
包装搬运自动生产线控制系统设计
2022-10-29 06:23蒋金伟蒋正炎
制造业自动化 2022年10期
蒋金伟,蒋正炎
(常州工业职业技术学院,常州 213164)
0 引言
包装生产线是对半成品或完成加工的产品进行包装处理的生产线,主要由多种不同的机械设备组成,其在提高产品美观性的同时,也方便产品的统计与运输[1]。全自动包装生产线是利用机电自动化技术,按照设置好包装步骤完成包装工作的一种新型的包装技术,能够实现对不同形态、不同形状产品的包装,并应用于化工、食品以及医药等多个实体行业。从当前的生产性运行与应用情况来看,企业需要按照产品的形态与包装形式选择合适的包装生产线,以此提升保证速度与质量。
全自动包装生产线的工作主要受内部控制系统的调动与控制,由此可见控制系统的控制效果直接影响包装生产线的生产效果。然而全自动包装生产线发展至今,相关机械设备的专业化程序不高,大多数企业只能保障生产线只做到把物料包装好,之后的搬运工作则完全由人工来完成,因此可见现阶段包装生产线的自动化程序还不够完善。由于传统控制系统存在控制效果不佳的问题,因此在该控制系统的作用下,包装生产线存在较大的包装偏差,具体现象为包装错位、包装密封度不足等,主要原因是传送带的运行速度、物料抓取、机械手装箱控制精度不佳。
为了解决现阶段全自动包装生产线控制系统在控制功能以及应用性能两个方面存在的问题,引入ARM架构,设计一种全新的全自动包装生产线控制系统。
1 全自动包装生产线控制硬件系统设计
全自动包装生产线控制硬件系统由机械、气动和控制三个部分组成,机械部分主要完成生产线各个机械设备在不同工作状态下的预定功能以及具体的工作模式执行。气动部分为机械设备以及控制程序的运行提供传动与操作支持[2]。而控制部分就是包装生产线控制系统的执行部分,通过控制器数据的输入,计算出具体的控制量和控制方式,并通过气动部分将控制指令传送到机械部分,通过三个部分的协同作用,实现系统的控制程序,进而完成对全自动包装生产线的控制。
1.1 ARM控制器
ARM架构是一个精简指令集处理器架构,该架构以ARM处理器为核心部件,能够在保留32位系统所有优势的同时,减少实际工作中产生的能耗。通过ARM架构的应用,希望能够降低控制系统中单一部件对其他硬件设备的影响程度,间接的提升对软件运行程序运行精准度,从而实现对控制效果的优化。
图1为ARM控制器的硬件结构架构。

图1 ARM控制器的硬件结构架构图
将原控制器的三级流水线升级为五级流水线,并增加了缓存模块及控制缓存的协处理器[3]。ARMv4指令体系结构共支持7种处理器模式,如表1所示。
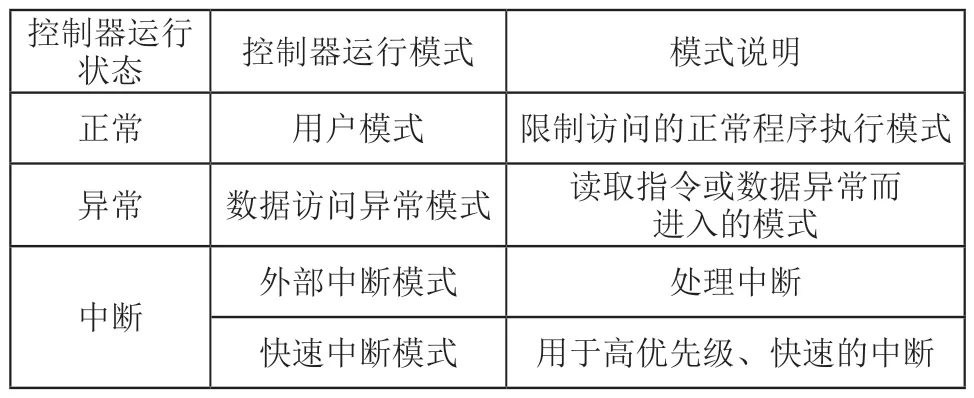
表1 ARMv4指令体系结构控制器的运行模式
在表1中的三个场景模式中,如果出现IRQ中断或FIQ中断,系统就会进入适当的中断模式[4]。在执行控制器指令时,发现它不能解析,就进入未定义的指令异常模式UND,在处理结束后,继续返回发生前的模式,执行下一条指令或重新执行该指令。设计的ARM控制器的外围设备主要用来接收生产线的实时运行信息,并为控制器产生的控制命令提供输出出口。ARM控制器通过片上总线进行连接,保证各个元件之间的信息共享。
1.2 传感器模块
安装传感器的目的是检测实时全包装生产线的运行状态,从而确定生产线的执行步骤[5]。安装的传感器分为称重传感器和光电传感器两种,其中称重传感器就是检测生产线中的产品是否满足包装要求,且处于未被包装状态,而光电传感器则是检测生产线中各个机械设备的运行状态。传感器采用电容式接近开关,选择适合包装线多道链道的位置,将其安装在输送链道的护栏上,当产品接近开关时,自动控制系统就会对传感器检测到的信号作出反应。由于全自动包装生产线上的物体大小与形态不固定,因此需要在原传感器的基础上扩大光电传感器的检测范围[6]。因此在光电传感器的设计过程中,将光电传感器中的光线发生装置从原来的2mm扩大至5mm,并结合优化设计结果对周围部件的影响,调整传感器中其他部件的安装位置。
1.3 数据传送通讯模块
自动包装生产线控制系统的通信电路包括各个包装设备之间的通信以及RS232通信。其中RS232通讯电路的设计结果如图2所示。
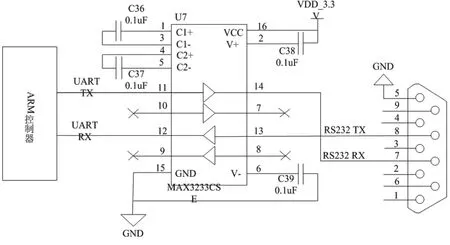
图2 RS232通信电路图
图2中RS232通信电路使用收发器作为低压供电设备,设定通信速率为9600bps。RS232通信电路通过DB9接口与各个硬件设备进行连接,实现设备之间的精准同步,并利用串口调试助手程序实时检测调试信息,为系统调试提供接口[7,8]。
最终利用系统电源电路,连接硬件系统中的各个元件,实现硬件系统的协同工作。
2 全自动包装生产线控制系统软件功能设计
2.1 执行全自动包装生产线工艺
在全自动包装生产线工作中,首先将待包装的产品放置在传送带上,并利用传感器设备判断该产品是否满足包装要求。在确定产品满足要求的情况下,从供袋机中抽取包装袋或包装箱,检测该包装容器是否为空,若检测结果为是,取袋器的真空吸盘将把供袋器上第一位置的空袋吸住,提起后再用夹拖器爪筒将空袋夹住[9]。将空袋移至上袋机械手位置,利用张袋器将袋口吸开,并在装袋机或装箱机的推动下将产品放入到包装容器中。在完成上述操作后,利用自动封装器以及真空装置完成自动封口操作,此时装袋机继续下一次取袋、开袋循环操作[10]。在整个生产线中供袋与装袋工作均以传送带为工作台,经过一系列操作处理后,启动真空泵以及封口设备,完成产品包装,并利用送包车与缝包输送机将包装好的产品送出生产线。
2.2 计算生产线控制量
生产线控制量的计算程序主要发生在ARM架构控制器中,将传感器的实时信号检测结果输入到ARM控制器中,并设定在实际包装生产线中各个机械设备的运行参数,由此可以利用式(1)计算生产线的控制量。

式(1)中,变量n0和ni为生产线中任意一个机械设备的运行参数设定值和检测值[11]。将式(1)的计算结果作为ARM控制器输出的控制指令,分派到各个生产线机械设备中。
2.3 实现全自动包装生产线控制功能
2.3.1 设定通信传输时钟
系统软件程序通信传输时钟的设定决定了系统控制任务执行的频率。由于ARM控制器内部有5个相互独立的定时器设备,任意一个定时器能够生场5中分配信号,那么各定时器的输入时钟频率可以表示为:

其中,变量fPC、fTCFG0和fTCFG1分别表示的ARM控制器总线、配置寄存器以及定时器的分频值[12]。按照上述方式,按照所设计的生产线工艺运行方式,按照先后顺序完成对控制设备以及机械设备通信传输时钟频率的设置。
2.3.2 传送带速度控制
按照工作内容可以将生产线中的传送带分为机械手搬运端传送带、通孔和装箱段传送带两个部分,而按照传送带的组成结构,上述两种类型的传送带均使用的是链传动方式[13]。利用式(3)可以计算当前传送带的速度。

式(3)中,p表示的是传送带的边长,z表示的传感器数量,而变量n1和n2分别为两个单一链轮的转速。由此可见,在传送带的运行过程中可以通过控制两链轮的转速实现对传送带速度的控制。在速度控制过程中需要考虑传送带表面物体重量对速度产生的影响,保证速度控制精度。
2.3.3 包装放料恒张力控制
恒张力的控制遵循刚体转动物理原理,其表达式为:

式(4)中,M为力矩,d为控制转轴的力臂,而F为作用力。在实际的包装放料环节,d的取值可以为料盘半径[14]。若位移电阻信号发生连续变化,信号的变化值直接用来驱动磁粉制动器,进而实现对控制器中制动力矩的调整使张力不变,这样就可以实现转矩的自动调节,实现包装放料恒张力的控制。
2.3.4 机械手套袋与装箱自动控制
在气动装置的协助下,通过对机械手的控制,完成包装生产线中的装袋与推袋操作,具体过程如图3所示。
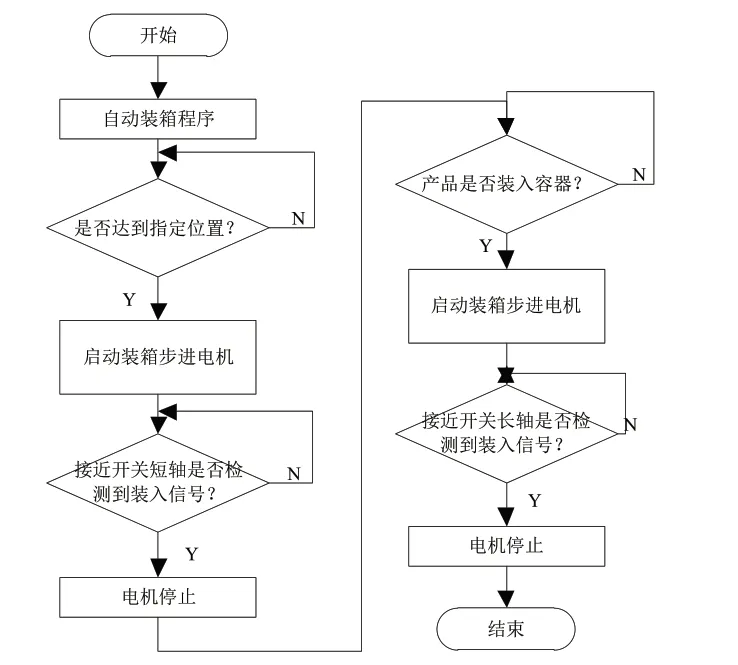
图3 自动装箱流程图
按照图3流程,判断待包装产品和包装袋是否到达指定位置,并在推袋小车上安装推袋板,通过挡板的起落实现推袋操作,完成机械手套袋包装工作[15]。
3 系统测试
3.1 搭建系统测试实验环境
设计系统以全自动包装生产线中的机械设备为研究对象,连接控制系统的运行计算机、生产线的机械设备以及硬件系统的相关元件。生产线机械设备通过数据采集卡与PC连接,PC通过网线与实时控制器连接,ARM控制器通过其机箱上的I/O模块与各电机驱动器连接,驱动器与各电机一一连接,并安装在底座中。PC使用静态IP,Compact RIO在MAX中配置IP地址,使它与PC在同一个子网上。将ARM控制器外部设置的8个端口设为输入端口,实现数字脉冲信号的采集与传输。将设计的全自动包装生产线控制系统的软件部分转换成程序,导入到PC机中。设置控制软件程序的循环时间为15ms;对电机的转速控制要设定为“停止”,在主从控制下再打开,程序的循环时间为25ms。流水线机械设备的接收和处理部分循环时间为50ms,机械设备的数据采集周期为25ms,以保证机器运行的每一组数据不被漏读。
3.2 全自动包装生产线机械设备联机调试
全自动包装生产线控制系统的联机调试主要是将控制系统软件下载到上位机上安装系统软件编写完成的 ARM控制器,利用手持示教盒实现对机械设备的控制,主要步骤是:采用电机编码器连接控制系统和生产线机械设备,为控制系统的所有硬件元件提供电力支持。调整控制开关,按下启动按钮,给控制系统供电。读出并记录ARM控制器的IP地址,控制系统运行PC机联网后,将IP地址修改为192.168.1.6,实现PC机和 ARM控制器之间的通信。打开已经转换为程序代码的生产线控制系统程序,触发启动工程,保证程序已经下载到 ARM控制器。控制系统上电的统一时刻自动运行控制程序,实现对包装生产线上机械设备的控制。若生产线中机械设备的行为动作与发布的调试控制指令一致,证明联机调试成功,系统中的硬件设备运行正常,且与运行环境具有较高的适配度。
3.3 确定控制系统测试内容与指标
在硬件和软件都设计完成,且调试成功的情况下进行系统功能测试实验,通过试验来调整软件的设计方法以及对试验中出现的各种问题进行解决。在现有条件下,可以对该生产线多个环节的控制精度和效果进行试验。测试的生产线环节包括传送带速度、物料抓取和装箱操作三个方面,其中传送带速度的控制测试指标为速度控制精度,其数值结果可以表示为:

式(5)中,vit和vjt分别为t时刻传送带的设置控制速度和实际控制速度,因此式(5)的计算结果v-始终为正数。物料抓取和装箱操作控制功能的测试就是判断两个生产过程中机械设备是否按照设定路线完成包装操作,将实时采集的位置信息代入到式(6)中,得出位置控制误差的量化结果:

式(6)中,(xit,yit)和(xjt,yjt)分别为t时刻设置和实际的机械设备移动位置坐标,由此得出物料抓取和装箱生产环节操作控制精度的量化测试结果。
3.4 系统测试过程与结果分析
3.4.1 设定产品与外包装尺寸
在PC上运行控制软件程序,得到软件运行界面,在该界面上通过待包装产品外形的测量,输入产品尺寸数据,并选择合适的外包装,并将外包装尺寸输入到运行界面中。尺寸设定运行界面如图4所示。

图4 尺寸设定运行界面
通过相关数据的输入,完成对产品与包装尺寸的设定。
3.4.2 传送带速度控制功能测试
利用ARM控制器针对单个传送带的速度变化进行控制,手动连续修改设定速度,通过传感器连续跟踪实时运行速度。生产线中部分传送带的一次控制过程如图5所示。
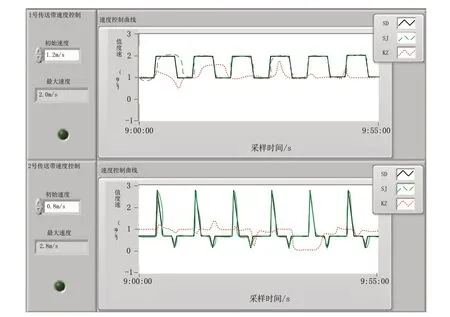
图5 单个传送带速度控制波形图
这些SD对应曲线表示设定速度,SJ曲线表示实际速度,KZ曲线表示ARM控制器输出的控制量。通过波形图可以看出,传送带对设定速度的跟踪较快,稳定后蓝色虚线几乎与红色实线相吻合。
3.4.3 物料抓取控制功能测试
物料抓放控制功能测试实验是生产线机械设备调试中的一项重要试验,它是实现生产线设备功能的重要环节,只有完整、流畅的物料抓放操作才能保证生产线整体功能的实现。因为在机械设备的轨迹规划中,两边的轨迹是对称的,所以这次实验只检验了一边的轨迹。将全自动包装生产线中的物料抓取路线用A、B1、B2、C2、C1和D来表示,各个路径点的坐标分别为(0,-570)、(0,-640)、(60,-680)、(140,-680)、(210,-640)、(210,-570)。从上述数据中可以看出,AB1、B2C2、C1D段为直线,B1B2和C2C1段是多项式曲线。先编制了物料抓取轨迹实现的控制程序,记录物料抓取的实时位置坐标。最后将控制程序分配到ARM控制器中。接着操作机械设备,以完成一个回零程序,利用机械设备定位程序将该设备末端移动到A点位置,然后在上位机中打开检测界面,运行物料抓放实验后,检测界面就可以捕获机械设备运动的数据测试结果,如图6所示。

图6 物料抓取机械设备抓取轨迹测试结果
从图6中可以看出,全自动包装生产线中机械设备的物料抓取轨迹与设定路径基本吻合,路径点的平均误差不超过0.5m。
3.4.4 机械手装箱操作控制测试
利用装箱作业记录设备,记录机械手装箱操作生成的轨迹,成功地完成生产线包装件的装箱操作,装箱操作结果如图7所示。

图7 装箱操作结果实景图
从图7中可以直观的看出,设计开发的基于ARM架构的全自动包装生产线控制系统能够精确的实现装箱操作。在通过装箱控制操作过程中,各个机械设备实时设定位置与实际位置的控制精度测试数据如表2所示。
由于0时刻为装箱设备的起始位置,此时该设备的实际位置与设定位置相同,因此无信号采集意义。从表2中可以看出,位置信号从10s开始采集,采集间隔为20s。将表2中的数据代入到式(6)中,得出装箱操作的平均控制误差为0.22m,小于允许位置控制误差的预定值0.5m,因此装箱操作控制精度符合应用要求。
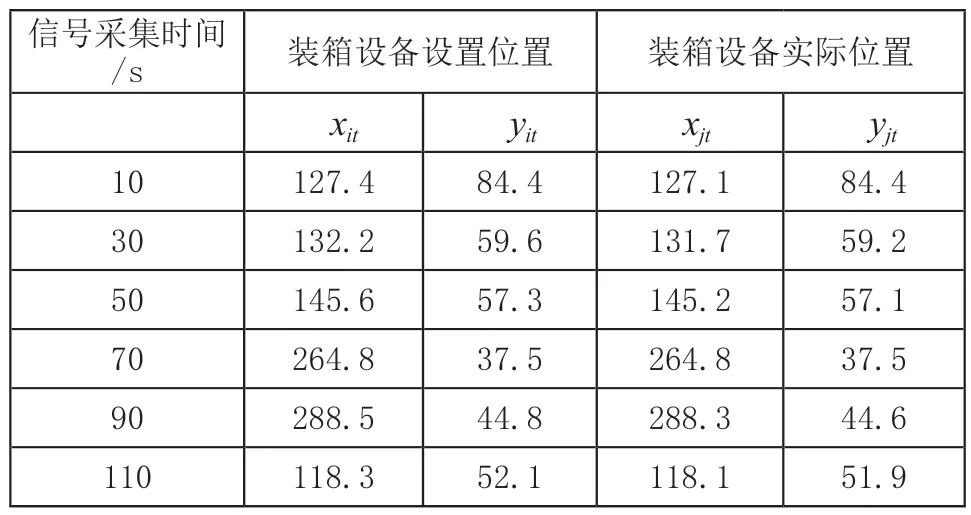
表2 装箱操作控制精度数据表
4 结语
综上所述,本文通过ARM架构的应用实现对全自动包装生产线控制系统控制功能的完善,提高了生产线控制精度的同时,间接的提升产品包装工作的效率。然而从系统测试中可以看出,设计系统在控制精度还有一定的提升空间,且在包装质量方面未进行检测,因此无法保障包装的美观度和安全度,因此下一步需要针对这一问题进行深入研究。
猜你喜欢
烟草科技(2022年5期)2022-05-30
包装工程(2022年3期)2022-02-22
——“模型类”相关试题选登
教学考试(高考物理)(2020年4期)2020-11-16
宇航计测技术(2018年3期)2018-09-08
物联网技术(2017年7期)2017-07-20
中学教学参考·理科版(2016年11期)2017-06-08
电脑知识与技术(2016年19期)2016-08-18
纺织导报(2014年9期)2014-10-31
