应用于要求具有耐磨、抗疲劳及耐腐蚀的工件表面[5],本试验选择镍基合金粉末修复车钩磨损面。为确定合理的激光熔覆修复工艺,在试板表面制备激光熔覆层,试板尺寸为350 mm×350 mm×30 mm。激光熔覆前先用砂纸打磨试板表面去除表面的氧化皮,然后用乙醇和丙酮清洗去除油污。激光熔覆工艺参数设置如下:激光功率为2 000 W、扫描速度为5 mm/s、搭接率为0.4。
2 试验结果分析
2.1 宏观金相及微观组织分析
图2为试板激光熔覆后不同区域的宏观金相图,即基体、热影响区和熔覆区。从图中宏观金相可以看出:熔覆区组织致密,未出现裂纹、气孔等缺陷,粉末与基体冶金结合良好,组织致密无未熔化粉末颗粒,基体组织为正火+回火后的典型金相组织。热影响区至熔覆区组织依次为平面晶、柱状树枝晶。

图2 试板熔覆后金相图
2.2 硬度试验
对基体、热影响区及熔覆区进行硬度测量,结果如图3 所示。熔覆区平均硬度为253 HB,硬度变化范围不大。热影响区硬度变化较大,硬度值由基体至熔覆区先下降再逐渐升高。热影响区硬度值有一个下降过程,主要是因为激光熔覆区域的冷却方式为热传导,熔池底部先凝固,再向上扩散凝固。而熔池顶部的二次热传导会对底部凝固区域再次加热,促进了组织生长,导致晶粒粗大,降低了硬度值。随着熔覆层厚度的增加,合金元素含量不断增加,Mo、Nb固溶强化作用增强,使得硬度值逐渐升高。
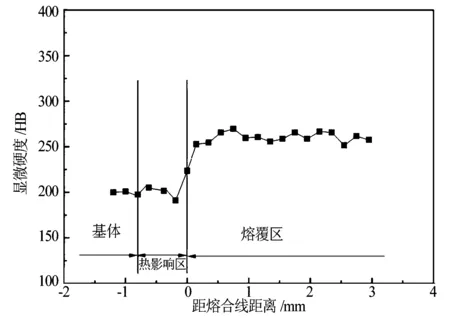
图3 硬度检测值
2.3 化学成分分析
为了测定修复后合金元素的分布,选定4个区域进行EDS 点扫(见图4),测量的元素结果如表3所示。从表3中可以看出,基体到熔覆区的 Fe 含量急剧降低,Ni、Cr 含量逐渐升高,且随熔覆层厚度的增加而增加,Ni、Cr含量元素分布逐渐稳定。
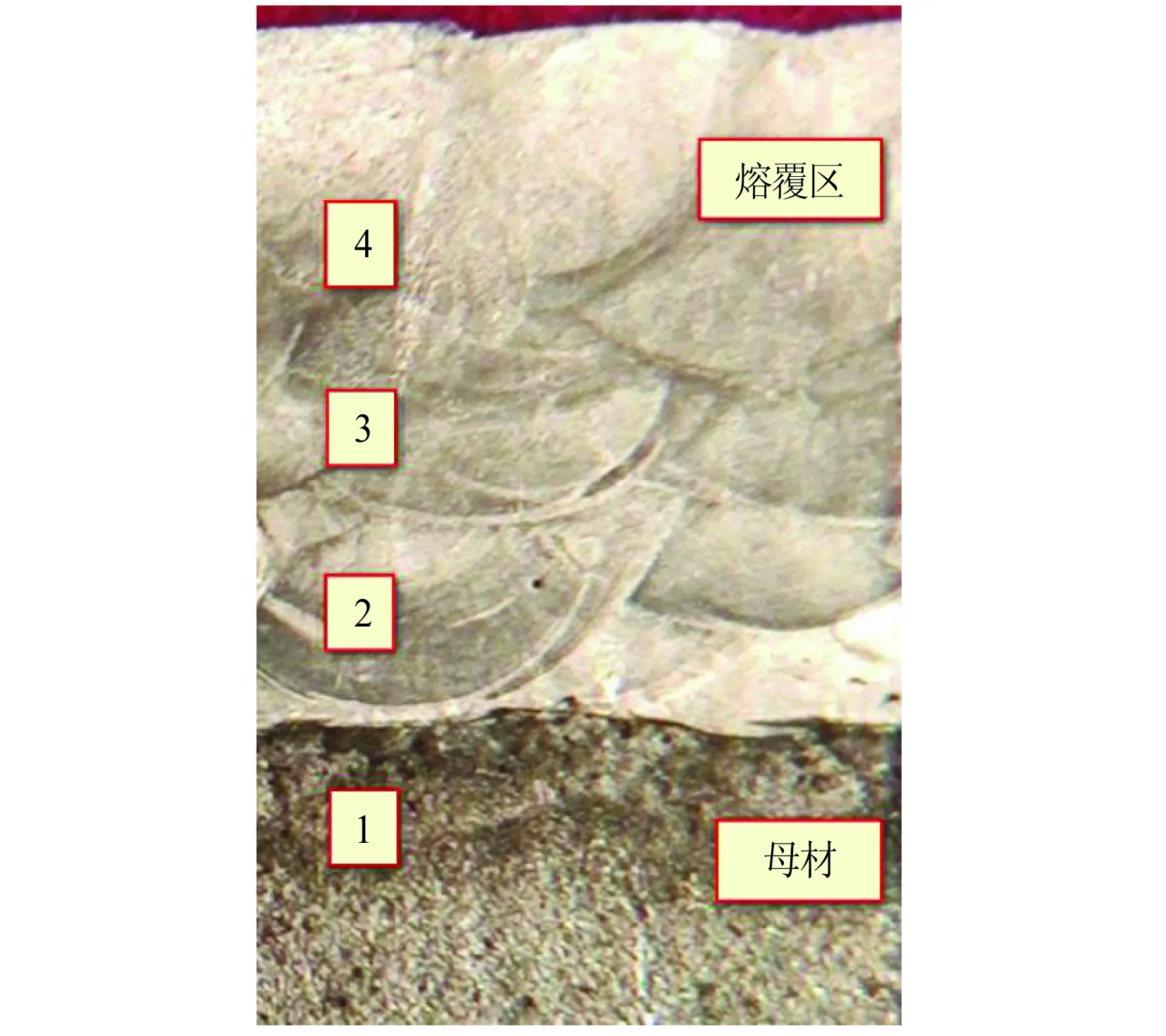
图4 EDS 点扫位置示意图
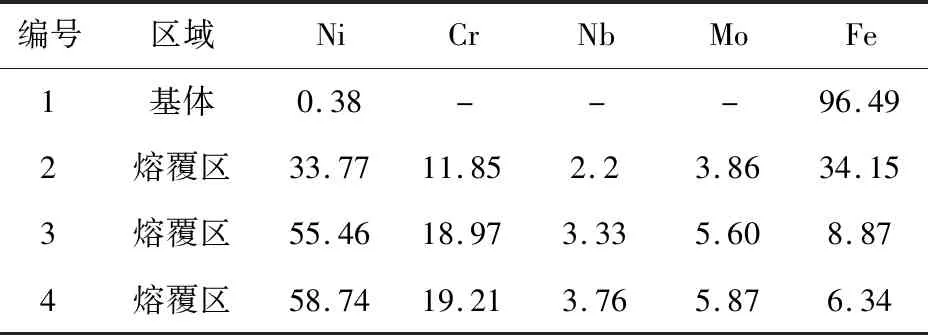
表3 各区域的EDS 点扫元素含量(质量分数) /%
2.4 拉伸性能
为了获得车钩熔覆层与基体的结合强度,采用上述相同工艺参数熔覆了V形坡口试板,坡口形式如图5所示。试验过程中采用多层、多道送粉工艺,将试验样件的V形坡口凹槽完全填充。
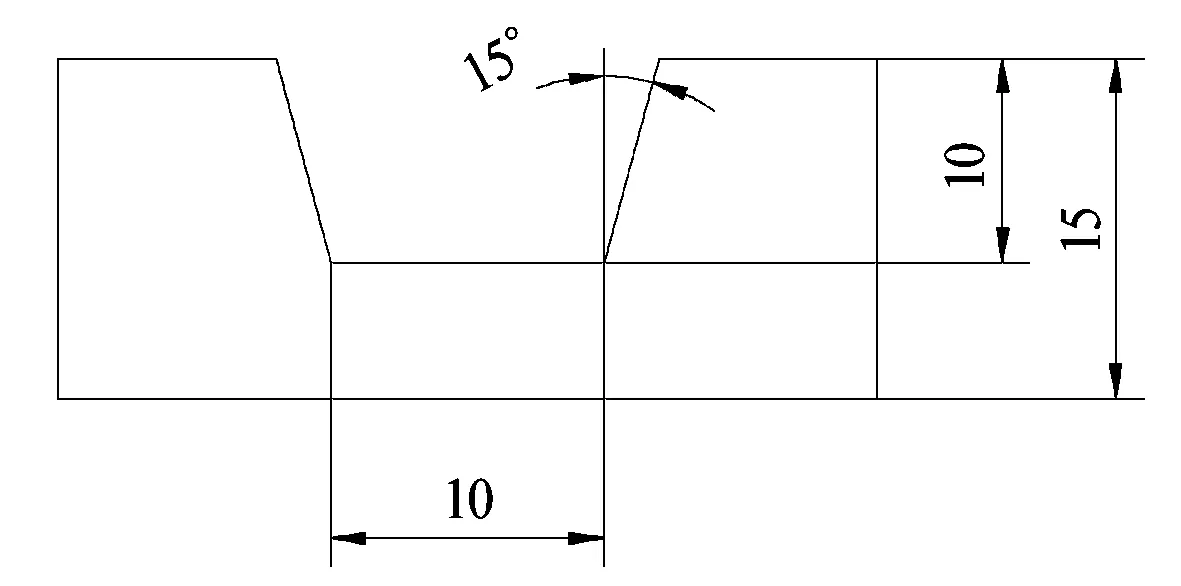
图5 V形坡口截面图
按照ISO 4136—2012《金属材料焊接点的破坏性试验横向拉伸试验》标准,截取拉伸试样进行室温拉伸试验,分析V形坡口内熔覆金属与基体的结合强度。拉伸宏观断裂试样如图6所示,拉伸试验结果如表4所示。由图6可见拉伸断裂处基本位于基体部分,说明激光熔覆层与母材结合良好。拉伸测试结果表明,由于坡口填充熔覆材料较多、激光输入的热量较多,导致母材中部分区域软化,试样抗拉强度略低于母材,平均值为591.2 MPa。
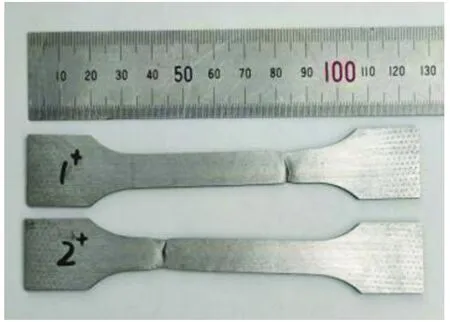
图6 拉伸试样宏观金相图
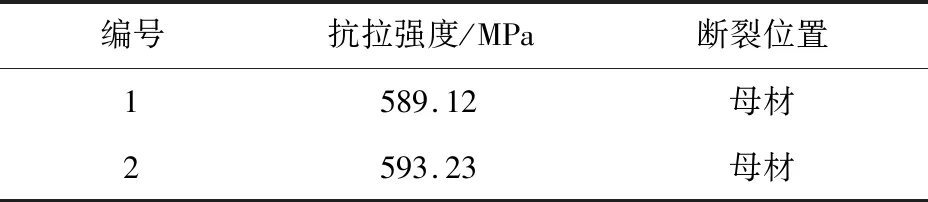
表4 拉伸试验结果
2.5 激光熔覆再制造车钩磨损面工艺分析
激光熔覆的关键工艺参数包括激光功率、扫描速度、搭接率等,为了满足车钩连挂磨损面(见图7)的尺寸修复要求,结合以上工艺试验的结果选用工艺参数如下:激光功率为2 000 W,扫描速度为5 mm/s,搭接率为0.4。为满足车钩外形曲面的修复,采用机械手配合变位机完成车钩样件修复。车钩磨损面修复后要求熔覆层具有良好的冶金结合性能及硬度要求,因而填充材料选择镍基合金粉末。

图7 车钩磨损面
修复前对待熔覆区域进行表面除锈处理,通过程序设定机械手的熔覆路径后进行激光熔覆修复。熔覆后观察熔覆层表面平整无缺陷搭接良好,层高d不小于2 mm。表面按照ISO 23277—2015 《焊缝无损检测 焊缝渗透检测验收等级》2X级别进行渗透探伤检验,探伤结果满足2X级别要求,表明激光熔覆区域质量良好。对熔覆后的表面进行机加工,保证熔覆层厚度1.5 mm。对加工后表面进行硬度检测,平均硬度为254 HB。
3 结论
本文针对动车组用密接式车钩的连挂磨损面尺寸修复再制造进行了工艺研究。利用激光熔覆修复技术在18MnNiV试板表面制备了镍基合金熔覆层,通过分析熔覆层与基体的微观金相、显微硬度及力学性能对熔覆层的性能进行了评价。结果表明采用激光功率为2 000 W,扫描速度为5 mm/s,搭接率为0.4的工艺制备的熔覆层与基体冶金结合良好,微观致密无未熔化粉末颗粒;基体至母材硬度逐渐增加,主要是由合金元素Mo、Nb固溶强化作用增强,使得硬度值逐渐升高。熔覆层抗拉强度与母材接近。通过机械手配合变位机对车钩试样进行了激光熔覆修复,修复后的表面硬度值与母材接近。
4 结束语
综上所述,采用镍基合金粉末利用激光熔覆技术验证了动车组密接式车钩的修复工艺,通过多种测试方法对试样的显微组织、硬度、化学成分及力学性能进行了验证分析,为进一步探索和研究动车组密接式车钩的修复提供了技术支持。
猜你喜欢
矿冶工程(2021年6期)2022-01-06
铁道车辆(2021年4期)2021-08-30
控制与信息技术(2021年2期)2021-07-23
石材(2020年11期)2021-01-08
航空制造技术(2020年11期)2020-07-01
热喷涂技术(2019年3期)2019-11-14
铁道学报(2018年4期)2018-05-07
中国特种设备安全(2018年2期)2018-03-14
装备制造技术(2016年12期)2016-02-23