
WSA湿法制酸工艺在钼冶炼烟气治理中的优化与应用
2022-11-02 06:05刘海峰
硫酸工业 2022年7期
刘海峰
(中陕核工业集团二二四大队有限公司,陕西西安 710024)
中陕核钼业有限公司(以下简称中陕核钼业)20 kt/a钼铁深加工项目设计采用6台先进节能型内热式回转窑焙烧工艺,处理钼精矿(干基)26 400 t/a,生产工业氧化钼23 420 t/a。项目建设地点位于陕西关中平原潼关县黄金工业园区,陕西省地方标准要求关中地区排放尾气ρ(SO2)控制在100 mg/m3以下。随着硫酸市场需求的逐步回暖,为了保障钼冶炼连续稳定生产且满足新的环保要求,中陕核钼业提出采用WSA湿法制酸工艺处理钼冶炼低浓度SO2烟气,副产w(H2SO4)98%工业浓硫酸产品,并采用离子液吸收净化制酸尾气,工艺装置实际运行排放尾气中ρ(SO2)在50 mg/m3以下,满足环保标准清洁排放。
1 WSA工艺简介
Wet Gas Sutphuric Acid(WSA)工艺是丹麦托普索公司20世纪80年代中期开发的湿法制酸新工艺,可用于处理多种含硫气体,产品为商品级浓硫酸。WSA制酸工艺流程见图1。

图1 WSA制酸工艺流程
该工艺自引入中国市场后,已被公认为处理低浓度冶炼烟气的最佳工艺之一。WSA工艺实际是一个催化反应工艺过程。其主要特点有:①特别适用于处理SO2浓度低而用常规硫酸工艺无法处理的酸性气体,SO2浓度可低至百分之零点几;②也可处理水分含量相当高的工艺气,处理前无需干燥,即使酸性气中水分过量30%~50%,成品酸的质量分数也能达到93%~94%;③该工艺流程简单,硫回收率超过99%;④回收大量的工艺热,操作经济,当酸性气SO2体积分数低至3%时仍可自热运行;⑤基本不产生二次污染。
2 工艺选择与优化
中陕核钼业设计采用6台节能型内热式回转窑焙烧工艺,每台回转窑出口的烟气量取值4 000 m3/h,6台回转窑烟气量24 000 m3/h,烟气经除尘后进入烟道汇总管送烟气脱硫系统,SO2产生量2 100 kg/h,焙烧烟气ρ(SO2)约为58 000 mg/m3,φ(SO2)为2.8%~4.0%。由于前端操作过程中会导致烟气中的SO2浓度波动较大,常规的制酸工艺不能稳定操作,且制酸尾气不能达标排放。经过对比,该公司选择WSA工艺,设计过程中对WSA工艺进行了优化,即在WSA工艺的基础上,在SO2转化器前增加烟气净化系统,通过水洗激冷塔将烟气进行冷却、除尘、脱氟、脱氯;制酸后的尾气增加有机胺离子液吸收系统,使制酸后的烟气经离子液脱硫后实现达标排放。
烟气脱硫制酸系统分为五部分:烟气净化单元、SO2转化单元、酸雾控制单元、尾气吸收单元和热量利用单元。烟气脱硫制酸系统工艺流程见图2。
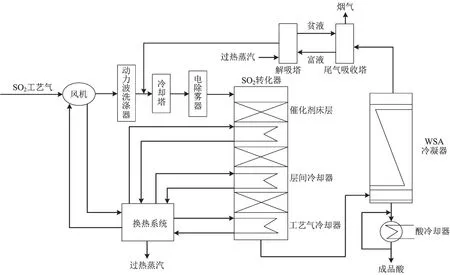
图2 烟气脱硫制酸系统工艺流程
2.1 烟气净化单元
烟气净化采用“动力波洗涤塔—气体冷却塔—电除雾器”流程。烟气先在动力波洗涤器中被急冷降温冷却和洗涤液洗涤除杂,再进入气体冷却塔进一步冷却和除杂,然后进入电除雾器再次净化,净化后的烟气鼓风机送往SO2转化单元。净化系统出口烟气温度降至430 ℃左右,硫酸雾(ρ)≤20 mg/m3。
2.2 SO2转化单元
SO2转化单元采用两段式转化器,每段装有VK-WSA催化剂,由于SO2转化成SO3为放热反应,在两段转化器之间和第二段转化器出口分别装有层间冷却器和工艺气冷却器(用冷凝水带走热量生产蒸汽)。烟气进入转化器一段后,SO2转化率约为85%,气体温度上升至510 ℃,经一段层间冷却器冷却至390 ℃后进入转化器二段。经二段转化后,SO2总转化率大于99%,出转化器二段的工艺气温度约410 ℃,由工艺气冷却器冷却至290 ℃(高于H2SO4露点251 ℃,防止管道腐蚀)后进入WSA冷凝器。
2.3 酸雾控制单元
酸雾控制单元的关键设备是WSA冷凝器。因工艺操作难以掌握,WSA冷凝器取消WSA工艺中燃烧硅油制造凝结核的操作,采用国内自主研发的高效纤维除雾器物理捕集的方法实现对酸雾的高效处理。目前该高效纤维除雾器已应用在多个项目中,运行实践表明,硫酸蒸气经高效纤维除雾器捕集后,放空尾气中基本不含酸雾[1]。含有SO3和H2SO4蒸气的过程气体进入高效纤维除雾器后,SO3与H2O结合,H2SO4蒸气与空气进行间接换热,硫酸雾冷凝成酸,流入底部收集器,产品酸产w(H2SO4)可达96%~98%。最终离开WSA冷凝器的空气温度约为180 ℃。
2.4 尾气吸收单元
将WSA冷凝器中含SO2、少量未冷凝的硫酸雾的酸性工艺气送至酸雾捕集器中,经酸雾捕集器除去微小雾滴后的尾气进入尾气吸收塔深度净化。尾气吸收塔采用离子液循环吸收法对SO2进行吸收,吸收SO2后的溶液称为富液,从吸收塔底部经富液泵加压后进入贫/富液换热器,与热贫液换热后升温至95 ℃,之后进入解吸塔进行再生。富液在解吸塔里经过再沸器加热再生成为贫液,经贫液泵加压后,输送至贫/富液换热器降温后进入吸收塔上部,重新吸收SO2。解吸塔解吸出的高浓度SO2从塔顶出来,重新进入SO2转化单元。尾气吸收塔顶部烟气出口设置SO2浓度在线分析控制器,当ρ(SO2)>50 mg/m3时,将会加大离子液循环量进行脱硫,反之,则减小离子液循环量。
2.5 热量利用单元
焙烧烟气出口温度高,SO2催化氧化生成SO3、SO3与H2O结合均是放热反应,离子液吸收SO2后的富液解吸需要热能,故需进行热平衡计算,在生产过程中回收和利用热能。在整个钼冶炼烟气脱硫制酸工艺系统中设置数台换热器和余热回收器,采用冷凝水产生4.2 MPa、440 ℃左右的过热蒸汽,满足离子液解吸再生热量的需求。焙烧烟气中φ(SO2)在3.0%时基本上可以实现自热运行。
3 生产运行情况
该工艺装置自2018年8月投用以来,经多次调试,生产运行稳定可靠,特别是在低浓度SO2条件下,转化率较高,排放的尾气ρ(SO2)低于50 mg/m3,满足并优于陕西省关中地区地方标准。
3.1 生产运行中存在的问题及改进措施
1)烟气净化单元。因每批次钼精粉原料含杂质不同,部分杂质(尤其是含氟、钠杂质),对SO2催化剂和管道有一定影响,在动力波洗涤塔和冷却塔洗涤液中,加入水玻璃溶液,进一步脱除冶炼烟气中的杂质,以保护后续设备和催化剂。
2)SO2转化单元。装置试运行期间,当烟气中φ(SO2)在3.0%附近时,转化率可稳定控制在96%以上;当烟气中φ(SO2)在2.0%~2.5%时,转化率可稳定控制在95%以上。在烟气中φ(SO2)较低的情况下,需适当用电炉补热,以维持催化剂床层的温度,生产1 t硫酸用电量增加约30 kWh。为保障SO2转化率,实现SO2稳定达标排放,中陕核钼业加强了钼冶炼车间和硫酸车间的联动和生产过程管理,采购钼精粉w(S)基本控制在32%左右,烟气中φ(SO2)保持在3.0%附近。
3)尾气吸收单元。由于钼精粉还有大量杂质,生产过程中,尾气吸收塔离子液中会有少量的SO42-、Na+、Cl-等无机盐离子,随着运行周期的延长,离子液中的钠离子浓度上升,不但影响SO2的吸收,严重时钠盐结晶会堵塞管道、换热器,致使系统压力急剧上升,不得不停车清理[2]。运行初期,中陕核钼业采用定期更换部分离子液的方法,暂时缓解问题,但成本较高,对更换的离子液除盐设备的脱盐能力也不能满足生产需要。经多次论证后,中陕核钼业最终决定采用改进烟气净化单元,进行洗涤除杂,解决了离子液吸收效率降低的问题,保障了尾气离子液脱硫处理的效果。运行期间排放的尾气中ρ(SO2)长期稳定控制在50 mg/m3以下。
4)热量利用单元。在尾气吸收单元,尾气吸收塔离子液低温吸收SO2气体,解吸塔高温解吸释放SO2气体,解吸过程能耗较大。解吸塔富液泵选用了成熟的热泵节能技术,提高过热蒸汽利用率60%以上,降低了能量损耗,热能利用效果明显。
3.2 主要工艺运行参数
烟气脱硫制酸系统主要工艺运行参数见表1。

表1 烟气脱硫制酸系统主要工艺运行参数
4 结语
中陕核钼业20 kt/a钼铁深加工项目脱硫制酸系统总投资4 000万元,自2018年投产以来,已经平稳运行4年多,主要技术和经济指标达到或超过设计要求,尾气排放ρ(SO2)一直稳定在50 mg/m3以下,环境效益显著。成品浓硫酸质量达到GB/T 534—2014《工业硫酸》一等品要求,副产硫酸年收入超过400万元,具有很好的经济效益。该制酸系统全部采用国产化装备,实现了降低环保投资、节能降耗和减少维护等目标,在环保形势日趋严峻的情况下实现了超低排放,对新建或改造项目具有一定的借鉴价值。
猜你喜欢
矿业工程(2022年3期)2022-06-22
硫酸工业(2021年4期)2021-12-25
科技经济导刊(2021年24期)2021-11-30
环境与发展(2020年6期)2020-07-17
山东电力高等专科学校学报(2020年2期)2020-06-15
消费导刊(2018年10期)2018-08-20
科技创新导报(2016年4期)2016-11-19
汽车维护与修理(2015年1期)2015-02-28
高中生·职教与就业(2013年3期)2013-05-30
城市建设理论研究(2011年23期)2011-12-20
