
石膏滤液渣减量化处理工艺试验研究
2022-11-02 06:05周志宏
硫酸工业 2022年7期
周志宏
(江西铜业集团有限公司贵溪冶炼厂,江西贵溪 335400)
目前,国内铜冶炼企业对铜冶炼废酸主要采用硫化除杂—石灰乳中和—氢氧化钙除重金属—硫酸铝除氟—氧化除砷的处理流程。在氢氧化钙除重金属和硫酸铝除氟工序,需向石灰乳中和工序产出的石膏滤液中加入大量氢氧化钙以达到除氟并深度脱除重金属离子的目的,该过程会产出大量含砷、氟、镉、镍等有害元素的中和渣,属于危险固体废物,存在处理困难、易导致二次污染等问题。由于大量引入氢氧化钙,造成石膏滤液后续处理工序结垢倾向严重,设备清理维护工作量大,清理后的结垢物为危险固体废物,难以处理。随着国家环保政策的紧缩,危险固体废物的处理成为各企业亟需解决的问题,研究开发一种铜冶炼废酸产出的石膏滤液处理新工艺,减少石膏滤液处理产生的渣量,并使其中的有价金属元素具备可回收性十分必要。
针对传统石膏滤液处理工艺存在的问题,研究了一种“硫化除砷和重金属+氢氧化钠除镍+硫酸铝除氟+氧化除COD”的石膏滤液处理新工艺,通过试验考察了硫化反应pH值、氢氧化钠除镍pH值、硫酸铝的用量和反应时间、COD的氧化介质和反应时间等因素的影响及反应液静置结垢情况,并提出了进一步降低除氟后液COD值的研究思路和废渣资源化利用研究的方向。
1 试验部分
1.1 试验原料
试验原料为某铜冶炼厂废酸处理系统石膏工序产出的石膏滤液,pH值约为6.3,主要成分见表1。

表1 石膏滤液主要成分含量 ρ: mg/L
由表1可知,石膏滤液中金属元素锌、镉和镍的含量较高,具有一定的回收价值;同时有害元素砷和氟的含量也较高,需要进一步脱除。
1.2 试验原理
利用溶液中重金属离子极易与硫离子结合生成溶解度很低的金属硫化物的原理[1],采用硫氢化钠对石膏滤液中的重金属离子进行深度脱除。
石膏滤液中的大部分镍离子在硫化反应中形成硫化镍沉淀被脱除,但残余的镍离子含量仍略高于排放浓度限值。为进一步脱除硫化后液中残余的镍离子,利用氢氧根易与镍离子形成难溶氢氧化镍沉淀的机理,通过添加稀碱溶液调整硫化后液的pH值,实现镍离子的深度脱除,使之降至GB 25467—2010《铜、镍、钴工业污染物排放标准》规定的排放浓度限值以下。
石膏滤液中ρ(F)在20 mg/L左右,为有效脱除石膏滤液中的氟离子,采用硫酸铝作为除氟剂。硫酸铝与氟离子形成难溶的六氟合铝酸盐悬浮物,通过添加稀碱溶液调节pH值,硫酸铝水解产生氢氧化铝胶体并吸附六氟合铝酸盐悬浮物后沉降,达到深度除氟的目的[2]。
石膏滤液硫化的过程中添加了大量的硫氢化钠溶液,以及后续除镍、除氟过程中添加了PAM絮凝剂,除氟后液中COD值上升明显,因此除氟后液需进行COD脱除处理,使其降至GB 25467—2010规定的排放浓度限值以下。因除氟后液COD值较高,采用何种氧化剂及氧化方式脱除COD,需通过试验对比确定。
1.3 试验流程
根据GB 25467—2010对排放水水质的要求,结合前期石膏滤液处理的试验情况,设计出一种石膏滤液处理新工艺,试验流程见图1。
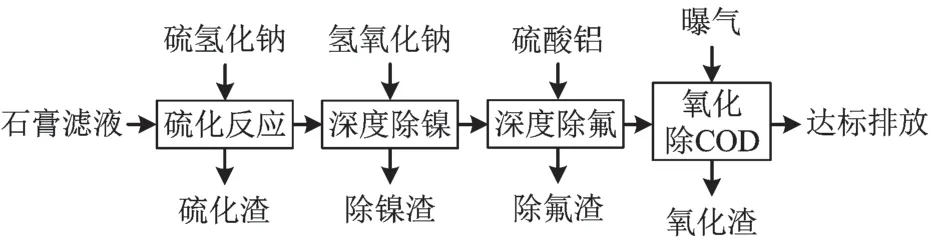
图1 石膏滤液处理新工艺试验流程
利用大部分重金属离子和砷离子可进一步与硫离子形成稳定难溶的硫化物沉淀的特性,在石膏滤液中添加硫氢化钠溶液进行深度硫化沉淀反应,脱除大部分的砷、铅、锌、镍、镉等离子,形成的硫化渣主要以金属硫化物为主,可作为原料配矿或作为含镍渣出售。
利用镍离子在pH>9.5的条件下形成稳定的氢氧化镍沉淀[3],在硫化后液中添加稀碱溶液适当提高pH值,保证镍离子得到深度脱除,形成的除镍渣可作为含镍物料堆存外售。
在除镍后液中添加硫酸铝溶液,使氟与其反应形成六氟合铝酸盐悬浮物,被硫酸铝水解生成的氢氧化铝胶体吸附后沉淀,实现深度除氟。除氟渣含有较高浓度的氟和铝,可考虑采用氯化钙溶液进行处理,处理后得到的氟化钙沉淀及氯化铝溶液,可进行资源化回收。
在除氟后液中采用不同的氧化方式对溶液中产生COD的物质进行氧化脱除试验,氧化后液经澄清过滤后可作为工艺生产回用水或达标后直接外排,形成的氧化渣拌入铜冶炼厂原料矿中进行无害化处理。
1.4 试验方法
为尽量契合生产模式,所有试验在常温常压条件下进行。
量取3 L石膏滤液置于5 L烧杯中,采用蠕动泵缓慢泵入w(NaHS)为32%的硫氢化钠溶液,控制搅拌转速为150 r/min,同时监测反应液的pH值变化。当pH值呈快速上升趋势时,停止加入硫氢化钠溶液,继续搅拌30 min,过滤得到硫化后液和硫化渣,对硫化后液进行成分分析。
以硫化后液为原料,添加ρ(NaOH)为20 g/L的氢氧化钠溶液调节pH值至9.5~10.5[4],控制搅拌转速150 r/min,分别反应15,30 min,并加入聚丙烯酰胺(PAM)絮凝剂加速沉降,过滤得到除镍后液和除镍渣,对除镍后液的Ni浓度进行测定。
以除镍后液为原料,添加w[Al2(SO4)3]为6.8%的硫酸铝溶液,再添加ρ(NaOH)为20 g/L的氢氧化钠溶液调节pH值至6.5~7.5[5],控制搅拌转速150 r/min,反应30 min,并加入PAM絮凝剂加速沉降,过滤得到除氟后液和除氟渣,对除氟后液的氟离子浓度进行测定。
以除氟后液为原料,分别采用曝气、曝气+双氧水氧化、臭氧氧化3种方式除去除镍后液的COD,过滤后得到澄清的氧化后液及氧化渣,对氧化后液按GB 25467—2010进行测定。
2 试验结果与讨论
2.1 硫化除砷和重金属
将w(NaHS)为32%的硫氢化钠溶液通过蠕动泵从烧杯底部加入到石膏滤液中,控制蠕动泵转速0.1 r/min,搅拌转速150 r/min,硫化过程反应液的pH值变化见图2。
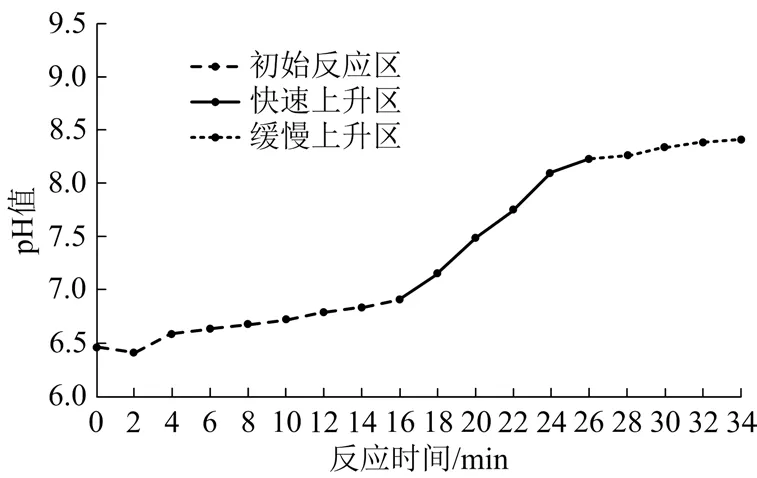
图2 硫化过程反应液的pH值变化
根据反应液pH值的变化趋势将曲线划分为初始反应区(pH值6.5~7.0)、快速上升区(pH值7.0~8.5)和缓慢上升区(pH值8.5~9.0),各区间的主要元素浓度和COD值变化情况见表2。
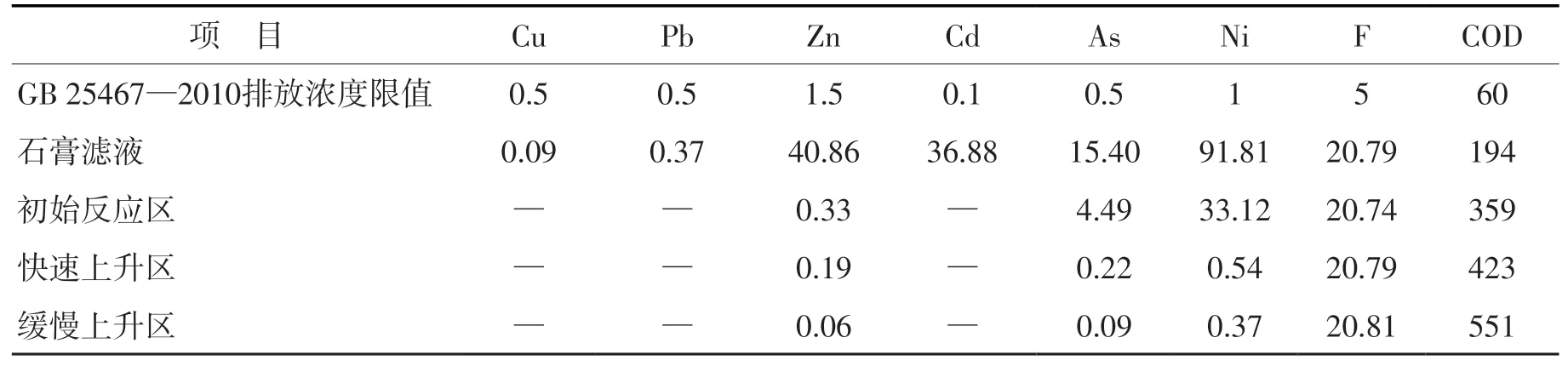
表2 不同硫化区间主要元素浓度和COD值变化情况 ρ: mg/L
从表2可以看出,铜、铅、锌、镉、镍和砷的浓度随硫氢化钠添加量的增加而降低,COD值随硫氢化钠添加量的增加而升高,氟浓度则无明显变化;在初始反应区,铜、铅、锌和镉的浓度降至GB 25467—2010规定的排放浓度限值以下;当反应进入到快速上升区,砷和镍的沉降效果显著,此时砷浓度低于排放浓度限值,镍浓度略高于排放浓度限值;随着硫氢化钠的继续添加,pH值不断升高,镍的浓度低于排放浓度限值,但下降幅度不明显,而COD值上升速度大幅增加,故试验确定合适的硫化反应pH值为7.5~8.5。该pH值范围既保证了硫化反应对重金属和砷的脱除效果,又最大程度地考虑了硫氢化钠消耗成本及后续COD脱除处理的难度,但在上述pH值范围内,硫化后液中的镍浓度略高于排放浓度限值,需单独对镍进行深度脱除。
2.2 氢氧化钠除镍
取3份1 L硫化后液,分别用ρ(NaOH)为20 g/L的氢氧化钠溶液调节硫化后液的pH值为9.5,10.0,10.5,控制搅拌速率150 r/min,分别反应15,30 min,考察不同反应时间、pH值对硫化后液除镍效果的影响。试验结果见表3。
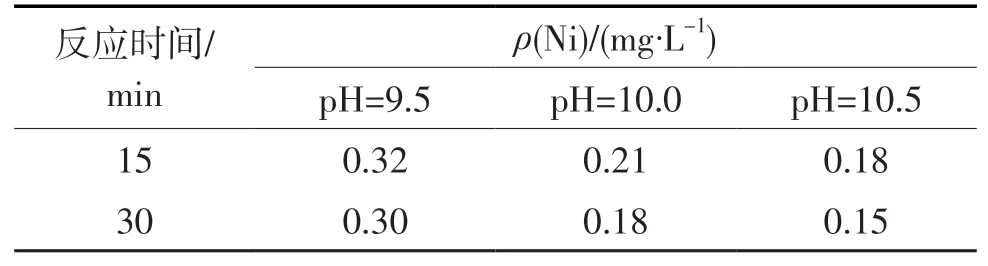
表3 不同条件下除镍后液中残余镍浓度
从表3可以看出,镍浓度随pH值的升高而降低,反应时间对镍浓度的影响不显著,当pH≥9.5时,无论反应时间是15 min还是30 min,硫化后液经除镍处理后,ρ(Ni)均低于GB 25467—2010规定的排放浓度限值0.5 mg/L。为确保残余镍浓度稳定达标,选择氢氧化钠除镍反应的pH值为10.0~10.5,反应时间为15 min。
2.3 硫酸铝除氟
2.3.1 硫酸铝溶液添加量对除氟效果的影响
取4份1 L除 镍 后 液,分 别 按3,4,5,6 mL/L的比例向溶液中添加硫酸铝溶液,用氢氧化钠溶液调节反应液终点pH值在6.5~7.5,控制搅拌速率150 r/min,反应30 min,考察硫酸铝溶液添加量对除氟效果的影响。试验结果见表4。

表4 硫酸铝溶液添加量对除氟效果的影响
从表4可以看出,除氟后液中的氟浓度随硫酸铝溶液添加比例的增大而降低。当硫酸铝溶液的添加比例分别为5,6 mL/L时,ρ(F)均低于GB 25467—2010规定的排放浓度限值5 mg/L,因此硫酸铝溶液的添加比例为5~6 mL/L是适宜的。为确保硫酸铝的除氟效果,将硫酸铝溶液的添加比例控制在6 mL/L。
2.3.2 反应时间对除氟效果的影响
取2 L除镍后液,按5 mL/L的比例加入硫酸铝溶液,用氢氧化钠溶液调整反应液初始pH值至7.52,控制搅拌速率150 r/min,改变反应时间,考察反应时间对除氟效果的影响。试验结果见表5。
从表5可以看出,氟浓度随反应时间的延长呈先下降后上升的趋势。反应时间为10 min时,溶液中的ρ(F)由21.53 mg/L快速降低至10.98 mg/L;延长反应时间到30 min,ρ(F)最低值为3.73 mg/L;继续延长反应时间至40 min,氟浓度为3.77 mg/L,无明显变化;当反应时间延长至50 min时,氟浓度又升高到5.62 mg/L,其原因为随着反应时间的延长,氢氧化铝胶体被破坏,部分六氟合铝酸盐重新进入溶液中。另外,随着反应时间的延长,反应液pH值呈缓慢下降的趋势,到30 min以后稳定在6.8~7.0,较初始pH值降低了0.5左右。因此,硫酸铝除氟适宜的反应时间为30~40 min。

表5 反应时间对除氟效果的影响
2.4 氧化除COD
2.4.1 氧化介质的确定
因石膏滤液在前期试验处理过程中加入了一定量的硫氢化钠及PAM絮凝剂,加之石膏滤液本身COD值较高,因此需对除氟后的清液进行COD脱除。取3份1 L除氟后液,分别采用曝气、曝气+双氧水氧化[6]、臭氧氧化[7]三种方式进行COD脱除试验,考察不同氧化方式对除氟后液COD脱除效果的影响。其中,空气流量为1.2 m3/h,双氧水质量分数为30%、添加量为7 mL,臭氧质量浓度为20 mg/L,流量为0.06 m3/h。试验结果见表6。

表6 氧化方式对除氟后液COD脱除效果的影响
由表6可知,采用曝气、曝气+双氧水氧化两种方式对除氟后液进行24 h的长时间氧化,对COD无明显降解作用,COD脱除率最高仅为15.2%;采用臭氧作为氧化剂,能在较短时间内高效脱除COD,氧化时间为4 h时COD脱除率达88.3%。故臭氧氧化是除氟后液中COD的最佳氧化脱除方式。
2.4.2 氧化时间对COD脱除效果的影响
控制臭氧流量0.06 m3/h,考察氧化时间对除氟后液COD脱除效果的影响,试验结果见表7。

表7 氧化时间对除氟后液COD脱除效果的影响
从表7可以看出,COD值随着氧化时间的延长逐渐降低,增加氧化时间有利于COD的深度脱除。当氧化时间小于4 h时,COD脱除速率较高;当氧化时间为4 h时,对应的COD值为62 mg/L,略高于GB 25467—2010规定的排放浓度限值60 mg/L。继续延长氧化时间,COD被进一步深度脱除,但脱除速率明显下降。综合考虑,臭氧氧化法脱除COD的氧化时间为6 h最佳。
2.5 结垢倾向试验
分别取硫化后液、除镍后液、除氟后液及氧化后液各800 mL,密封于1 000 mL磨口玻璃瓶中,在5 ℃恒温冷藏室中静置30天,考察试验过程中反应液体的结垢倾向。经检查确认,玻璃瓶内壁及底部无明显结垢现象,由此说明在未引入钙盐的情况下,该石膏滤液处理工艺不易产生结垢。
3 综合试验
取5份3 L石膏滤液,根据前期试验结果,采用最优试验条件,分步进行硫化、除镍、除氟和氧化除COD综合试验。试验过程中搅拌速率控制在150 r/min,其他反应条件分别为:硫化反应pH值为7.5~8.5,反应时间为30 min;除镍反应pH值为10.0~10.5,反应时间为15 min;除氟反应硫酸铝溶液添加比例为6 mL/L,反应时间为30 min;氧化除COD反应臭氧质量浓度为20 mg/L、流量0.06 m3/h,氧化时间为6 h。
对氧化后液的水质进行测定,结果见表8。
在最优反应条件下,5个试验批次的出渣量在14.18~15.14 g,平均值为14.63 g,折合石膏滤液产出渣量(以湿基计)为4.88 g/L,反应过程中产生的渣量(以湿基计)数据见表9。
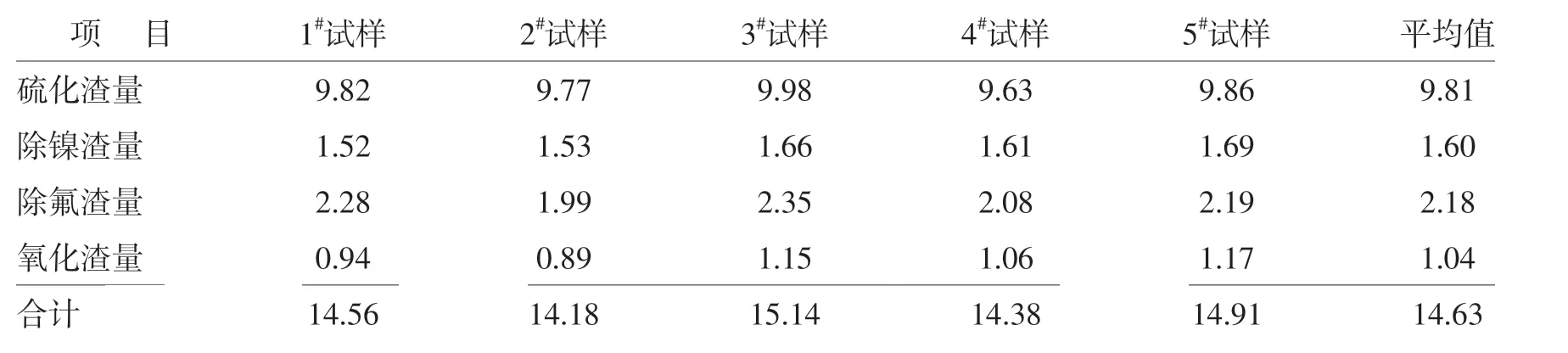
表9 石膏滤液处理的出渣量 m: g
4 结论
采用“硫化除砷和重金属+氢氧化钠除镍+硫酸铝除氟+氧化除COD”工艺处理石膏滤液,可实现重金属离子、砷离子、氟离子、COD的深度脱除,处理后水质满足GB 25467—2010的规定。该工艺具有以下优点:①由于没有引入传统工艺所需的钙盐,使得产出的渣量较传统工艺大幅减少,仅相当于传统工艺的35%左右,大部分有毒有害杂质元素固定在渣相中,并可实现资源化利用和无害化处理,避免了二次污染,节省了危险废物处理处置的费用;②由于没有引入钙盐,该工艺的各工序溶液无明显结垢倾向,避免了传统工艺存在的溶液易结垢的问题,无需定期停车清垢及垢块后续处理,能够实现长期稳定生产。采用该工艺处理的氧化后液钙硬度大幅降低,具备工业回用水的条件,可作为对水质要求不高的工艺用水。
在环保要求日益严格的形势下,工业危险废物处理成为各行业的一大挑战,该工艺研究为处理铜冶炼废酸产生的石膏滤液处理工序的渣减量化和渣资源化利用提供了一种新思路,具有积极的借鉴意义。为了使石膏滤液的新处理工艺取得更好的应用效果,笔者提出了进一步的研究方向,一是除氟后液中COD值较高且难以脱除,为降低COD的处理难度和成本,可根据COD的不同来源和组成,采用物理脱除和化学脱除相结合的方式提高COD的脱除效率,同时降低COD的处理成本;二是在石膏滤液处理过程中产生的除氟渣含有大量的氟和铝元素,可用氯化钙溶液处理,生成氟化钙沉淀和氯化铝溶液后对氟和铝进行资源化回收,但可行的回收技术有待进一步研究。
猜你喜欢
弹性体(2022年3期)2022-11-15
轮胎工业(2022年2期)2022-07-19
轮胎工业(2021年1期)2021-07-19
科学与财富(2021年33期)2021-05-10
商品与质量(2020年46期)2020-11-26
商品与质量(2020年33期)2020-11-25
节能与环保(2019年7期)2019-08-28
汽车零部件(2018年5期)2018-06-13
世界家苑(2017年4期)2017-07-23
山东工业技术(2016年15期)2016-12-01
