
润滑剂对碳纤维增强PA66熔接线性能的影响
2022-10-26 08:00孟征李岩杨景昊刘继丹
工程塑料应用 2022年10期
孟征,李岩,杨景昊,刘继丹
(1.北京航天试验技术研究所,北京 100074;2.北京航天凯恩新材料有限公司,北京 100074;3.航天液体推进剂研究中心,北京 100074)
尼龙66(PA66),化学名聚己二酰己二胺,是一种无色透明半结晶热塑性聚合物,具有优良的耐磨性、自润滑性,力学强度较高。PA66广泛应用于汽车、电子电器、机械仪器仪表、工业零部件等行业。由于PA66本身吸水性大、干吸水后易变形,影响了制品的尺寸稳定性,恶化了力学性能和耐热性能,使其应用范围受到了一定的限制。因此,需要对PA66进行改性处理,以提升其尺寸稳定性、力学性能、耐热性能,其中采用纤维增强是其常用的改性手段[1-4]。
碳纤维(CF)是一种碳含量在95%以上的高强度、高模量的高性能纤维材料,其拉伸强度是钢的7~9倍,密度是钢的20%,以CF为原材料制备而成的CF复合材料是典型的以塑代钢材料,在航空航天、汽车、船舶、轨道交通等领域发挥着重要的作用。CF增强尼龙材料近年来发展很快,其复合材料综合体现了二者的优越性,强度与刚性比未增强的尼龙高很多,高温蠕变小,热稳定性显著提高,尺寸精度好,耐磨,阻尼性优良。由于CF增强尼龙为热塑性材料,可以注塑成型,其产品一致性、生产效率、物料利用率远高于CF增强热固性复合材料,因此在工业中得到广泛的应用[5-6]。
在CF增强PA66注射成型中当成型模具中含有嵌件或多个浇口时,制品上会出现熔接线[7-8],该处材料的取向平行于熔接线,由于CF的取向受到影响,该处力学性能通常显著低于没有熔接线的部分,从而影响注塑制品的整体性能,给制品设计带来难度。提升CF增强PA66材料的熔接线强度,能够扩大材料的应用范围,降低制品设计难度。D.Basset在其专利中介绍,在非增强的PA66体系中,添加马来酸酐接枝聚丙烯/PA6和马来酸酐接枝乙丙橡胶,能够有效控制熔接线处的增韧剂取向,熔接线断裂伸长率可由5%升至60%[9]。有研究表明,玻纤增强PA66熔接线强度的变化与纤维的取向结构、取向程度以及纤维在熔接界面的穿越程度有关[10-11]。因此,如何促进纤维在PA66树脂中的分散,降低熔接线处的取向,提升纤维在熔接界面的穿越程度,是提升CF增强PA66熔接线强度的关键。
笔者选取4种不同润滑剂加入到40%CF(质量百分比)增强PA66中,采用熔接线拉伸强度和熔接线悬臂梁缺口冲击强度模具制备样条,通过扫描电子显微镜(SEM)研究CF增强PA66熔接线断面处的CF分布情况,通过熔体流动速率(MFR)仪研究不同润滑剂对CF增强PA66的流动性影响,通过差示扫描量热(DSC)表征不同润滑剂对CF增强PA66结晶行为的影响,为提升CF增强PA66的熔接线强度的配方研究提供了参考。
1 实验部分
1.1 主要原材料
PA66:EPR27,神马实业股份有限公司;
CF:TZ700S-12K,威海光威复合材料股份有限公司;
抗氧化剂:1098,北京极易化工有限公司;
硅酮粉:含二氧化硅50%,市售;
环形对苯二甲酸丁二醇酯(CBT):市售;
改性乙撑双脂肪酸酰胺蜡粉(TAF):市售;
润滑剂S(复配高分子蜡粉):自制。
1.2 主要设备及仪器
同向平行双螺杆混炼挤出机:SHJ-36型,江苏诚盟装备股份有限公司;
塑料注射成型机:900/260型,宁波海天塑料机械有限公司;
高速混合机:SHR-50型,张家港亿利机械有限公司;
电热鼓风干燥箱:DHG-9145A型,上海一恒实业有限公司;
万能试验机:UTM-1422型,承德金建检测仪器有限公司;
复合式冲击试验机:HIT-2492型,承德金建检测仪器有限公司;
DSC仪:DSC3500 Sirius型,德国耐驰仪器制造有限公司;
SEM:Q45型,美国FEI公司;
MFR仪:MFI-2322H型,承德金建检测仪器有限公司;
熔接线模具:为两端进胶的拉伸强度样条模具和缺口冲击样条模具,浇口和流道采取对称型设计,如图1所示。
根据CF增强PA66表面浮纤流向的变化,可以看到在拉伸样条中部和悬臂梁缺口冲击样条中部均有较为明显的料流汇合痕迹,为文中所述的熔接线。熔接线垂直于熔体流动方向。
1.3 实验方法
将PA66放入电热鼓风干燥箱中,120℃烘4 h。
将烘干的PA66、抗氧剂、润滑剂按配方(见表1)加入到高速混合机中,均匀混合后,加入到双螺杆挤出机中(温度设定280℃),将CF通过侧喂料机加入,经过熔融共混,经口模牵引拉出、水冷、风干、造粒,得到CF增强PA66颗粒。将得到的CF增强PA66颗粒在120℃下干燥4 h后,注塑成标准拉伸强度和悬臂梁缺口冲击样条,以及拉伸强度熔接线样条和悬臂梁缺口冲击强度熔接线样条(分别如图2和图3所示),以供性能测试。熔接线拉伸强度样条和悬臂梁缺口冲击强度熔接线样条的测试跟常规样条测试方法一致。

表1 CF增强PA66配方 份

图2 拉伸强度熔接线样条

图3 悬臂梁缺口冲击强度熔接线样条
1.4 性能测试
拉伸强度测试:按GB/T 1040-2006进行;
悬臂梁缺口冲击强度测试:按GB/T 1843-2008进行;
熔体流动速率测试:按GB/T3682-2018测试,温度280℃,负载5 kg;
DSC分析:称取5~10 mg试样,在N2保护下,以10℃/min升温速率从室温加热到350℃,恒温5 min以消除热历史。然后以10℃/min降温速率从350℃降到室温,记录降温曲线,再以10℃/min的升温速率从室温升到350℃,记录升温曲线。
2 结果与讨论
2.1 润滑剂对CF增强PA66熔接线性能的影响
按照表1中的配方通过熔融共混得到CF增强PA66颗粒,通过测试常规样条的拉伸强度和悬臂梁缺口冲击强度,以及熔接线样条的拉伸强度和悬臂梁缺口冲击强度,对比润滑剂对CF增强PA66性能的影响,分别如图4和图5所示。图4表明,添加不同润滑剂的CF增强PA66拉伸强度有较大的差异,其中4#>1#>3#>0#>2#;熔接线拉伸强度则有所不同,为4#>1#>0#>3#>2#。添加润滑剂S的4#CF增强PA66的拉伸强度和熔接线拉伸强度明显优于添加其它润滑剂的材料。0#材料无论是拉伸强度或者熔接线拉伸强度都不是最低的,也表明不同润滑剂对材料的拉伸强度的影响程度是不同的。

图4 CF增强PA66的熔接线拉伸强度

图5 CF增强PA66的熔接线悬臂梁缺口冲击强度
图5表明,添加不同润滑剂的CF增强PA66悬臂梁缺口冲击强度有较大的差异,其中2#>4#>1#>3#>0#;熔接线悬臂梁缺口冲击强度则有所不同,为4#>1#>3#>2#>0#。添 加 润 滑 剂S的4#CF增强PA66的熔接线悬臂梁缺口冲击强度最高。0#悬臂梁缺口冲击强度和熔接线悬臂梁缺口冲击强度均最低,说明四种润滑剂的存在均有利于保持材料的悬臂梁缺口冲击强度。2#CF增强PA66悬臂梁缺口冲击强度最高,但2#熔接线悬臂梁缺口冲击强度反而是1#~4#中最低的,也说明了对于CF增强PA66材料,常规注塑样条的悬臂梁缺口冲击强度高,不代表熔接线处的冲击强度一定会高。在5个样品中,熔接线拉伸强度和熔接线悬臂梁缺口冲击强度最高的为4#,其次为1#,因此对0#,1#和4#的熔接线悬臂梁缺口的断面CF分布状况进行SEM分析,分别如图6~图8所示。
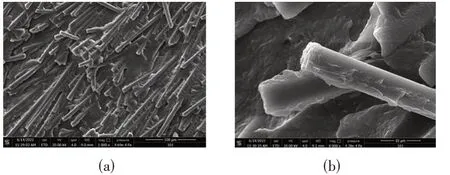
图6 0#PA66材料熔接线断裂部位SEM照片

图8 4#PA66材料熔接线断裂部位SEM照片
从图6可以看出,0#熔接线断裂部位CF大部分呈水平分布,垂直或者有一定角度的CF较少,因此在冲击过程中CF与树脂之间脱离或者拔出所需要的能量更少;树脂和CF的粘接情况一般,CF表面有较明显的裸露部位。
图7中,1#PA66材料熔接线断裂部位CF的分布以水平为主,有少数的纤维呈一定角度的分布,因此熔接线悬臂梁缺口冲击强度比0#材料高;树脂和CF的粘接情况显著改善,CF表面明显包覆有树脂。1#PA66材料所用润滑剂为硅酮粉,是通过在超高分子量硅酮分子上引入功能基团制成的润滑剂(硅酮粉中含有50%的气相法SiO2),硅酮粉的特点是可以明显降低材料的摩擦系数,这可能是其能够在熔接线部位使少数CF能够呈一定角度分散的原因;其表面的功能基团也改善了CF在PA66中的浸润性。

图7 1#PA66材料熔接线断裂部位SEM照片
图8中,4#熔接线断裂部位的CF呈一定角度分布的比例最高,因此在冲击过程中CF与树脂之间脱离或者拔出所需要的能量更高,熔接线悬臂梁缺口冲击强度最高;树脂和CF的粘接情况更佳,CF表面包覆树脂显然更厚。4#所用的润滑剂S是复合型的高分子蜡粉,含有多官能团聚酯、硬脂酸盐等成分,兼具改善PA66的流动性和提升浸渍CF的界面效果,SEM也表明润滑剂S对PA66中的CF分散与浸润效果优于硅酮粉。
2.2 润滑剂对CF增强PA66 MFR和结晶行为影响
采用MFR来表征润滑剂对CF增强PA66流动性的影响,是一种工业上常用的方法[12-13]。图9为添加不同润滑剂的CF增强PA66的MFR。图9中数据表明,润滑剂对材料的MFR影响顺序为4#>3#>2#>1#>0#。润滑剂的添加对于材料的MFR都有提高的效果,其中提高最显著的是4#,是0#材料MFR的2.4倍,其它润滑剂对材料提高的幅度不高,证明4#材料的MFR对CF增强PA66熔接线强度的提升有较明显的影响。

图9 添加不同润滑剂的CF增强PA66的MFR
龙杰明等指出[14],熔接线强度的高低取决于界面处高分子链是否有足够时间和能量来进行扩散,以形成分子链之间的有效缠结。因此熔接线强度的高低,与材料结晶温度的高低有关,与熔接线位置的分子链是否有效的缠结有关。对0#~4#CF增强PA66进行DSC测试,图10为材料去除热历史后熔融曲线,与0#材料相比,1#~4#材料的Tm峰均向高温区移动,证明润滑剂的加入导致PA66熔融行为发生变化,提升了PA66熔点,其中4#材料的Tm最高。

图10 0#~4#PA66材料的DSC熔融曲线
图11为PA66结晶曲线,相对于0#,1#和3#材料的结晶峰向低温区移动,2#和4#材料的结晶峰向高温区移动,证明2#和4#材料的润滑剂对CF增强PA66的结晶促进作用更显著,其中4#材料结晶峰最高,表明润滑剂S在结晶促进方面最显著。表5为0#~5#PA66材料的熔融和结晶参数,其中1#~3#材料的熔融焓值(△Hm)相对于0#材料有所增加,但4#材料的△Hm相对于0#材料却有所下降,说明4#材料在熔融过程中所需热量更少。相对于0#的结晶焓值,1#~4#材料的结晶焓值都有增加,证明4种润滑剂对于CF增强PA66结晶均有促进作用,其中4#材料的结晶峰宽度最窄,对PA66结晶速率的提升最显著。
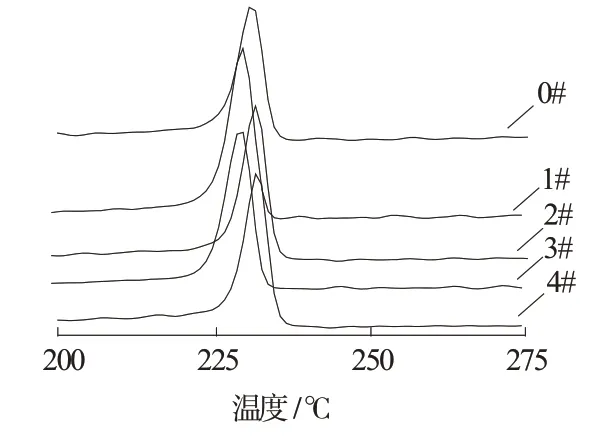
图11 0#~4#PA66材料的DSC结晶曲线

表5 CF增强PA66的熔融参数和结晶参数
在纤维增强材料中,纤维的分布状态是影响材料强度的关键因素[15-18]。根据SEM照片、MFR和DSC的分析,可以得出本研究中,4#润滑剂S使PA66熔体流动性显著增加,熔融需要的热量更低,从而降低了注塑过程中PA66熔体对CF的束缚,加强了CF的分散程度,在熔接线部位能够有更多的CF以一定的角度相互交差,纤维在熔接界面的穿越程度增强,从而提高了熔接线的强度;含4#润滑剂S的CF增强PA66熔体在冷却过程中,冷却结晶的速度更快,对于熔接线部位CF分布状态的保持,以及PA66熔体与CF的粘接包覆情况,都是有利的。
3 结论
(1)对比了4种润滑剂对CF增强PA66熔接线性能的影响,其中添加润滑剂S的CF增强PA66的熔接线拉伸强度和熔接线悬臂梁缺口冲击强度最高。
(2)SEM分析熔接线断裂部位表明,未添加润滑剂的CF增强PA66断面CF大部分呈水平分布,CF表面有较明显的裸露部位;添加润滑剂S的材料断裂部位的CF呈一定角度分布,纤维在熔接界面的穿越程度增强,在冲击过程中CF与树脂之间脱离或者拔出所需要的能量更高,树脂和CF的粘接效果更佳,CF表面包覆树脂更多。
(3)添加 润滑剂S的CF增强PA66的MFR最高,是未添加润滑剂的CF增强PA66的2.4倍。添加润滑剂S的材料Tm峰值和Tc峰值均为5个材料中最高的,结晶峰宽度最小,证明润滑剂S使PA66的结晶温度提高,结晶速度加快。
猜你喜欢
安徽师范大学学报(自然科学版)(2022年2期)2022-05-30
科技视界(2022年9期)2022-04-09
模具工业(2021年7期)2021-08-30
建材发展导向(2020年16期)2020-09-25
润滑油(2019年5期)2019-11-28
疯狂英语·新阅版(2019年6期)2019-09-10
数码世界(2018年11期)2018-12-13
软件(2017年6期)2017-09-23
食品安全导刊(2016年12期)2017-01-10
国外科技新书评介(2014年11期)2014-12-08
