
基于NX的白车身弧焊自动虚拟评估方法研究
2022-08-26 03:03王建军季振卿徐洪娟
机械工程师 2022年8期
王建军,季振卿,徐洪娟
(上汽通用汽车有限公司整车制造工程,上海 201201)
0 引言
轿车的白车身是利用各种连接工艺将不同的钣金零件、总成拼装在一起得到的。目前的主要连接工艺是电阻点焊。因为车身钣金零件多,结构及匹配关系复杂,导致不是每个搭接边都可以通过电阻点焊来实现不同零件间的连接。在这种情况下,弧焊作为一种连接工艺,受焊接可达性限制小,因此应用于白车身钣金零件的连接。既然弧焊作为一种连接工艺,那么在产品同步工程阶段就要对该工艺相关的产品设计进行虚拟评估,提前识别可制造性问题。如果在实车验证阶段才发现此类问题,将对项目的实施周期及成本产生较大的影响。
对于电阻点焊工艺的可制造性已经有了比较成熟的自动虚拟评估手段和工具,而对弧焊工艺的可制造性来说,目前还是通过人工检查的方式进行虚拟评估,这样做不但效率低,而且还有遗漏问题或出错的风险。
为了提高弧焊虚拟评估的效率和质量,本文将基于NX进行二次开发,提出一种实现弧焊工艺自动虚拟评估方法并给出应用实例。
1 白车身弧焊工艺介绍
1.1 白车身弧焊工艺
根据白车身的结构特点,应用比较多的弧焊接头主要有Lap-trim和Lap-slot两类,其具体形式如图1所示。这两种弧焊接头形式基于白车身不同区域的结构设计又分为2层板接头和3层板接头。
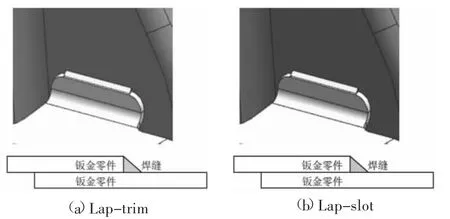
图1 白车身弧焊接头形式
1.2 白车身弧焊可制造性的主要评估内容
结合弧焊工艺的特点,以及车身结构强度的要求等,针对白车身弧焊的制造要求主要有:1)连接板材的牌号是否包含在标准库中;2)连接板材的厚度是否符合要求;3)连接板材的板厚比是否满足要求;4)单段焊缝长度是否满足要求;5)接头尺寸(翻边、搭接边宽度)是否满足要求,如图2所示。
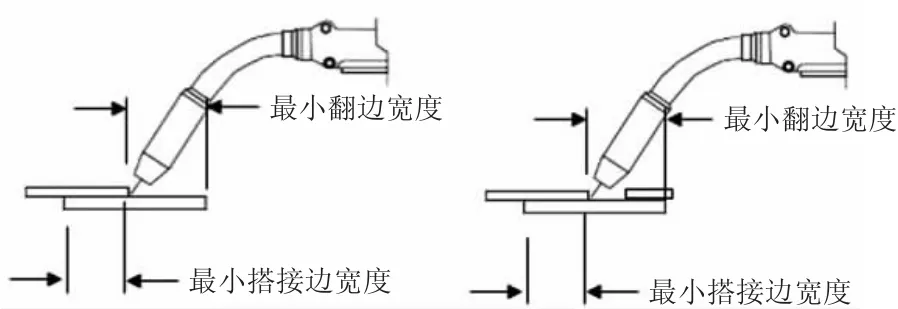
图2 弧焊接头尺寸
目前弧焊的可制造性主要是通过人工检查来完成的,包括零件信息的提取、板材牌号检查、相关断面的截取及测量、设计信息与标准的对比、评估报告的创建等。
2 弧焊工艺可制造性自动虚拟评估方法
2.1 自动虚拟评估开发工具
NX作为一个成熟的产品设计软件,广泛应用于车身结构设计领域,所以本文将NX作为平台,通过二次开发,开发出集成于该平台的弧焊工艺可制造性虚拟评估工具。
NX/OPEN是一些NX开发工具的总称,其NX软件是由NX/Open API、NX/Open GRIP、NX/Open MenuScript及NX/Open UIStyler四部分所组成。
本系统选用NX/Open API作为开发工具。NX/Open API又称User Function,是一个允许程序访问并改变NX对象模型的程序集。NX/Open API可以对NX的图形终端、文件管理系统和数据库进行操作,封装了近200个NX操作的函数。
2.2 自动虚拟评估的流程
自动虚拟评估工具开发的主要目的是:将弧焊工艺可制造性评估工作由人工识别、检查和判断改为由评估工具自动完成,其流程如图3所示。

图3 弧焊自动虚拟评估流程
从图3中可以看出,自动虚拟评估工作主要分两步:设计信息的自动获取,可制造性的自动评估。设计信息包括焊缝关联零件、关联零件材料、关联零件料厚、焊缝长度、零件搭接关系、最小搭接边宽度、最小翻边宽度等;可制造性的自动评估是指根据获取的设计信息,以标准库数据、设计标准、可制造性评估准则为依据,自动评估焊缝接头设计是否符合要求,并输出评估报告。
2.3 设计信息的自动获取
弧焊焊缝接头相关的设计信息主要分为两类:直接信息和间接信息。可制造性评估内容和设计信息的对应关系及其获取方式如表1所示。
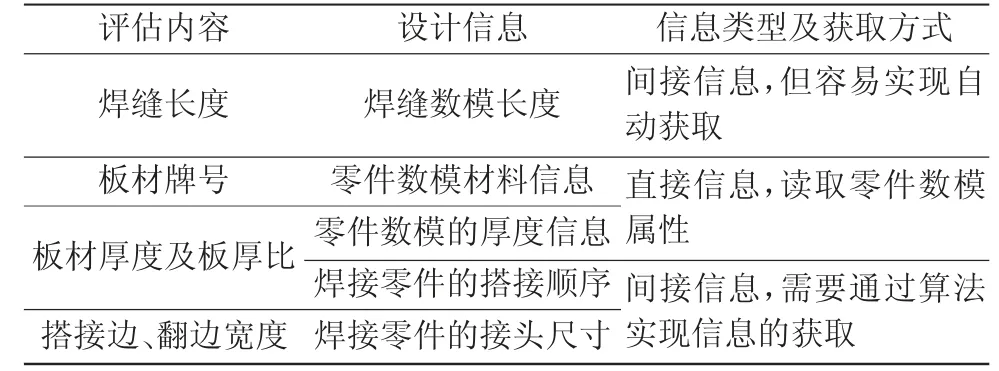
表1 弧焊可制造性评估和设计信息的对应关系及获取方式
直接信息在产品设计阶段已经被添加在焊缝和零件数模的属性中了,容易实现自动获取。
间接信息(除焊缝长度)无法从设计信息中直接自动获取,该信息的获取是实现自动虚拟评估的关键点和难点。
本文研究出一种通过断面实现间接信息自动获取的方法。其基本流程如图4所示。
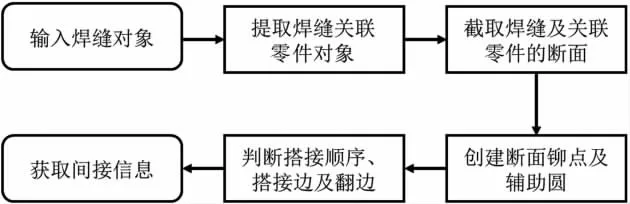
图4 自动获取间接信息的基本流程
根据目标焊缝的数模可生成截取焊缝接头断面的平面,这里将该平面定义为过焊缝长棱线中点并和棱线垂直的面,通过该平面分别对焊缝及其关联零件进行断面的截取,断面如图5所示。分别截取的目的是将焊缝和零件的断面线创建成不同的对象,对象的类型为Curve。图5中包含3个Curve对象:焊缝S、零件P1和零件P2。
在断面生成后,本文开发了一种获取焊缝接头间接设计信息的算法——交点法,该算法主要由以下3个步骤构成。
1)创建铆点。根据设计规范,弧焊的断面需设计成直角三角形,这里将直角边的交点定义为铆点P(如图6)。
2)搭接顺序识别。如图6所示,以铆点P为圆心,创建一个辅助圆,该圆的直径为焊缝关联零件中最小板厚的0.8倍,这样设定直径的目的是确保此圆和各零件Curve只有2个交点。如果是3层板搭接,则该圆只和最下面2层板各有2个交点,没有和该圆相交的Curve即为T1。然后比较该圆和各零件Curve交点连线(AC′、BC)的长度,连线长度最长(BC)的Curve对应的零件即为T2(如果是3层板连接,该Curve即为T3),另一个零件为则T1(如果是3层板连接,该Curve即为T2),由此便能识别出零件的搭接顺序。识别搭接顺序是判断板厚比的关键。
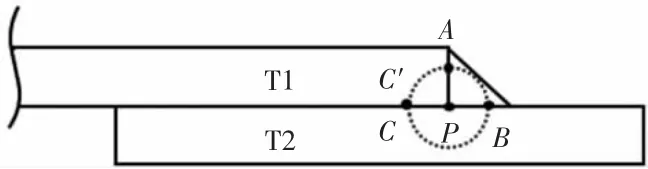
图6 交点法判断搭接顺序
3)搭接边及翻边宽度。以铆点P为圆心再创建一个辅助圆,其半径为3 mm或4 mm,这2个尺寸分别对应Lapslot、Lap-trim接头对搭接边和翻边宽度的最低要求。因为实现Lap-slot接头搭接边和翻边宽度是否满足要求的自动判断更为复杂,所以这里以该接头为例进行说明。如图7所示,生成辅助圆后,先对它与Curve T2进行求交,然后分别求出各交点和零件Curve T1及焊缝Curve S的距离;因为该圆和T2可生成4个交点L、F、J、K,所以图7(a)和图7(b)接头的翻边宽度是满足要求的;又因为图7(a)中L点和图7(b)中的F点与T1的距离都为0,但L点与S的距离Si等于辅助圆的半径,而F点与S的距离小于辅助圆的半径,由此可推断出L点是搭接边上的点,即搭接边的宽度满足要求。从而通过交点法便可判断出搭接边和翻边的宽度是否满足要求。

图7 交点法判断搭接边及翻边宽度
图8是利用交点法进行焊缝接头搭接边和翻边宽度判断的流程。如图9所示,以Lap-slot接头为例,列出了不同设计结果下辅助圆与接头断面的相交情况,其中包括不符合要求的设计。对于3层板搭接边和翻边宽度的判断,只需考虑接头处焊缝关联的最下面2层板材,评估流程2层板的完全相同。

图8 搭接边及翻边宽度判断流程
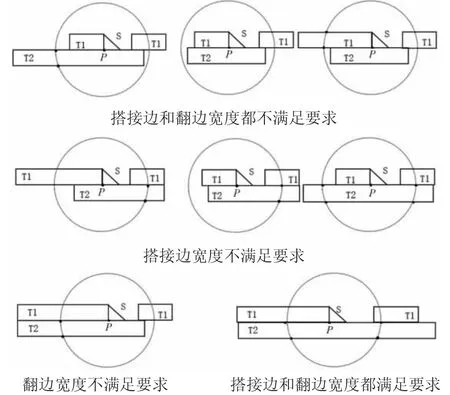
图9 Lap-slot接头可能存在的设计断面
2.4 自动评估及结果输出
在获取了焊缝的设计信息后,需要根据相关标准对焊缝接头设计进行评估,并输出评估结果。结合需处理的数据量、对评估效率的要求、后期数据维护的便利性及二次开发的复杂度等方面的考虑,本文利用了Excel文件存放后台数据,其中包含了根据标准制定的判断准则、标准钣金材料库及评估结果的输出模板(如图10)。自动评估时,在评估工具自动获取设计信息后,可自动根据判断准则评估焊缝的接头设计是否符合要求,并将相关设计信息及评估结果写入输出模板,从而完成弧焊可制造性的自动虚拟评估。

图10 自动评估结果输出模板
3 应用实例
以图11所示车身焊缝为例,利用弧焊自动虚拟评估工具对白车身典型的焊缝接头S1进行评估。评估工具集成在NX二次开发的菜单中,在打开评估工具后,首先选择接头类型,只需选取弧焊焊缝的一条长棱线,该工具便可对弧焊接头可制造性进行自动评估了,并最终自动生成评估结果。

图11 弧焊自动虚拟评估实例
4 结语
本文通过研究白车身弧焊工艺自动虚拟评估的实现方法,基于NX的二次开发,开发了白车身弧焊工艺自动虚拟评估工具。利用该工具,只需选中被评估焊缝数模就能完成对弧焊接头可制造性的自动虚拟评估并自动输出评估结果,大大提高了虚拟评估的效率,也保证了评估结果的准确性。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
建材发展导向(2019年11期)2019-08-24
学生导报·东方少年(2019年7期)2019-06-11
数学学习与研究(2017年11期)2017-06-20
青年时代(2017年3期)2017-02-17
人生十六七(2015年5期)2015-02-28
理科考试研究·高中(2014年3期)2014-04-10
销售与市场·管理版(2009年21期)2009-09-03
