内燃机曲轴扭转疲劳强度试验研究与分析
2022-10-08 00:57丛建臣倪培相吕世杰
中国机械工程 2022年18期
丛建臣 倪培相 孙 军 吕世杰
1.山东理工大学机械工程学院,淄博,255000 2.天润工业技术股份有限公司技术中心,威海,264400
0 引言
曲轴是内燃机中动力传输的核心部件,工作中承受着复杂的弯曲、扭转交变载荷作用。曲轴形状复杂,主轴颈与连杆轴颈的连接过渡圆角、连杆轴颈油孔部位等不可避免地存在着应力集中现象,在各种载荷周期性变化并相互作用下容易引起曲轴的弯曲和扭转变形甚至产生裂纹和断裂[1-3],而且一旦失效往往会引起其他重要机件的毁损,造成严重的后果。
弯曲疲劳断裂和扭转疲劳断裂是内燃机曲轴最主要的两种失效形式。传统的国四及以下排放内燃机爆发压力低,弯曲疲劳失效是内燃机曲轴的主要失效形式[4],因此人们比较重视,对曲轴弯曲疲劳性能进行了大量研究。陈渊博等[5]针对某车用柴油机,在提高爆发压力条件下对曲轴进行了弯曲疲劳试验和仿真分析,通过模拟弯曲疲劳试验对曲轴进行圆角结构优化,提高了曲轴弯曲疲劳强度。CEVIK等[6]对球墨铸铁曲轴进行弯曲疲劳试验和有限元建模,得到了圆角滚压和未滚压条件下的应力与循环次数的关系曲线,最终得出圆角滚压工艺可以显著提高曲轴疲劳极限的结论。丛建臣等[7]研究了曲轴在弯曲疲劳试验时疲劳裂纹的扩展及疲劳失效判定问题,对曲轴弯曲疲劳试验验证起到了非常重要的指导作用。QIN等[4]利用模拟方法研究了淬火过程产生的残余应力对曲轴的疲劳强度的影响,利用临界平面法将残余应力叠加到弯曲应力上,对曲轴截面的疲劳强度进行分析评估,准确预测曲轴的弯曲疲劳强度。而对于曲轴扭转疲劳失效,由于低爆压下失效比例小,加之试验条件的限制,故没有得到足够重视,国内外只针对曲轴扭振方面进行了一定的理论研究与分析[8-9],而关于曲轴扭转失效的实体研究资料较少,刘红福等[10]、冯美斌等[11]、ALDERTON等[12]对曲轴的扭转强度进行过实物研究,但也只局限于球铁曲轴,而且对扭转失效模式和影响扭转强度的因素研究得不全面,不够系统,没有从整体上对曲轴扭转失效模式进行深入分析。
近年来,随着内燃机向高功率、大扭矩方向发展,爆发压力不断增大,同时曲轴结构变得越来越紧凑。在内燃机爆压提高、曲轴结构紧凑的情况下,为了减少曲轴的扭转失效现象,主要通过匹配减振器对轴系扭转振动幅值进行更为严格的控制[13]。匹配减振器后虽然轴系扭转振动强度得到控制甚至有所降低,但由于爆发压力的提高,曲拐所承受的气缸压力产生的激励扭矩以及扭转振动产生的附加扭矩会相应增大,使曲轴扭转疲劳破坏风险增加[14]。在曲轴前期设计及试制过程中发生曲柄臂设计不合理导致疲劳强度达不到内燃机设计要求,在使用过程中经常发生因曲柄臂锻造缺陷、油孔加工不良、轴颈淬火强化等因素导致的曲轴疲劳强度下降,从而引起曲轴扭转断裂。
因此,本文对上述影响曲轴扭转疲劳强度的关键因素进行试验研究,分析曲轴扭转失效的主要原因并提出改进措施,对提高曲轴的扭转疲劳强度具有重要意义和实用价值。
1 曲轴扭振分析
为了研究内燃机爆发压力的提高对曲轴扭转失效的影响,利用有限元法进行了曲轴扭振模拟计算,分析了曲轴在内燃机中不同爆发压力下承受的扭矩变化。
图1是12L排量的某型号六缸内燃机锻钢曲轴不同爆发压力下最大动态扭矩随转速变化的曲线。经计算分析得出,在不同爆发压力下,曲轴最大动态扭矩随转速均呈先增大后减小的趋势,在转速为1500 r/min和1900 r/min时出现两个扭矩峰值。曲轴最大扭矩随爆发压力的增大而增大,在18 MPa爆发压力下曲轴最大扭矩峰值为3740 N·m,在21 MPa爆发压力下曲轴最大扭矩峰值为4380 N·m,爆发压力增大3 MPa,最大扭矩增大了640 N·m,幅度提高了17%。因此,爆发压力的提高使曲轴承受的扭矩大幅度提高,极大地增加了曲轴扭转断裂的风险。

图1 不同爆发压力曲轴最大动态扭矩随转速变化曲线Fig.1 The curve of maximum dynamic torque of crankshaft under different peak pressure
2 曲轴扭转疲劳试验
2.1 扭转疲劳试验定义
曲轴装配到内燃机中后在使用过程中产生的扭转断裂失效无法再现,因此,研究其扭转失效需要利用单件曲轴扭转疲劳试验的形式进行。
曲轴扭转疲劳试验是模拟曲轴在内燃机运转过程中承受交变扭转载荷作用是否发生失效的试验过程。试验时把样件安装在特定工装上,通过专用曲轴疲劳试验机进行反复加载,试验样件在试验过程中未达到规定的循环次数就产生裂纹被定义为疲劳失效。
曲轴扭转疲劳失效是指曲轴在扭转交变载荷作用下循环一定周次后产生裂纹或发生断裂的现象,主要反映了曲轴的抗扭转疲劳能力。曲轴的疲劳失效都是由应力集中引起的,由于各部位应力集中程度的不同,失效位置也会不同,应力比较集中的部位容易首先产生裂纹,引起失效[15]。正常情况下,曲轴的连杆轴颈油孔处是应力最集中的部位,自身有缺陷的曲轴,缺陷部位应力集中程度可能大于连杆轴颈油孔处。因此,曲轴扭转疲劳的主要失效部位一般在连杆轴颈油孔处,很少在其他缺陷部位,如主轴颈与连杆轴颈相连的曲柄臂侧面、连杆轴颈下止点分模面处等。
2.2 试样准备
通过对曲轴使用过程中发生的扭转失效的总结以及曲轴在内燃机中的受力分析发现,曲柄臂设计、材料夹杂、连杆轴颈油孔加工、轴颈淬火情况等对曲轴的扭转失效影响较大[16]。据此,以42CrMoA合金钢材料和QT900-5球墨铸铁材料分别生产一款六缸曲轴毛坯和一款四缸曲轴毛坯,然后经粗加工、热处理、精加工等工序制成表1所列的8种状态的成品曲轴,用于疲劳试验,其中轴颈淬火是指所有主轴颈和连杆轴颈淬火。同时,从试验曲轴上取样,检测两种材料曲轴的金相组织和力学性能,分别见表2、表3。

表1 试样信息及数量Tab.1 The sample information and quantity

表2 试件的金相组织检测结果Tab.2 The examination results of specimen metallographic

表3 试件的力学性能检测结果Tab.3 The examination results of specimen mechanical property
2.3 试验方案
曲轴扭转疲劳试验在进口德国Sincotec公司 POWER TORQUE 40 000 N·m型电磁谐振式曲轴扭转疲劳试验装置上进行,如图2所示。载荷为对称的正弦波,加载频率在60 Hz左右。按照JB/T 12662-2016《内燃机曲轴扭转疲劳试验方法》进行试验。试验前对试验系统的载荷进行标定,标定后试验载荷相对误差不大于1.5%。规定所有试验的循环数为1×107,设定系统的共振频率下降1%,同时试样表面相应的裂纹长度大于20 mm为试样失效。

图2 曲轴扭转疲劳试验装置Fig.2 The crankshaft torsional fatigue test equipment
按照表1中的8种试样状态分别进行疲劳试验。状态1~4的锻钢曲轴采用通过法试验,即所有试样均用固定的试验载荷进行试验,判定试样疲劳强度是否达到该载荷水平。通过法试验的试验载荷以正常合格曲轴在99.9%存活率下的极限疲劳强度为基准,本次试验的该型号曲轴正常合格品在99.9%存活率下的极限疲劳强度为15 kN·m,因此基准试验载荷定为15 kN·m。状态5~8的球墨铸铁曲轴采用升降法试验,即根据上一个试样的试验结果(通过或失效)决定下一个试样的试验载荷水平(升高或降低),直至全部完成试验。试验完成后对数据进行统计分析,利用下式计算50%存活率下的曲轴扭转疲劳强度T:
(1)
(2)
式中,Sri为相邻两级试验载荷的平均值;Si、Si+1分别为出现相反结果的相邻两级试验载荷,i=1,2,…;n为有效数据的对子数目。
疲劳试验完成后,对失效试样进行解剖分析,确定失效原因。
3 试验结果
按照2.3节的试验方案对4种有缺陷的曲轴试样进行扭转疲劳试验,试验载荷为15 kN·m固定载荷。试验得出4种有缺陷试样均发生疲劳失效,失效位置均在曲轴缺陷位置处,疲劳强度低于正常水平,结果如表4所示。
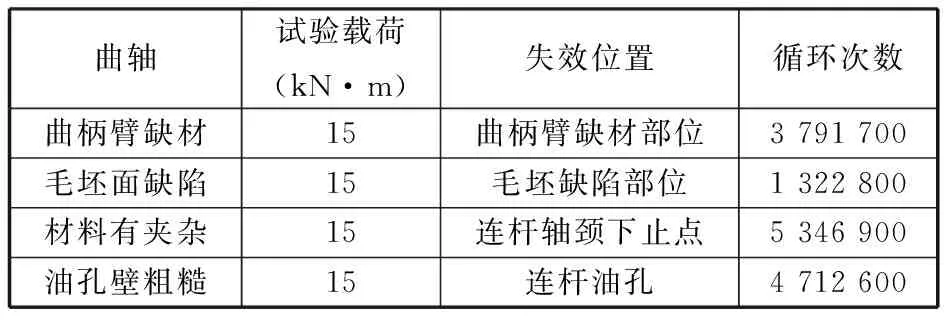
表4 有缺陷曲轴的扭转疲劳试验结果Tab.4 Torsional fatigue test results of defective crankshaft
表5所示为轴颈淬火曲轴的扭转疲劳强度试验结果,利用式(1)计算得出,轴颈淬火曲轴在50%存活率下的扭转疲劳强度为:T=[(4600+4750)/2+(4600+4450)/2+(4600+4450)/2+(4600+4450)/2]/4=4562 N·m。

表5 轴颈淬火曲轴的扭转疲劳试验结果Tab.5 Torsional fatigue test results of quenched crankshaft
按照同样方法计算得出不同表面强化处理工艺和不同油孔加工工艺的球墨铸铁曲轴的扭转疲劳强度,如表6和图3所示。可以看出,无论轴颈是否淬火,球墨铸铁曲轴的扭转疲劳失效位置都在油孔处,失效位置与淬火无关。轴颈淬火使扭转疲劳强度大幅度降低,降低幅度在30%以上。轴颈淬火后进行油孔磨抛可以部分弥补因淬火导致的曲轴扭转疲劳强度降低,但仍不能达到不淬火的水平。对于轴颈不淬火曲轴,油孔磨抛前后的扭转疲劳强度没有发生变化。

表6 不同处理工艺曲轴的扭转疲劳强度Tab.6 The torsional fatigue strength of crankshaft with different treatments

图3 不同处理工艺曲轴的扭转疲劳强度Fig.3 The torsional fatigue strength of crankshaft with different treatments
4 影响扭转强度的因素分析
4.1 曲柄臂设计对扭转疲劳强度的影响
曲柄臂设计缺陷的两个试样扭转疲劳试验失效均在主轴颈与连杆轴颈相连接的曲柄臂处,如图4a所示。由图4b所示的断口形貌分析发现,疲劳裂纹源位于曲柄臂表面,由表面向内部扩展。把断口磨平后制成金相试样,观察断口处的微观组织,发现裂纹源附近夹杂物等缺陷,曲柄臂表面有深度约0.1 mm的轻微脱碳,在正常要求范围内,如图4c所示。曲轴生产加工不是导致其在曲柄臂处扭转失效的主要原因。
(a)疲劳裂纹 (b)断口形貌

(c)裂纹源微观组织(100×)图4 曲柄臂裂纹及断口微观组织Fig.4 The arm crack and fracture microstructure
经有限元计算分析得出,在扭转载荷作用下曲柄臂侧面应力集中最严重,应力集中是由结构设计时缺少材料导致的,与实际试验失效部位吻合,如图5所示。改变曲柄臂处的设计,增加径向尺寸后生产小批量曲轴,再次进行疲劳试验,不再从曲柄臂处失效。由此可见,曲柄臂侧面向内凹陷的结构设计容易导致应力集中,扭转疲劳从此处开裂,降低曲轴扭转疲劳强度。在曲轴设计时,需要进行结构应力分析,确保曲柄臂侧面没有较大的应力集中,提高曲轴扭转疲劳强度。

图5 有限元分析应力云图Fig.5 The stress distribution diagram of FEA
4.2 毛坯表面凹陷对扭转疲劳强度的影响
毛坯表面有缺陷的两个试样在15 kN·m固定载荷下进行扭转疲劳试验,均发生疲劳失效,疲劳强度低于正常水平,失效位置均在曲柄臂的凹槽处,如图6a所示。切割裂纹部位并解剖,发现裂纹源在曲柄臂表面凹陷的字号处,由表面向内部扩展,如图6b所示。

(a)疲劳裂纹 (b)断口形貌图6 曲柄臂扭转疲劳裂纹及缺陷Fig.6 The torsional crack and detect at crank arm
曲柄臂的凹槽容易引起应力集中,在交变扭转载荷作用下,缺陷处应力集中加剧,当应力集中程度超过了材料本身的抗应力水平时便产生了裂纹[17],随着裂纹的不断扩展曲轴发生失效。在曲轴标识的设计和位置选择时,需要设计为向外凸出的标识,避免凹陷标识导致的材料应力集中,同时标识位置尽量选择对强度影响较小的配重铁等部位。
4.3 材料夹杂对扭转疲劳强度的影响
材料有夹杂的两个试样在15 kN·m固定载荷下进行扭转疲劳试验均发生失效,疲劳强度低于正常水平,而且在连杆轴颈下止点处失效。裂纹与曲轴轴向平行,主裂纹较粗较长,横穿整个连杆轴颈,主裂纹两侧有较多锯齿状小裂纹,小裂纹与轴向成45°角交叉扩展,是典型的因扭转力矩产生的剪切裂纹,如图7所示。

图7 连杆轴颈下止点扭转裂纹Fig.7 Torsional crack at bottom dead center of con-rod journal
图8为裂纹部位的夹杂物分布照片,图9为夹杂物能谱图。经检测发现,连杆轴颈裂纹位置恰好是曲轴毛坯分模面处,且裂纹位置有较多的夹杂物,其主要含有硫、锰元素,详见表7。

图8 裂纹附近夹杂物分布(500×)Fig.8 The inclusion distribution near crack

图9 夹杂物能谱图Fig.9 Inclusion energy spectrum

表7 夹杂物能谱成分检测结果表Tab.7 The detection results of inclusion composition by energy spectrum
曲轴分模面是圆棒型钢材开始热模锻成形时多余金属流出形成飞边的中心面。锻件整个形变过程中原材料中心部位的缺陷和夹杂物向分模面汇集而密布于切边处,如图10所示。

图10 曲轴分模面夹杂物分布照片Fig.10 The distribution of inclusions on parting surface of crankshaft
对于锻造可变形的非金属夹杂物,如硫化物和多数硅酸盐等,在分模面沿金属延伸方向而呈片状形式存在;对于锻造不可变形的非金属夹杂物,如氧化物和氮化物等,则在分模面沿金属延伸方向呈面网状形式存在[18]。分模面处过多的夹杂物导致晶粒间的结合力弱,强度降低。在扭转载荷作用下,该处应力集中并提前达到材料的疲劳极限应力,导致裂纹产生并失效。
因此,在曲轴锻件生产过程中,需要提高原材料钢材的纯度,减少圆棒型钢材中心部位的夹杂物含量,同时优化曲轴毛坯锻造方式,使锻造过程中原材料内部夹杂物不流到曲轴轴颈表面,提高曲轴表面的材料强度。
4.4 油孔加工对扭转疲劳强度的影响
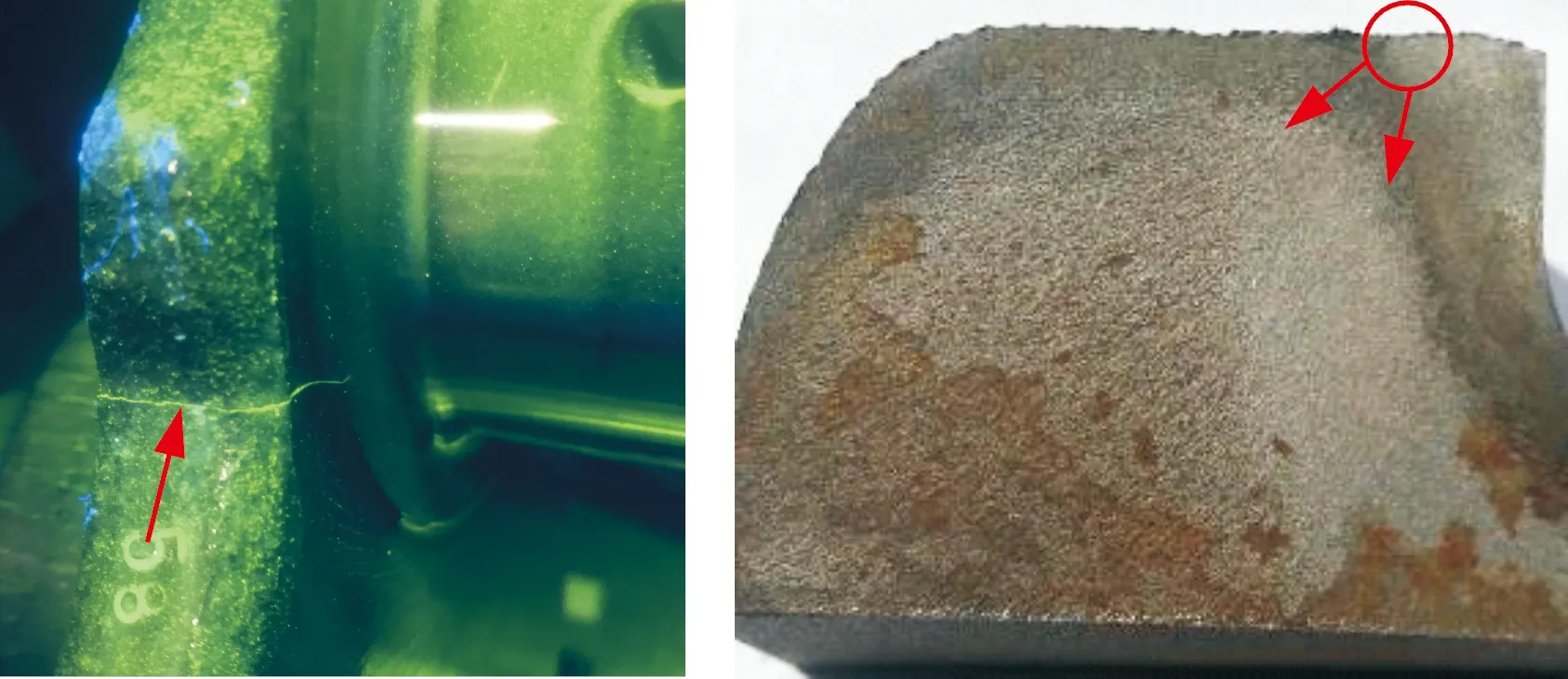
油孔内壁粗糙的两个试样在15 kN·m固定载荷下试验,疲劳强度低于正常水平,失效位置在连杆颈斜油孔处,裂纹方向与轴向约成45°角,如图11a所示。图11b所示为连杆颈裂纹断口形貌。观察发现,裂纹源在斜油孔内壁离轴颈表面约10 mm处,裂纹呈放射状向油孔两侧基体内部扩展,同时发现油孔内壁有明显的比较粗糙的加工刀痕。

(a)连杆油孔裂纹 (b)断口形貌图11 连杆油孔疲劳裂纹及断口形貌Fig.11 The oil crack at pin journal and fracture morphology
图12所示为断口裂纹源附件的金相组织。在断口裂纹源附近切取金相试样,试样经研磨、抛光后用4%的硝酸酒精腐蚀,在光学显微镜下观察其显微组织。裂纹源附近不存在夹杂物,组织为正常的回火索氏体。由此判断,裂纹源的产生不是由夹杂物和组织异常所引起的。

图12 裂纹源金相组织(500×)Fig.12 The microstructure of crack source(500×)
图13为油孔内部裂纹源位置的扫描电镜观察照片。经观察发现,油孔内壁加工刀痕处有明显的微裂纹。在往复试验载荷作用下,微裂纹处产生严重的应力集中,裂纹继续扩展发生疲劳失效。

图13 油孔内壁电镜照片(200×)Fig.13 The SEM micrograph of oil hole inwall(200×)
在曲轴油孔加工过程中,优化合金钻头的涂层,精准匹配润滑油气量,可以减小金属切削摩擦力,同时选用高精度液压夹持钻头刀柄以减小钻头旋转时的挠度,从而提高油孔内壁粗糙度水平,减少因油孔内壁粗糙和微裂纹导致的疲劳失效。
4.5 轴颈表面淬火对扭转疲劳强度的影响
图14所示为轴颈淬火曲轴疲劳失效试样的断口形貌及金相组织。经分析发现,疲劳裂纹源位于油孔内壁,距轴颈表面约8 mm,油孔口处的淬火层深度约为3 mm,裂纹源并不在淬火层内,已远离淬火层,而且失效试样的油孔内壁相对光滑,无明显加工刀痕等缺陷。

(a)试样断口形貌 (b)断口磨削抛光腐蚀后图14 淬火曲轴扭转失效试样断口Fig.14 The fracture of hardening crank torsion failure specimen
图15所示为油孔内壁抛磨前后粗糙度对比情况。经检测对比发现,磨抛后的油孔内壁粗糙度Ra与抛磨前处于同一水平,Ra值均在1.4~1.6 μm之间。由此判断,油孔内壁粗糙度不是影响曲轴扭转强度的主要因素。
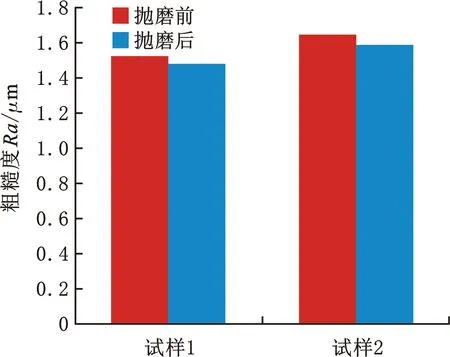
图15 抛磨前后油孔内壁粗糙度对比Fig.15 The roughness comparison of oil hole inwall before and after polished
对试样断口磨平、抛光、腐蚀后按GB/T9441《球墨铸铁金相检验》标准对裂纹源处进行显微组织检验。结果表明:裂纹源处球化组织良好,球化2级,球径大小为5级,如图16a所示,基体组织由珠光体和少量铁素体组成,珠光体片间距很小,组织正常,如图16b、图16c所示。这说明轴颈淬火曲轴疲劳强度低与油孔部位的材料组织没有关系。
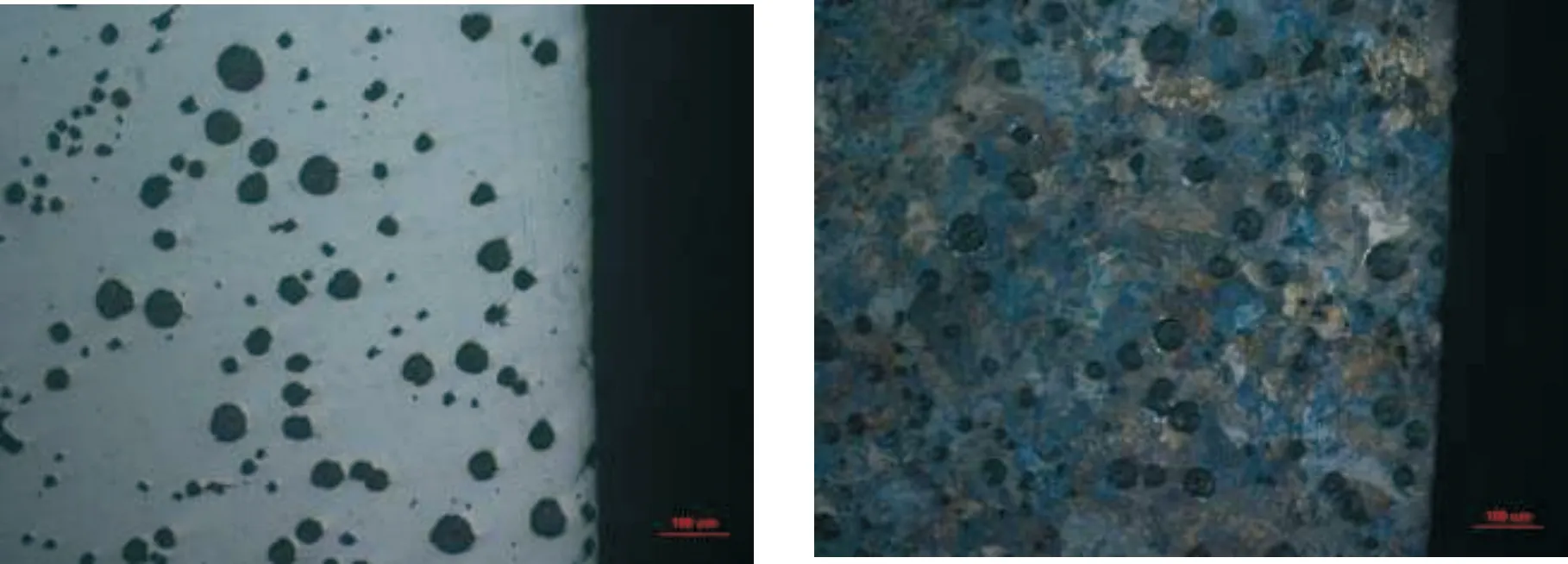
(a)裂纹源球化组织(100×) (b)裂纹源金相组织(100×)

(c)基体组织放大(500×)图16 油孔裂纹源微观组织Fig.16 The microstructure of oil hole crack source
利用Stress-3000(G3)型X射线衍射仪测量曲轴油孔内壁的残余应力,检测结果见图17。不磨油孔的试样在距油孔口6 mm处的油孔内壁存在100 MPa左右的拉应力,抛磨油孔试样的油孔内壁为-300 MPa左右的压应力,油孔抛磨前后的内壁残余应力变化很大。
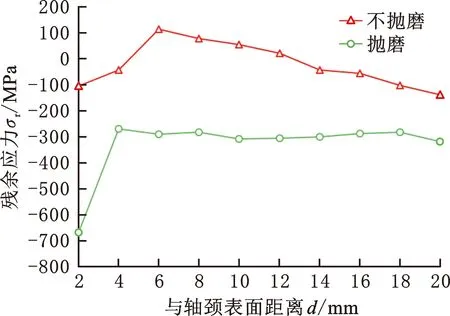
图17 抛磨与不抛磨油孔内壁残余应力Fig.17 The residual stress of oil hole inwall between polished and non-polished
上述试验结果分析表明,影响曲轴扭转疲劳强度的最大因素是轴颈淬火,主要原因是淬火过程中在曲轴油孔内壁淬火层以下某一区域由于热影响形成了一定的拉应力,当外加应力载荷与油孔自身拉应力叠加超过材料强度极限时,引起材料提前开裂,导致曲轴疲劳强度降低[19]。
5 结论
(1)随着内燃机爆发压力的提高,曲轴扭转振动增大,扭矩增大。六缸内燃机爆发压力由18 MPa提高到21 MPa,扭矩增大17%。
(2)曲轴扭转疲劳失效主要在连杆油孔、曲柄臂和连杆轴颈三个位置。连杆油孔是曲轴扭转疲劳失效最常见部位,裂纹源一般在油孔内壁距轴颈表面约8~10 mm;曲柄臂失效主要由曲轴设计缺材和毛坯表面缺陷导致;连杆轴颈失效主要由连杆轴颈分模面存在材料疏松缺陷导致。
(3)曲轴轴颈表面感应淬火使油孔内壁某一区域形成了一定的拉应力,降低了曲轴的扭转疲劳强度,强度比不淬火曲轴降低约30%。油孔内壁抛磨工艺可使轴颈表面淬火曲轴的扭转疲劳强度提高25%以上。
猜你喜欢
农业装备与车辆工程(2022年5期)2022-10-31
金属热处理(2022年9期)2022-10-21
金属热处理(2022年4期)2022-04-19
大型铸锻件(2022年2期)2022-04-08
大型铸锻件(2022年1期)2022-02-12
科技创新与品牌(2020年5期)2020-06-15
学校教育研究(2020年11期)2020-06-08
公务员文萃(2014年7期)2014-09-21
中国自行车·骑行风尚(2014年2期)2014-05-07