
橡胶含量对混杂纤维增强橡胶基复合材料中低速摩擦学性能影响*
2022-08-26 03:24陈少华祝金明尹彩流王秀飞蒙洁丽黄彦维
润滑与密封 2022年8期
陈少华 祝金明 尹彩流 王秀飞,3 蒙洁丽 孙 辉 黄彦维
(1.广西民族大学材料与环境学院 广西南宁 530006;2.广西民族大学摩擦材料研究所 广西南宁 530006;3.北京优材百慕航空器材有限公司 北京 100095)
橡胶基复合材料具有柔韧性好、成本低廉和制动噪声低的优点,在交通运输、货物传送和家电行业中广泛应用[1-3]。橡胶基复合材料作为摩擦材料时要求在不同的湿度和温度条件下,满足摩擦因数稳定性高、磨损率低的技术要求。比如,应用在洗衣机离合器中的橡胶基刹车带,其摩擦因数稳定度要求大于90%,且经15 000次的制动测试后无尖锐的噪声。
用于家电行业的橡胶基刹车带产生的低频和高频制动噪声,会影响安静、舒适的生活环境[4]。制动噪声产生的原因很多,包括系统的刚度、制动压力、材质和环境条件[5]。环境的变化造成了摩擦力矩的变化[6],是噪声产生的原因之一。赵洪玲等[7]介绍噪声的产生机制、分类及影响因素,通过设计胎面花纹形式、节距种类及排列顺序降低了轮胎噪声。在不同的环境中,保持材料性能稳定也是研究重点。李勃等人[8]研究了不同含量的丁腈橡胶对摩擦材料力学性能和摩擦磨损性能的影响,结果表明增加丁腈橡胶的含量可以提高摩擦因数的稳定性。陈晨等人[9]研究了橡胶含量对摩擦材料摩擦磨损性能、磨损机制和热性能的影响,结果表明当橡胶含量较高时,对偶盘的磨损较小,但黏着磨损与磨粒磨损特征比较明显,分解温度随橡胶含量的增加而下降。
橡胶含量会影响橡胶大分子自由基[10-11]和交联键数量[12]。因此,橡胶含量对橡胶基复合材料的摩擦磨损性能、物理性能及成本有重要的影响。但是橡胶含量对混杂纤维增强橡胶基复合材料中低速 (300~1 000 r/min)下摩擦学性能影响的研究文献较少。
本文作者设计了一种在中低速和干湿环境下具有合适的摩擦因数和高的摩擦因数稳定度的混杂纤维增强橡胶基复合材料配方,并系统地研究橡胶含量对材料物理性能、力学性能和中低速摩擦性能的影响。
1 试验部分
1.1 原料与试剂
丁腈橡胶,兰州石化分公司生产;丁苯橡胶,吉林石化分公司生产;氧化锌、硬脂酸,山东德彦化工有限公司生产;硫磺,天津市大茂化学试剂厂生产;N-环己基-2-苯并噻唑次磺酰胺,湖北双焱化工有限公司生产;鳞片石墨,内乡县瑞鑫高温复合材料制品有限公司生产;古马隆树脂,东莞市富泰橡胶有限公司生产;碳酸钙晶须,创博矿产有限公司生产;可溶性陶瓷纤维,山东鲁阳节能材料股份有限公司生产;短切碳纤维,南通翔盛有限公司生产;芳纶纤维,河北灵巧化工有限公司生产;纤维素纤维,临沂鑫盛摩擦材料有限公司生产;炭黑,河北灵巧化工有限公司生产。
1.2 仪器设备
XK-150型开炼机、MN50T型平板硫化机,青岛亚东机械集团有限公司生产;海瑞特SHR-10A高速混合机,张家港市海瑞特机械有限公司生产;CP-25冲片机,河北沧州试验仪器厂生产;MDR-2000智能无转子硫化仪,无锡市蠡园电子化工设备有限公司生产;DHG-9146A电热恒温鼓风干燥箱,上海精宏实验设备有限公司生产;JDL-5000N计算机控制电子万能试验机,杨州市天发试验机械有限公司生产;LX-A邵尔硬度计,江苏天惠实验机械有限公司生产;MM1000-Ⅲ 摩擦材料性能试验机,西安顺通机电应用技术研究所生产;EVO18扫描电子显微镜(SEM):德国卡尔·蔡司股份公司生产。
1.3 材料制备
橡胶基复合材料配方中包括黏结剂、增强纤维、摩擦性能调节剂、填料等,碳酸钙晶须对产品性能参数影响最小,充当填料调节配比,其组成(质量分数)如表1所示。

表1 橡胶基复合材料的配方 (质量分数) 单位:%
首先按表1配方对各材料进行混炼,包括一段混炼和二段混炼。一段混炼在开炼机上进行,开炼时辊筒初始温度为20~30 ℃,前辊转速为24 r/min,后辊转速为33 r/min。混炼工艺为:首先加入质量分数22%~30%的橡胶塑炼2 min,然后加入质量分数5%的古马隆树脂混炼2 min,接着加入质量分数25%的混合纤维(提前把各种纤维用混料机混合均匀)混炼5 min。混炼过程中通冷却水,控制炼胶温度不超过 50 ℃。
一段混炼胶停放2 h后进行二段混炼。二段混炼仍在开炼机上进行,工况参数与一段混炼相同。混炼工艺为:首先加入一段混炼胶混炼2 min,然后加入质量分数38%~46%的混合填料(提前把各种填料在混料机中混合均匀)混炼3 min,接着加入质量分数1%的硫磺和1%的促进剂CZ,混炼2 min。混炼过程中通冷却水,控制炼胶温度不超过50 ℃。按表1配方,将制得的橡胶质量分数为22%、24%、26%、28% 和30%的复合材料,分别记为R22、R24、R26、R28和R30。
二段混炼胶停放 24 h后用平板硫化机硫化,硫化温度和时间分别为 160 ℃ 和 (t90+0.5) min。
1.4 测试与表征
1.4.1 硫化特性及硬度测试
采用硫化仪进行橡胶硫化特性曲线的测定,温度160 ℃,测试依据GB/T 16584—1996《橡胶 用无转子硫化仪测定硫化特性》。
依据 BSISO48-4:2018测定硫化胶的硬度。
1.4.2 吸水性能测试
把样品切割成25 mm×25 mm的正方形,用打磨机打磨样品表面,用电子天平称量其质量,记为m1;将样品在清水中浸泡5天,取出后用无纺布吸干表面清水,用电子天平称量其质量,记为m2。按公式k=(m2-m1)/m1计算样品吸水率。
1.4.3 摩擦磨损性能测试
制备的样品在MM1000-Ⅲ型摩擦磨损试验机进行干燥和潮湿情况下的摩擦磨损试验。试验样品尺寸为25 mm×25 mm×2 mm,对偶盘为合金钢,硬度为30~37HRC,尺寸为φ125 mm×φ52 mm×7 mm。测试条件:压力为0.3 MPa,转速分别设定为520、720、920 r/min,惯量为0.1 kg·m2。试验摩擦因数和稳定系数由试验设备直接读出。
1.4.4 表面形貌观察
用扫描电子显微镜(SEM)对摩擦磨损试验后的样品摩擦表面进行观测分析,测试之前进行喷金处理。
2 结果与分析
2.1 硫化特性
表2和图1给出了橡胶质量分数为22%~30%时材料的力学性能和硫化特性。其中,tc10表示转矩为最高转矩10%所需要的时间,也称为焦烧时间[13-14],用以表征橡胶加工时安全性高低;tc90表示正硫化时间,正硫化时间是指胶料达到最大交联密度所需要时间。从表2中可以看出,橡胶基复合材料焦烧时间的变化趋势为降低-上升-下降,正硫化时间的变化趋势为升高-降低,但变化幅度很小。

表2 橡胶基复合材料的硫化和力学性能
最大转矩和最小转矩的转矩差可以一定程度上反映橡胶基复合材料的交联密度[15]。硫化曲线上升的斜率大小表示硫化速率,通过图1中的曲线可得出,材料硫化速率呈现升高-降低的趋势,橡胶质量分数为26%时,硫化速率最高。原因是橡胶含量增加提供了足量的橡胶大分子自由基,在硫磺、硬脂酸和氧化锌足量的情况下为体系提供足量的多硫化物,硫化速度增加;当橡胶质量分数大于26%时,硫磺等相对橡胶大分子自由基的比例降低,硫化速率降低。

图1 橡胶质量分数对橡胶基摩擦材料硫化特性的影响
2.2 物理和力学特性
由表2可知,材料硬度随橡胶质量分数增加呈现升高-下降的趋势,当橡胶质量分数为26%时,邵氏硬度最大为89HA;材料密度随橡胶质量分数增加呈现先升高后下降的趋势,当橡胶质量分数为26%时,密度最高为1.37 g/cm3;橡胶质量分数为22%~28%时,材料吸水率相对平稳,且均不高于质量分数18.3%;当橡胶质量分数为30%时,吸水率最高为质量分数25.7%。
从表2可以看出,复合材料的邵氏硬度、密度在橡胶质量分数为26%时最高,且两者的变化趋势完全一致,而和吸水率变化趋势恰好相反。密度变化的原因是橡胶含量的增大增加了橡胶大分子自由基,硫化速率大于发泡速率,可交联的自由基与橡胶分子链反应生成更多交联键,交联密度升高使体系形成密实的整体,阻碍基体形成开孔结构,橡胶质量分数小于26%时,材料的交联密度随着橡胶含量的增加变大,材料之间结合紧密,密度和硬度增加。橡胶质量分数大于26%时,中间产物促进剂多硫化物[16]不足,不能为橡胶分子链的交联反应[17]阶段提供足量的多硫化合物,发泡速率大于硫化速率,材料形成的开孔结构增加,密度下降,吸水率增加。
2.3 摩擦磨损性能
图2所示为在0.3 MPa载荷及520、720、920 r/min转速工况下,橡胶质量分数对复合材料动摩擦因数及稳定系数的影响。从图2(a) 可看出,随着橡胶质量分数的增加,动摩擦因数呈现下降-上升-下降的趋势,当橡胶质量分数为28%时,动摩擦因数为0.34~0.35。从图2(b)可以看出,随着橡胶质量分数的增加,材料稳定系数呈现下降-上升-下降的趋势;橡胶质量分数为28%时,稳定系数波动幅度低于1%,摩擦因数与稳定系数的变化趋势完全吻合。
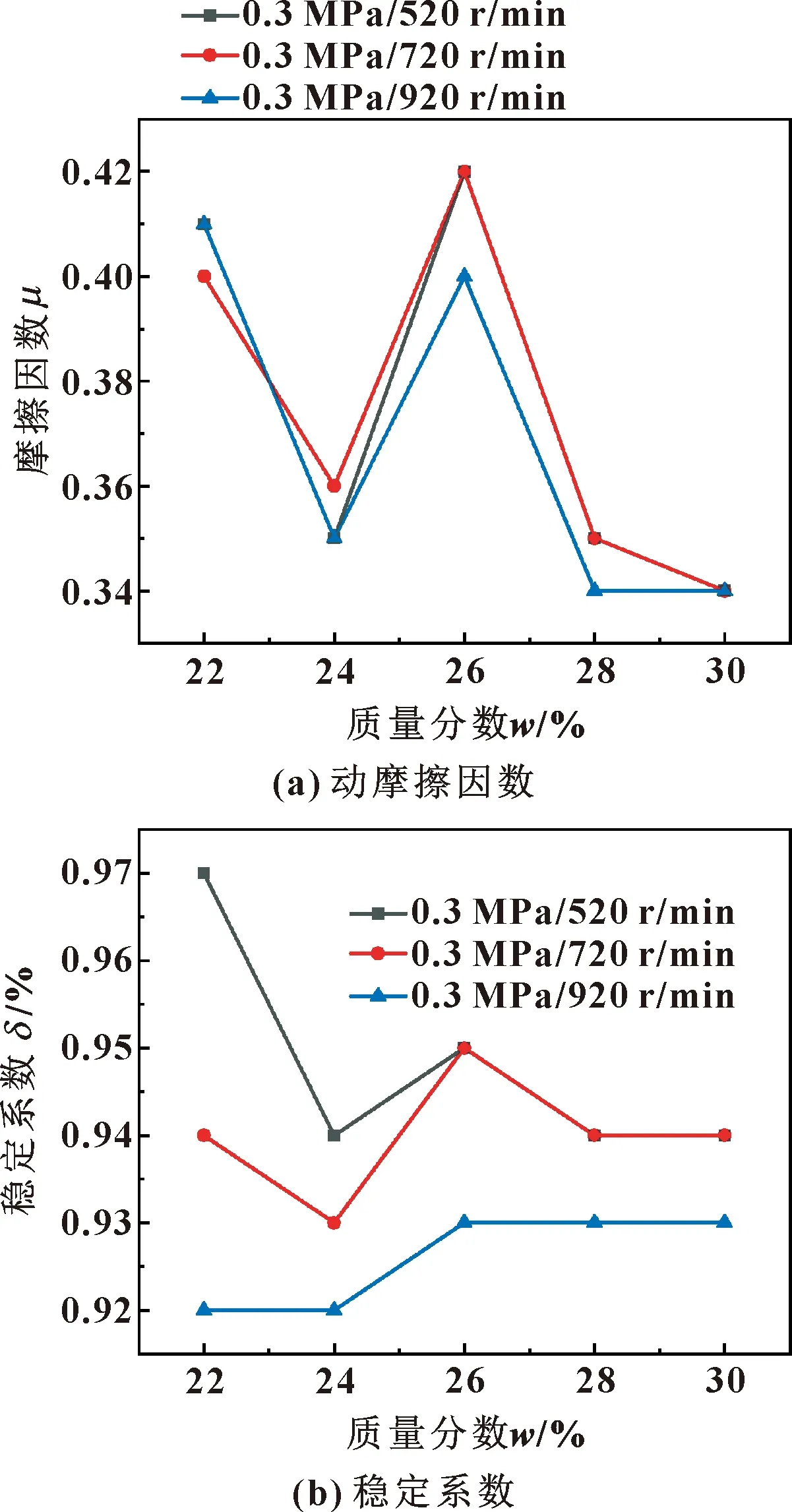
图2 不同工况下橡胶质量分数对橡胶基复合材
图3所示为在0.3 MPa载荷及720 r/min转速工况下,橡胶质量分数对复合材料质量磨损率和静摩擦因数的影响。从图3(c)可以看出,随着橡胶质量分数的增加,复合材料质量磨损率的变化趋势呈现上升-下降的趋势,橡胶质量分数为30%时,磨损率最低,为1.2×10-6g/J。从图3(d)可以看出,随橡胶质量分数的增加,复合材料静摩擦因数的变化幅度较大;当橡胶质量分数为28%时,静摩擦因数为0.31,与动摩擦因数接近。
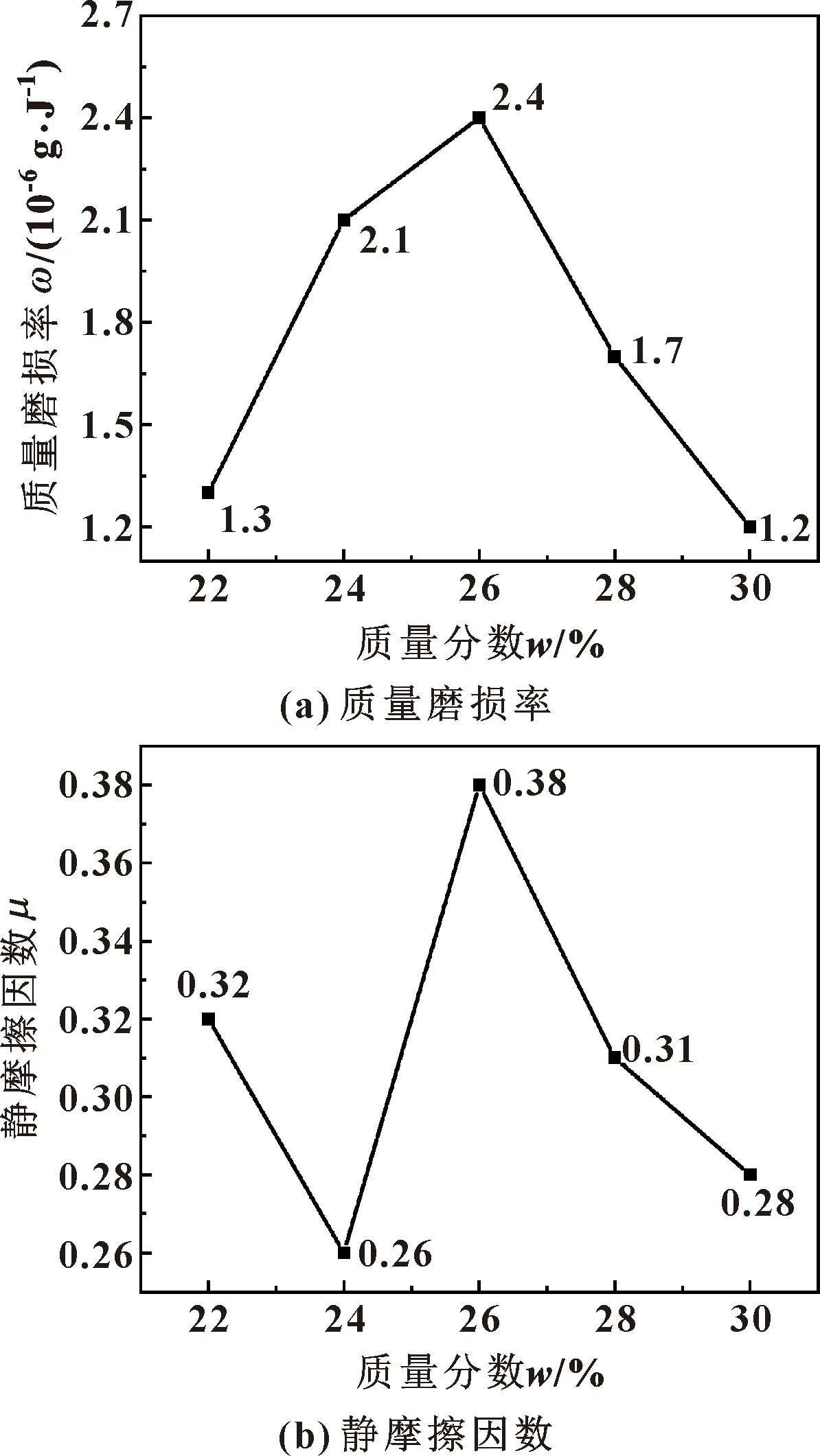
图3 橡胶质量分数对橡胶基复合材料质量磨损率
图4所示为在0.3 MPa载荷及720 r/min转速工况下,在干燥和潮湿环境下复合材料动摩擦因数随橡胶质量分数的变化。橡胶质量分数为22%、24%、26%、28%和 30%的复合材料,其2种环境下的动摩擦因数波动幅度分别为7.9%、2.5%、6.9%、0.5%、8.1%,即橡胶质量分数为28%时动摩擦因数波动幅度最小。
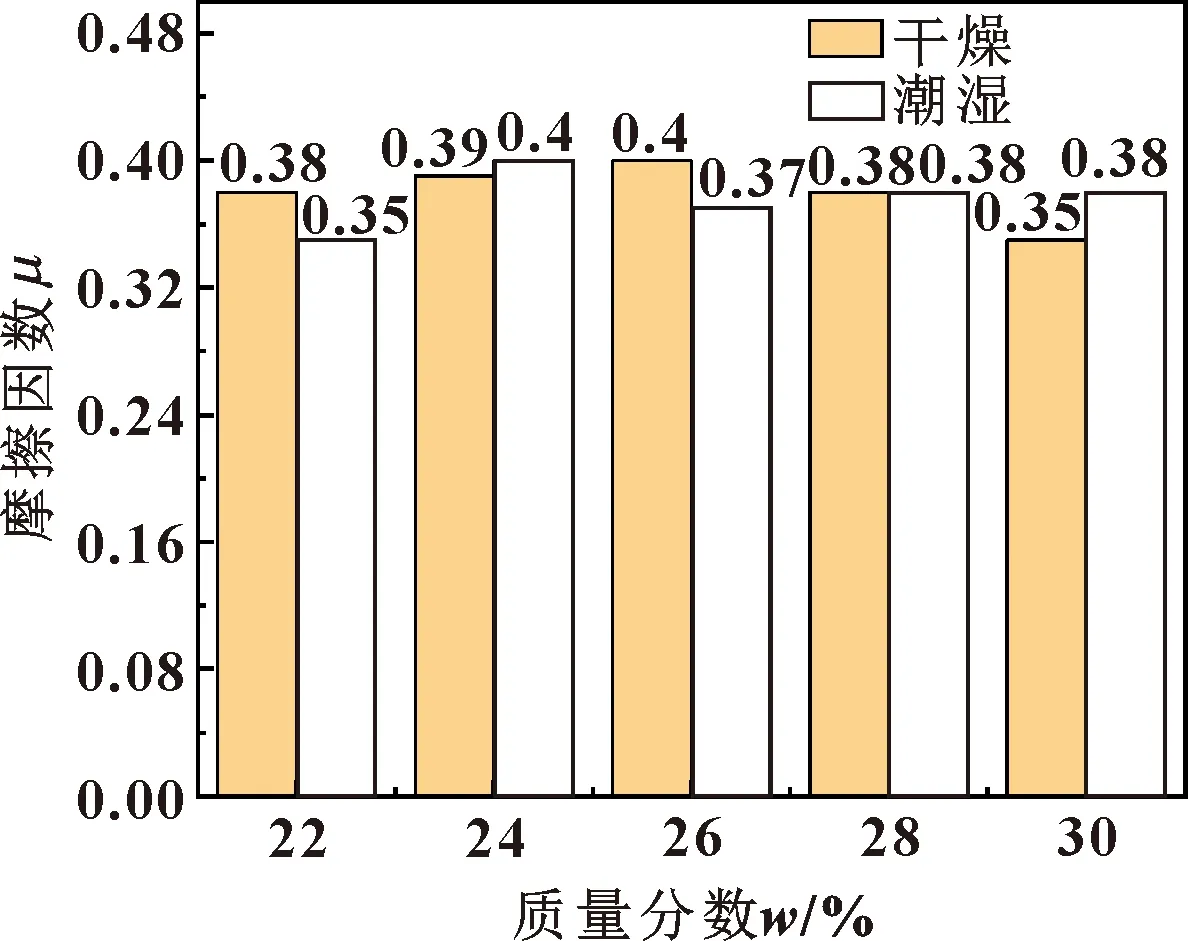
图4 橡胶质量分数对橡胶基复合材料干湿环境下
综上,当橡胶质量分数为28%时,材料的摩擦因数适中、且动静摩擦因数接近,可抑制制动噪声的产生。
橡胶含量影响材料摩擦学行为,导致黏结性和微观摩擦磨损机制发生变化。当橡胶质量分数低于 26%时,纤维等微粉与基体结合性差,容易从基体中脱落导致表面结构严重破坏[18],造成摩擦因数和稳定系数波动幅度大;随着橡胶含量的升高,摩擦性能的波动性趋于平缓。当橡胶质量分数从24%开始升高,试样表面粗糙度降低,表面趋于平整,接触面积变大,静摩擦因数增加;当橡胶含量过高时,橡胶堆积在摩擦表面受热分解,基体内部的润滑剂发挥作用使静摩擦因数下降。橡胶质量分数为28%时,硫化体系与发泡体系充分发挥作用,在坚固的结构骨架中形成稳定的孔隙结构,环境不会引起扭矩变化,因而在干燥、潮湿环境中,其动摩擦因数波动幅度最低为0.5%。材料抵抗环境变化的能力提高,稳定了摩擦因数,降低了磨损率。
2.4 磨损表面及显微形貌分析
橡胶在光滑表面相对滑动时,橡胶易与对摩面发生黏着,如此往复地对摩,将在橡胶摩擦表面形成舌状物。经过多次反复摩擦,在橡胶材料内部产生的疲劳与瞬间拉应力的作用下,将在橡胶表面生成舌状物断裂,形成山脊状斑纹[19-20]。在摩擦过程中,由于细小磨粒等颗粒的影响,橡胶材料也会产生磨粒磨损,2种磨损形式都会存在,橡胶与光滑表面摩擦时以黏着磨损为主。
图5所示为不同橡胶含量的橡胶基复合材料摩擦形貌。可以看出,橡胶质量分数低于28%时,复合材料粗糙的摩擦表面对摩擦性能有较大影响。橡胶质量分数为28%时,在剪切力的作用下分子链到极限值断裂,随后又恢复到起初位置,形成摩擦膜[21]。通过重复上述过程,反复发生的能量损失过程可看成为黏结-断裂-黏结的循环[21-22],宏观上表现为较好摩擦磨损性能。

图5 不同橡胶含量的橡胶基复合材料摩擦表面形貌
图6所示为不同橡胶含量复合材料摩擦表面显微结构,反映了增强纤维与基体的结合效果,进一步验证了橡胶质量分数为28%时其摩擦磨损性能最佳。从图6(a)可以看出,橡胶质量分数为22%,增强纤维外露,与基体结合疏松,摩擦过程中容易脱落,在摩擦表面出现了空洞,主要发生磨粒磨损。随着橡胶质量分数增加,试样表面开始出现平整表面和山脊状斑纹,是材料承载接触区[23],同时表面无明显犁沟(如图6(d)所示),表面平整密实,在摩擦过程中橡胶与其他成分黏结较好,与前文得到的在该橡胶含量范围内随橡胶含量升高磨损率下降的结论一致。当橡胶质量分数超过26%时,过多的黏结剂堆积在表面,使得材料表面空隙较少,初始阶段可以加强黏结性,保护增强纤维;随着摩擦过程进行,温度升高导致黏结剂发生热分解,黏结剂不能保护基体组分,使得纤维松动。从图6 (e)中可以观察到纤维与基体之间的缝隙。此时材料在摩擦过程中黏着磨损和磨粒磨损都会存在,以黏着磨损为主。
3 结论
(1)橡胶质量分数升高,促进剂、活化剂和硫磺形成的中间产物促进剂多硫化物量不足,不能引发橡胶产生足量的为交联反应提供橡胶大分子自由基(或离子),硫化速率呈现先升高后降低的趋势,橡胶质量分数为26%时硫化速率最高。
(2)随着橡胶含量的增加,材料的硬度、密度呈现先升高后下降的趋势,与吸水率的变化趋势正好相反。当橡胶质量分数为26%时硬度和密度最大,吸水率最小。
(3)随着橡胶含量的增加,动摩擦因数呈现下降-上升-下降的趋势。当橡胶质量分数为28%时,硫化速率与发泡速率相匹配,形成稳定的基体结构,因而得到的混杂纤维增强橡胶复合材料的摩擦因数适中、且动静摩擦因数接近,会抑制制动噪声产生。
(4)橡胶基复合材料在摩擦过程存在黏着磨损和磨粒磨损,以黏着磨损为主。
猜你喜欢
弹性体(2022年3期)2022-11-15
轮胎工业(2022年2期)2022-07-19
军事文摘(2021年18期)2021-12-02
军事文摘·科学少年(2021年9期)2021-10-13
小学生学习指导(中年级)(2021年3期)2021-04-06
小学生学习指导(低年级)(2020年9期)2020-11-09
大经贸(2020年1期)2020-04-07
小学生学习指导(高年级)(2018年3期)2018-11-29
小学生学习指导(中年级)(2018年9期)2018-11-29
科学大众(中学)(2017年6期)2017-09-04
