
响应面优化水酶法提取油茶籽油工艺
2022-10-21 06:33林莉董玮周敏杨卫林龙开伟陈顺利
食品工业 2022年10期
林莉,董玮,周敏,杨卫林,龙开伟,陈顺利
1. 凯里学院大健康学院(凯里 556001);2. 凯里学院理学院(凯里 556001);3. 贵州绿色农业开发有限公司(锦屏 556704)
油茶籽(Camellia oleiferaseed)也称山茶籽,是我国四大木本油料之一[1]。油茶籽油具有降血压血脂、软化血管等保健作用,是我国理想的“健康型”食用油[2-3]。油茶籽油还可作为高级天然化妆品用油原材料[4]。此外,油茶籽油中微量营养素(维生素E、植物甾醇、角鲨烯等)含量较高,有预防高血压、冠心病、动脉粥样硬化等作用[5]。随着我国耕地面积少,油茶作为我国的木本科油料作物,大规模种植可以改善生态环境,增加收入,对油茶产业的发展具有很大潜力[6]。
油茶籽油的提取方法多样,通过压榨法所得到的油脂风味好,但存在油脂品质不高、得油率偏低等问题。浸出法存在工序复杂,提取成本较高,在碱炼、脱臭、脱色过程中有机物会损失,制得油茶籽油风味较差,存在溶剂残留等问题[7-8]。水酶法提油与其他提油方法相比,主要是以水为溶剂,利用酶制剂的活性,通过酶与底物反应,从而使油脂分离出来。水酶法提取油脂具有安全性高[9-11]、工艺条件较温和、设备简单、油品质较高、耗能少、对环境污染小、资源利用率高等特点[12-15]。近年来,水酶法提油已有推广,采取水酶法提油的方法,不但能提高提油效率,也能防止致癌物的形成,从而更好地保留茶多酚、维生素等多种成分[16-17]。试验选择水酶法提取油茶籽油,为进一步提高油茶籽油的综合利用提供理论依据和技术参数。
1 材料与方法
1.1 主要材料与试剂
油茶籽(贵州省绿色农业开发有限公司)。
果胶酶(酶活力60 000 U/g,河南林博生物有限公司);纤维素酶(100 000 U/g,东胜生物有限公司);中性蛋白酶(100 000 U/g,和氏壁生物科技有限公司);所用其他试剂均为分析纯。
1.2 主要仪器与设备
1002型电子天平(杭州万特衡器有限公司);800C型高速粉碎机(永康市红太阳机电有限公司);AXTD5A型离心机(盐城市安信试验有限公司);HH-2A型水浴锅(北京科伟永兴仪器有限公司);101-3ASB型电热鼓风干燥箱(北京科伟永兴仪器有限公司)。
1.3 试验方法
1.3.1 操作流程
油茶籽原料预处理:干燥后的油茶籽脱壳,将壳与仁分开,油茶籽果仁采用粉碎机粉碎后过0.250 mm(60目)孔径筛,得到油茶籽粉,备用。
水酶法提油工艺流程:称取5 g过0.250 mm(60目)孔径筛后的油茶籽粉,按一定料液比加水煮沸1 h,冷却后调节至所用酶制剂的适用作用pH,加入一定量酶制剂在适宜温度下酶解,待酶解结束后按4 000 r/min离心30 min,取上层清油旋转蒸发得到油茶籽油。
1.3.2 油茶籽油提取率计算[18]

式中:Y为油茶籽油提取率,%;m1为提取所得油茶籽油质量,g;m2为油茶籽的脂肪含量,g;m3为试验称取的油茶籽粉质量,g。
参照GB/T 5512—2008《粮油检验:粮食中粗脂肪含量测定》,经测定试验所用油茶籽仁中含有36.30%的油脂,因此试验以原料中油脂含量36.30%计算提取率。
1.3.3 酶制剂的筛选
选择果胶酶(最适作用pH 3.5、作用温度50 ℃)、纤维素酶(最适作用pH 4.8、作用温度60 ℃)、中性蛋白酶(最适作用pH 6.0、作用温度50 ℃)作为酶制剂,分别按1.3.1小节中水酶法提油工艺流程进行操作,筛出油茶籽油提取率高的酶制剂。
1.3.4 单因素试验
准确称取5 g油茶籽粉末,通过单因素试验考察四因素对油茶籽油提取率的影响,具体方案见表1。
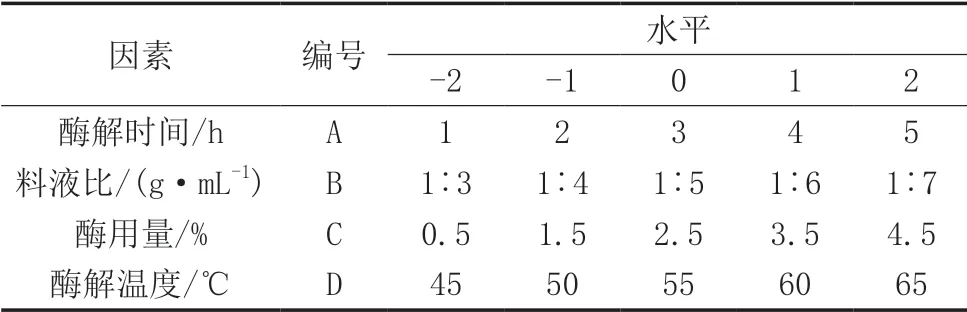
表1 单因素试验因素与水平
1.3.5 响应面试验
采用响应面法优化单因素试验,设计四因素三水平试验进行优化,因素与水平见表2。

表2 响应面试验因素与水平
1.3.6 数据处理
试验数据采用Excel与Design Expert 8.06软件进行统计分析,采用Origin 8.0软件绘图。
2 结果与分析
2.1 酶种类对油茶籽油提取率的影响
由图1可知,在选择不同酶制剂提取油茶籽油时,果胶酶比纤维素酶、中性蛋白酶对油茶籽油的提取率影响大。果胶是一种多糖,主要存在于植物细胞壁和细胞内层,而油茶籽中含有20%~30%的茶籽多糖[19]。果胶酶能使油茶籽细胞壁和细胞内层的果胶大分子有效降解,油茶籽细胞破裂油脂被释放出来。因此,试验确定果胶酶作为油茶籽油提取工艺的酶制剂。

图1 酶种类对油茶籽油提取率的影响
2.2 单因素试验结果
2.2.1 酶解温度对油茶籽油提取率的影响
每种酶都有其最适反应温度,当反应体系温度低于酶的最适反应温度时,随着温度的升高,反应物的能量增加,分子间的接触次数单位时间内增加,加快反应速度。反应体系温度高于酶的最适温度时,能量被酶分子过多吸收,酶蛋白发生变性,其活性减弱甚至丧失催化活性[20]。由图2可以看出,酶解温度在45~50 ℃之间时,油茶籽油提取率上升,但在50 ℃后,提取率开始平缓下降。因此可以得到,在提取油茶籽油过程中最适酶解温度为50 ℃。
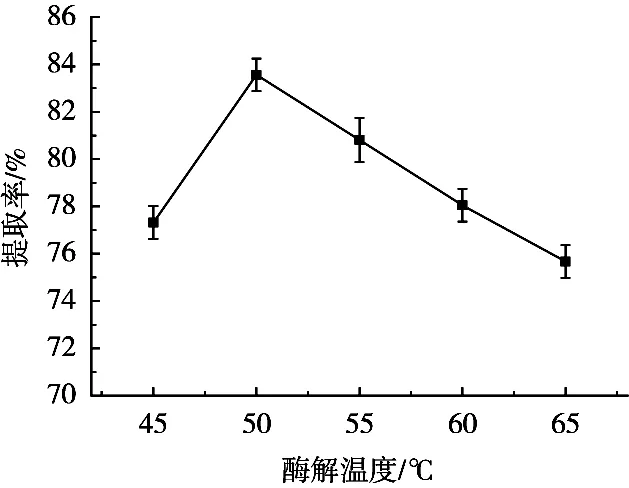
图2 酶解温度对油茶籽油提取率的影响
2.2.2 酶解时间对油茶籽油提取率的影响
由图3可以看出,在1~4 h之内,酶解时间与油茶籽油提取率呈正相关,在酶解4 h时,提取率达到峰值。随着酶解时间的延长,提取率呈现下降趋势。这是由于酶解时间延长体系中的蛋白质、纤维素等成分会和油脂相结合[21],导致提取率降低,且酶解时间过长也会影响油的品质。因此选择酶解时间4 h较合适。

图3 酶解时间对油茶籽油提取率的影响
2.2.3 酶用量对油茶籽油提取率的影响
由图4可知,酶用量0.5%~1.5%时,油茶籽油提取率随酶用量的增加而增加,酶用量1.5%时提取率最大。但在酶用量达到1.5%后,提取率随酶用量的增加而降低。这可能是由于在底物浓度固定的条件下,酶的加入量在一定范围内与酶解效率呈正比关系,当酶用量高于一定量时,酶解效率略有降低并趋于平缓。综合考虑,选择果胶酶用量1.5%较好。

图4 酶用量对油茶籽油提取率的影响
2.2.4 料液比对油茶籽油提取率的影响
由图5可见,料液比1∶3~1∶5 g/mL时,油茶籽油提取率与液体占比呈正比,这可能是由于油茶籽中含有一定量的淀粉和蛋白质,具有较强的吸水膨胀能力,液体占比较小时物料变得黏稠,流动性差,不易搅拌,故增加液体占比提取率也增大[22-23]。料液比1∶5 g/mL时对油茶籽油提取率影响最大,但在料液比1∶5 g/mL之后,油茶籽油提取率呈下降趋势,这可能是由于液体占比的增加稀释了酶与底物的浓度,使酶的作用效果受到影响。因此,该试验选择料液比1∶5 g/mL较好。
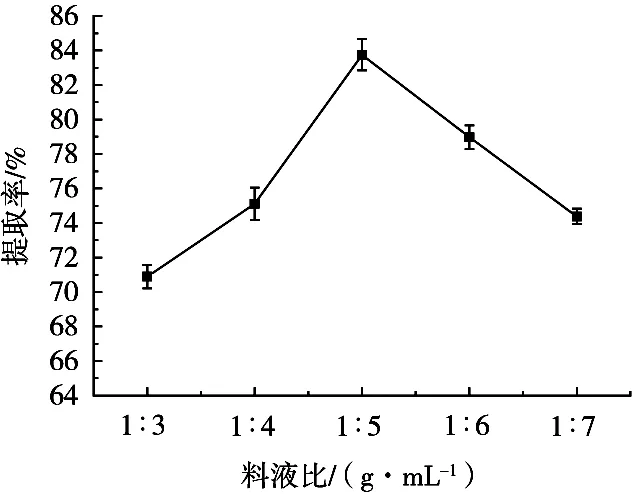
图5 料液比对油茶籽油提取率的影响
2.3 响应面试验结果与分析
2.3.1 响应面试验结果
在单因素试验基础上,以油茶籽油提取率作为试验指标,酶解时间(A)、料液比(B)、酶用量(C)和酶解温度(D)4个因素作为自变量,采用Box- Behnken模型对提油工艺进行优化,结果见表3。

表3 响应面试验设计及结果
对表3中的试验数据结果进行多次拟合回归分析,得到模型的二次多项回归方程:Y=84.10+0.54A+ 0.37B+0.80C+0.10D-0.52AB+0.15AC+1AD-0.10BC+ 0.25BD+0.25CD-2.60A2-2.65B2-2.81C2-2.36D2。各项系数的绝对值的大小表示各影响因素对油茶籽油提取率的影响大小。由此可知,各因素对油茶籽油提取率的影响大小顺序为酶用量(C)>酶解时间(A)>料液比(B)>酶解温度(D)。对该模型方差分析,结果见表4。
由方差分析表4可得,失拟项不显著(P>0.05),回归模型极显著(P<0.000 1),证明该模型拟合程度好。由表4可知,可调整确定系数Radj2为0.955 9,方程的决定系数R2为0.978 0,说明试验数据有较高的可信度,具有统计学意义。由P值可知,酶用量对油茶籽油提取率的影响极显著(P<0.01),酶解时间和料液比影响显著(P<0.05),酶解温度影响不显著(P>0.05),二次项A2、B2、C2、D2对模型影响极显著。
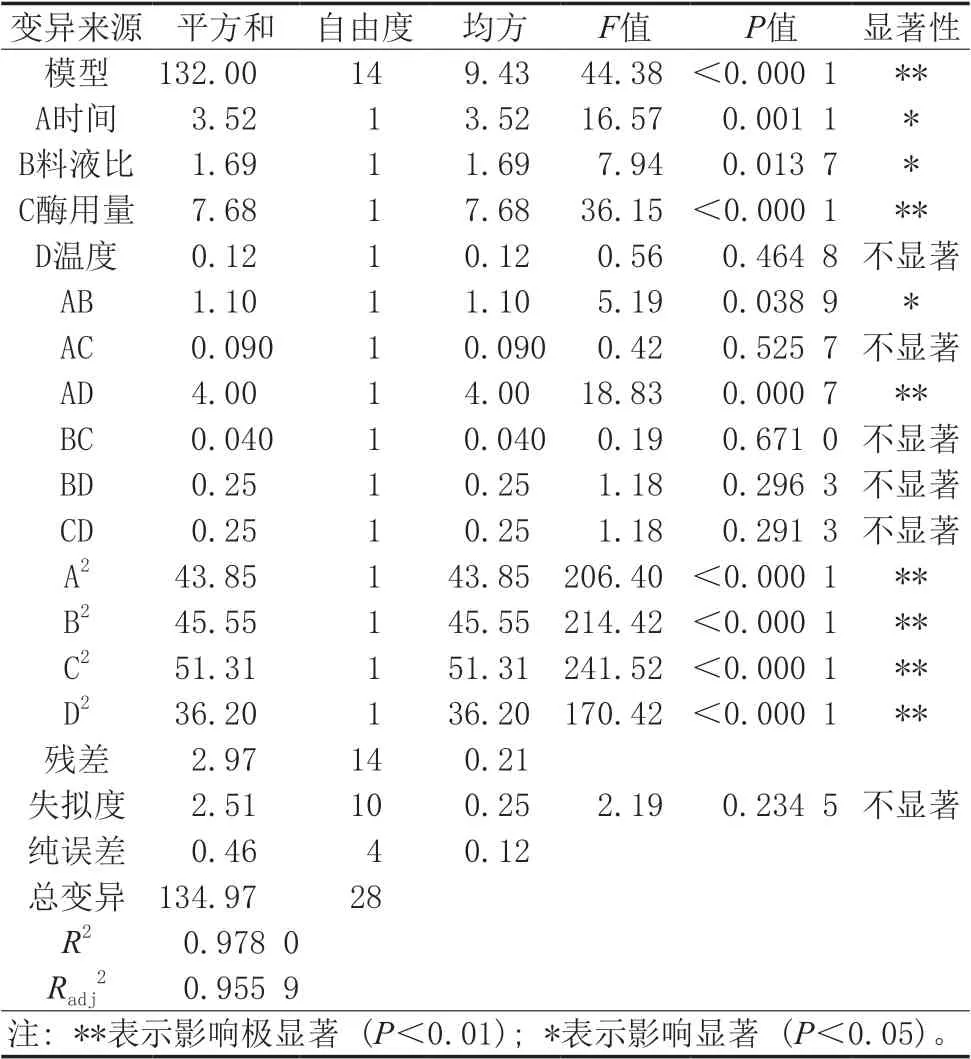
表4 回归模型方差分析
2.3.2 响应面各因素间交互作用分析
如图6~图11所示:在因素间交互作用对提取率的影响中,图6、图9、图10和图11中响应曲面虽陡峭,但交互作用的等高线图呈现圆形,说明交互作用不显著。由图7可知:酶解时间保持不变时,油茶籽油提取率随着液体占比的增大呈现先增后减趋势,料液比保持不变时,提取率呈现相同趋势;响应曲面陡,等高线接近椭圆形,故酶解时间与料液比两因素间交互作用显著。由图8可知:当酶解时间保持不变时,提取率随着酶解温度的增大呈现先升后降趋势,酶解温度保持不变时,提取率也随酶解时间增加呈现先升后降趋势;响应面曲面较陡,等高线呈现椭圆,故酶解时间与酶解温度两因素间交互作用极显著。
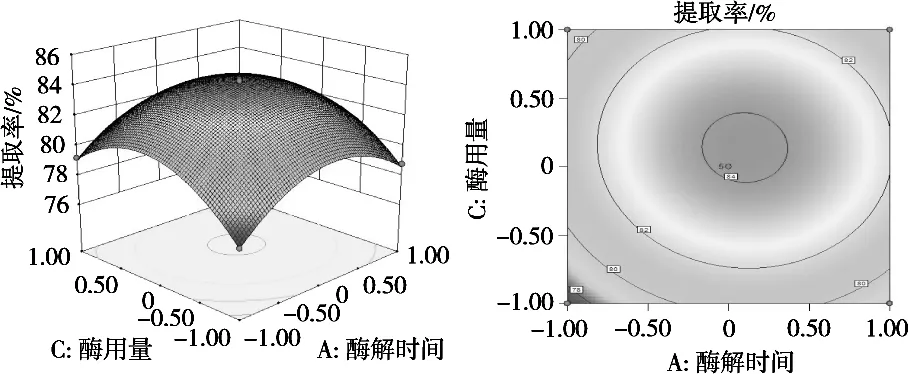
图6 酶解时间与酶用量对油茶籽油提取率影响的响应面图及等高线

图7 酶解时间与料液比对油茶籽油提取率影响的响应面图及等高线
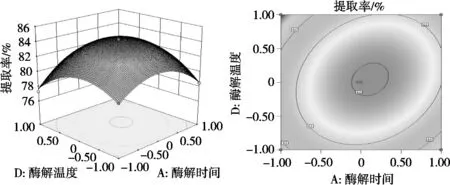
图8 酶解时间与酶解温度对油茶籽油提取率影响的响应面图及等高线

图9 料液比与酶用量对油茶籽油提取率影响的响应面图及等高线
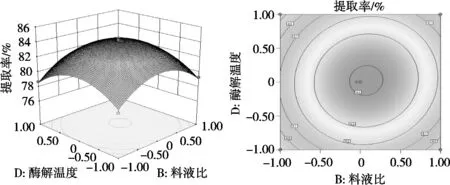
图10 料液比与酶解温度对油茶籽油提取率影响的响应面图及等高线
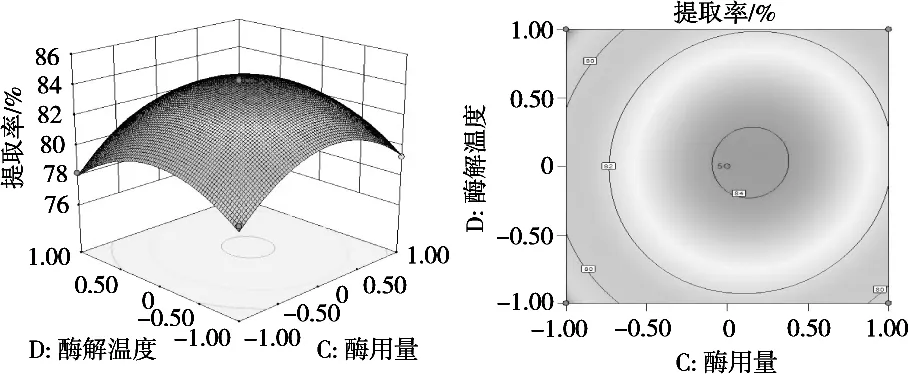
图11 酶用量与酶解温度对油茶籽油提取率影响的响应面图及等高线
2.3.3 最佳提取条件的预测和验证
使用Design-Expert分析得出最佳提取方案:酶用量1.64%、酶解温度50.27 ℃、料液比1∶5.06 g/mL、酶解时间4.10 h。为方便操作,将最佳方案调整为酶用量1.6%、酶解温度50 ℃、料液比1∶5 g/mL、酶解时间4 h。经过3次验证后,平均提取率为84.03%,与预测值84.20%无较大差异,由此可知,该模型拟合效果较好,表明最佳方案可靠。
3 结论
试验确定果胶酶为提取油茶籽油最佳酶制剂。通过响应面试验分析,得到最佳方案:酶用量1.6%、酶解温度50 ℃、料液比1∶5 g/mL、酶解时间4 h。经3次验证,最高提取率为84.03%。上述因素对油茶籽油提取率影响顺序为酶用量>酶解时间>料液比>酶解温度。
试验所得油茶籽油可进一步测定其脂肪酸组成,酸值、过氧化值等理化指标,与压榨所得的油茶籽油进行对比分析,为油茶籽油提取方法的多样性提供理论依据。同时,探索油茶籽油与其他油脂进行调和,研究其脂肪酸组成及风味成分,可更好地确定油茶籽油的运用方向。
猜你喜欢
食品工业(2022年3期)2022-11-16
食品工业(2022年2期)2022-03-09
畜禽业(2021年3期)2021-12-04
当代畜禽养殖业(2021年3期)2021-12-03
中国饲料(2021年17期)2021-11-02
农产品加工(2021年8期)2021-05-20
食品界(2017年12期)2018-01-20
食品界(2016年10期)2016-09-10
青少年科技博览(中学版)(2015年4期)2015-07-18
食品工业科技(2014年6期)2014-02-27
