
尾灯电镀装饰条注射模设计
2022-09-25 06:38:24蒋燕邓集华方迪成
模具制造 2022年8期
蒋燕,邓集华,方迪成
(1.汕头职业技术学院,广东汕头 515078;2.广州市交通运输职业学校,广东广州 510440)
1 引言
尾灯电镀装饰条塑件是汽车尾灯上的重要零件,如图1所示。根据塑件使用要求,塑件B面设计了两个卡扣结构,为了方便塑件后续电镀时容易悬挂,在B面需增加电镀工艺挂角,塑件在电镀后其表面缺陷会进一步放大,气痕就是其中之一。为了解决此问题,将采用滑块式进胶,这些结构将增加塑件成型的难度。本例中,通过设置斜顶、滑块等抽芯机构及直顶顶出机构解决塑件成型和脱模的问题。
2 塑件结构工艺分析
图1所示尾灯电镀装饰条材料为ABS(牌号:锦湖日丽710),该材料的密度为1.04g/cm3,收缩率为0.4%~0.7%,模具成型温度范围为60℃~80℃,熔体温度范围为220℃~250℃。塑件的外形尺寸为163.1×29×44.2mm,塑件平均壁厚3.5mm,厚度最薄处为加强筋处0.63mm。塑件成型后要求表面光亮、无毛刺,卡扣无损伤、卡接力达到预定目标值,且要有良好的耐热性、高光泽、高刚性、尺寸稳定性和抗老化等特性。考虑到模具大批量生产的结构稳定性及控制模具制造成本,图1中卡扣1、卡扣2通过常规斜顶抽芯方式来成型,电镀挂角将采用直顶的方式来成型。

图1 尾灯电镀装饰条
3 模具设计要点
3.1 浇注系统设计
由于型腔的设置与浇注系统排布密切相关,综合塑件产量、外观尺寸及注塑机台注射容量等因素,将模具确定为一模两腔(左右件对称排布)。综合考虑塑件表面要电镀,外表面不允许在有浇口痕迹,同时考虑便于抽芯、批量生产、模具结构的需要,设计了如图2所示浇注系统。
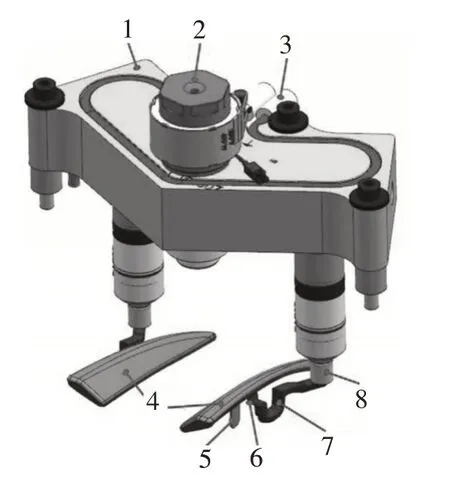
图2 型腔布局及浇注系统
图3所示的开放式热流道转冷流道大水口滑块式搭底浇口一点进胶(一个塑件一点)的浇注系统。主流道采用热流道系统,直径为φ12mm;分流道采用普通U形截面流道,宽为8mm,高为6mm,浇口端面尺寸为12×1.4mm。开模时,浇注系统凝料随塑件一起移动,再进行二次修剪去除浇口。
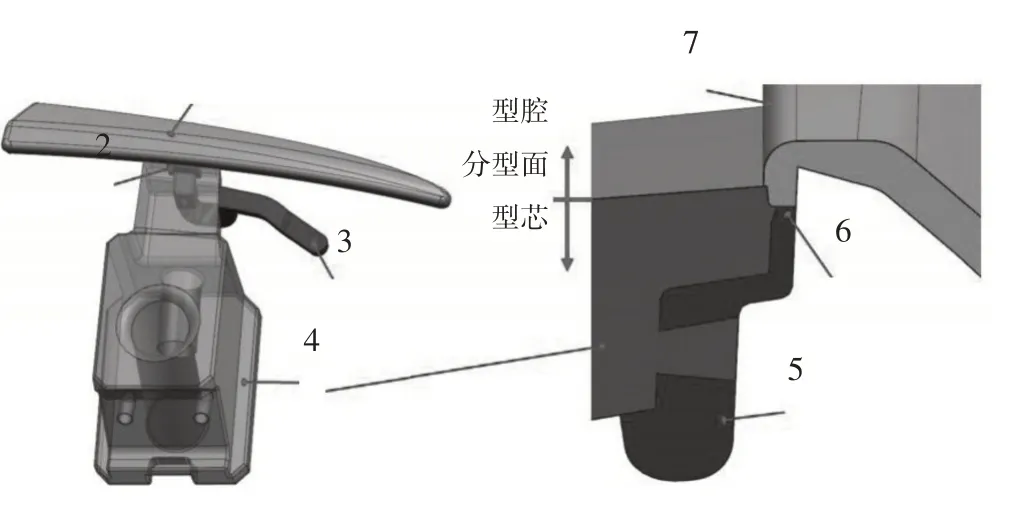
图3 滑块式浇口
3.2 成型零件设计
成型零件主要包括型腔、型芯、滑块、动模镶件、直顶、斜顶、顶杆等。此模为整体式设计即型腔在定模板上,型芯在动模板上,型腔、型芯成型塑件的主体部分,滑块成型浇口处部分,斜顶成型卡扣处部分,直顶成型电镀挂角处部分,动模镶件成型与斜顶相配处部分(便于卡扣部分加工及模具排气),顶杆成型塑件末端部分(便于末端排气)。采用UG12的模具设计模块进行分模,最终的分模图如图4所示,型腔、型芯详细图如图5所示。
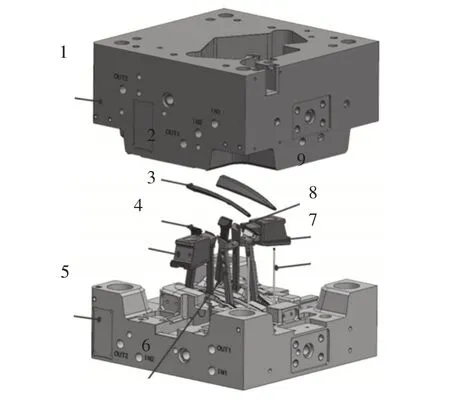
图4 成型零件分模图
依据塑件的生产批量、使用及表面要求,型腔采用预硬模具钢SF-2050,出厂硬度为38~42HRC,可以选择做表面火焰淬火,硬度可达60~63HRC,淬硬深度达3mm。此钢材具有易于硬化、加工和便于模具生产过程中维护等特点,具有优良的抛光性能、机械加工性能及焊接性能,良好的韧性、耐磨性、蚀纹性和抗回火性。良好匹配的化学成分保证了其整体硬度均匀性和截面硬度差异小,高硬度且硬度非常均匀,非常适合表面需要电镀的塑料模。型芯及动模镶件选用切削加工性能良好、焊补性能及抛光性能佳且性价比高的预硬模具钢P20,出厂硬度为28~34HRC。滑块、斜顶及直顶均采用H13,H13是热作模具钢,具有高淬透性,较低热处理变形率,同时具有良好的韧性、耐磨性、机械加工性能以及优良的抗热疲劳能力,用此材料可保证滑块、斜顶及直顶的耐磨性及抗热疲劳能力。顶杆采用SKD61,能有效保证顶杆具有高强度、高韧性及高耐磨性。

图5 型腔、型芯
3.3 模具整体布局结构设计
模具采用两板开放式热流道卧式模具结构,设计的模具整体外观结构如图6所示。
针对尾灯电镀装饰条的形状结构,设计模具整体结构如图7、图8、图9、图10、图11所示。
滑块抽芯结构主要由斜导柱压块6、斜导柱7、耐磨块9、滑块10、限位螺丝11、弹簧12、耐磨块13及滑块压块53组成,如图12所示。斜导柱7穿过斜导柱压块6固定在型腔2上,耐磨块9固定在滑块10上,铲机为原身结构,滑块10限制在耐磨块13及滑块压块53之间,耐磨块13及滑块压块53均固定在型芯14上。
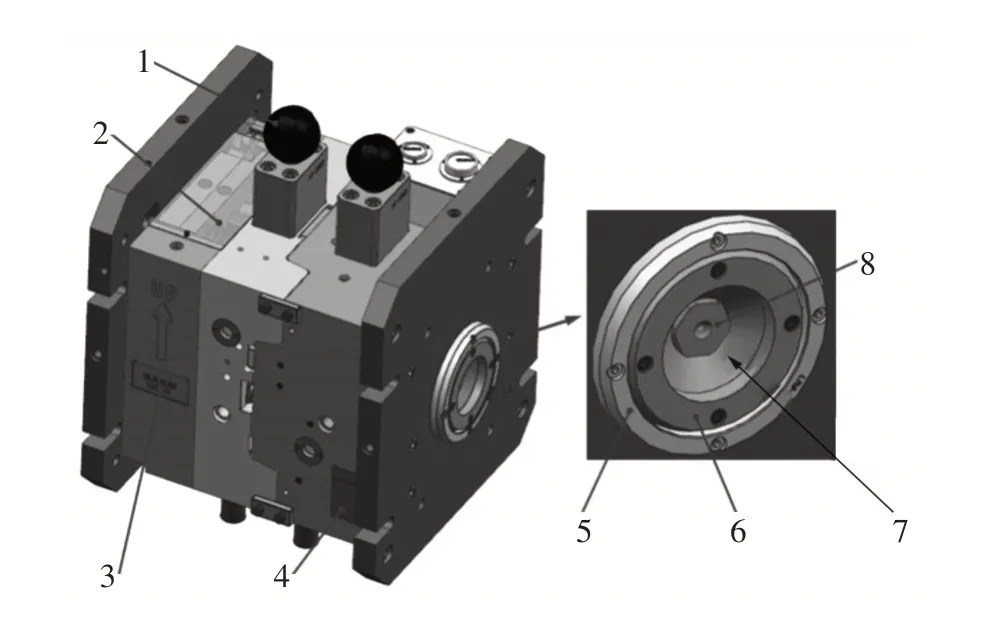
图6 模具外观结构3D图

图7 模具剖面结构图Ⅰ

图8 模具剖面结构图Ⅱ
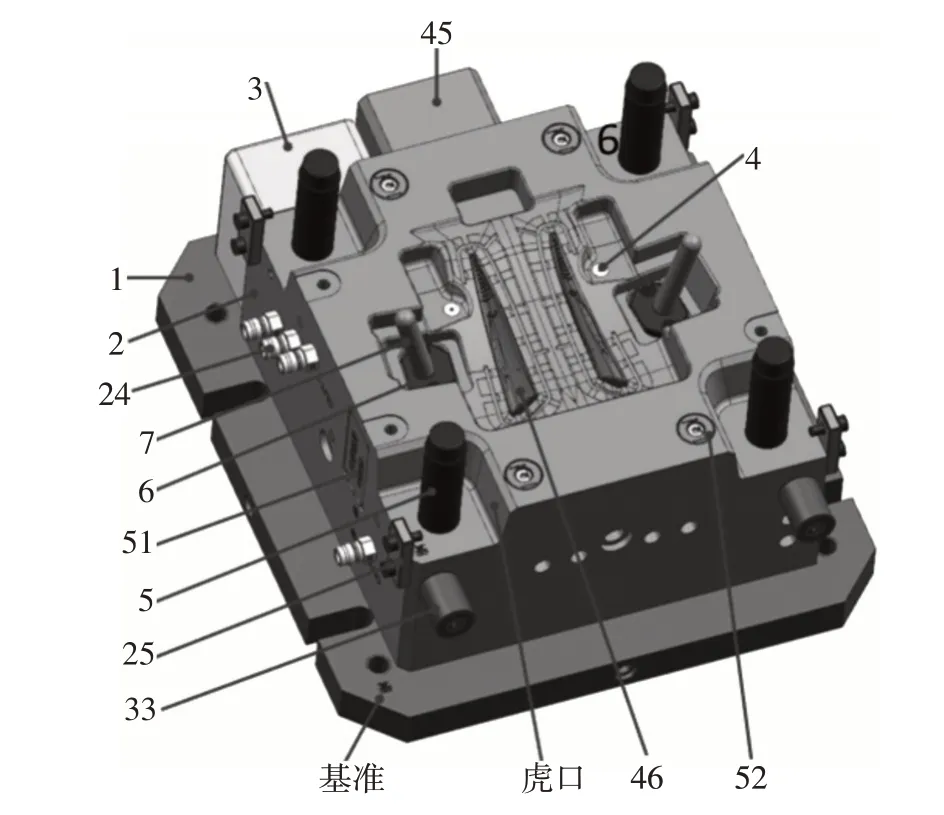
图9 定模侧结构图

图10 动模侧结构图

图11 顶出、复位装配结构3D图
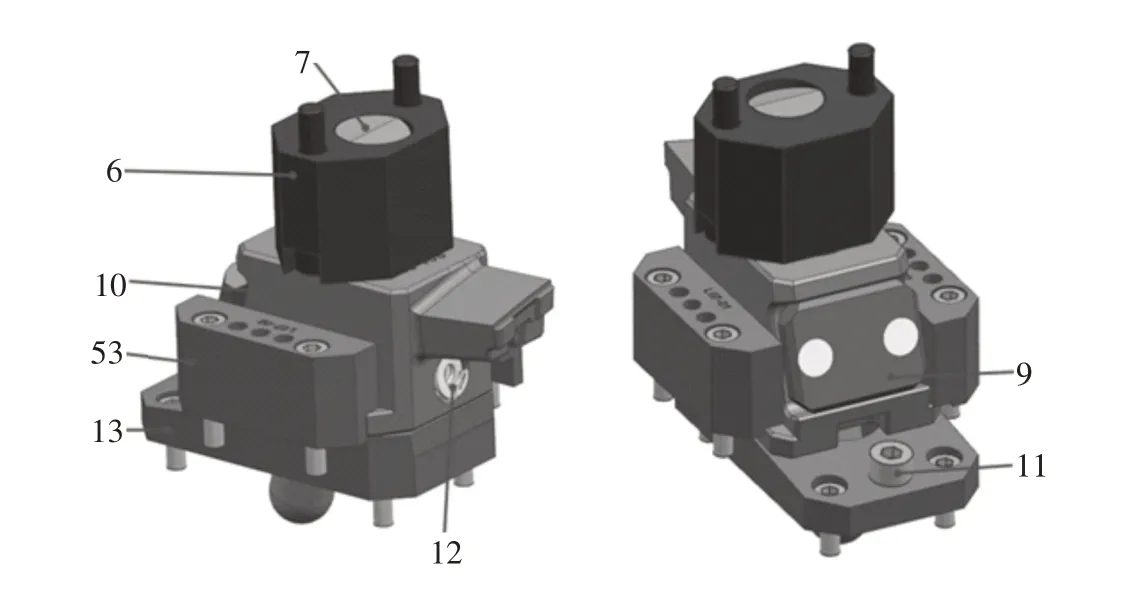
图12 滑块结构3D图
斜顶抽芯结构主要由斜顶34、49、斜顶导向块37、万向头41、导滑片42及斜顶座43组成,如图13a所示。斜顶34、49穿过型芯14及斜顶导向块37固定在万向头41上,万向头41穿过导滑片42限制在斜顶座43的卡槽中,斜顶座43固定在顶杆板上17、18。
直顶结构主要由直顶26、直顶导向块27组成,如图13b所示。直顶26穿过型芯14及直顶导向块27固定在上顶杆板17上。

图13 直顶及斜顶结构3D图
3.4 其它系统设计
(1)导向、定位系统设计。
由于尾灯电镀装饰条形状复杂,表面质量要求较高,使得模具结构较复杂,为了确保塑件的配合公差以及后续生产中合模准确和长期使用后的维修便利,采用由导柱导套、1°耐磨块及5°虎口构成的导向与定位系统,如图14所示。它能实现模具在生产过程中快速、精确导向,保护塑件A面,也能防止模具长期使用后因磨损而导致的错位。
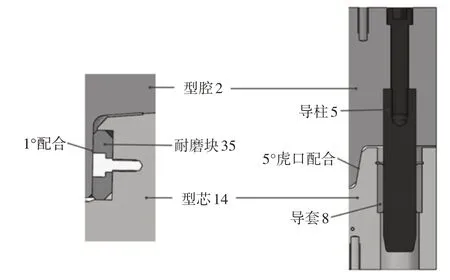
图14 导向与定位结构示意图
(2)排气系统设计。
利用分型面、顶杆孔、滑块、斜顶、直顶及镶件等零件与型腔等配合间隙排气,不再专门设计排气系统。
(3)冷却系统设计。
本模具在型腔2与型芯14上布置循环冷却水路,如图7、图8所示,可以实现型腔各处均匀冷却,缩短成型周期,提高塑件表面质量。
4 模具工作过程
开模时:模具在注塑机开模力作用下,动、定模分开,滑块10在斜导柱7及弹簧12的作用力下移动,持续开模,直到在限位螺丝11的限制下完成抽芯。接着注塑机的顶棍推动顶棍柱31向上运动,顶杆板跟随向上运动,在顶杆板上的顶杆开始向上运动;固定在顶杆板上的斜顶座43推动万向头41在导滑片42的作用下在斜顶座43的卡槽中滑动,在斜度的作用下万向头41推动斜顶34沿着斜顶导向块37移动,把顶杆板的沿模具轴线方向的单一直线运动转化成斜顶的沿模具轴线方向及与该方向垂直的横向运动(另一斜顶49也进行同样的抽芯动作);固定在上顶杆板上的直顶26也同时沿着直顶导向块27开始向上运动;复位杆16上的弹簧15在顶出力的作用下向上压缩;与此同时在顶杆48、58、直顶26及斜顶34、49的顶出力的作用下,塑件46开始脱离型芯14。模具继续顶出,直到在限位块29的限制下模具完成预定顶出距离(斜顶34、49也在此过程中完成了抽芯动作),机械手将附着在直顶26上的塑件46取出。
合模时:在开模状态下,注塑机上的顶棍回收,压缩状态下的弹簧15释放回弹,顶杆板跟随回位,并带动固定在其上的顶杆48、58、斜顶34、49、直顶26、复位杆16等部件回位;在注塑机的合模力的作用下,动模部分向回运动,滑块10在斜导柱7的拨力下开始压缩弹簧12前进回位;继续合模,直到压缩弹簧15回位,型芯14及型芯上的平衡块36开始与型腔2的端面接触闭合,直到实现分型面闭合,滑块10、直顶26、斜顶34、49同时复位。
5 结论
在完成尾灯电镀装饰条注射成型工艺分析与模具设计过程中,通过对尾灯电镀装饰条塑件结构的分析,在统筹考虑浇口位置、大批量生产、模具布局及A面电镀要求等的特定情形下,拟定了采用开放式热流道转冷流道大水口滑块式搭底浇口一点进胶(一个塑件一点)的浇注系统方案。该案例具有一定的实用性,解决了塑件内部多个卡扣的限制,使用滑块式进胶解决了电镀件表面缺陷难以消除的问题,也解决了塑件电镀时不便于悬挂的问题,对类似塑件的模具设计具有一定借鉴作用。
猜你喜欢
科学技术创新(2023年25期)2023-11-20 11:00:02
机械工程师(2022年11期)2022-11-21 06:40:34
模具工业(2022年6期)2022-06-20 13:25:24
中国特种设备安全(2021年5期)2021-11-06 05:09:50
模具技术(2021年5期)2021-10-13 09:00:58
锻造与冲压(2020年13期)2020-07-09 06:56:24
汽车维护与修理(2019年22期)2019-12-30 08:04:02
模具制造(2019年9期)2019-10-26 03:03:34
模具制造(2019年12期)2019-03-06 12:42:02
汽车零部件(2018年12期)2019-01-15 03:46:46
