LVS结构胶合板的设计、制造及其力学性能分析*
2022-08-26 09:58沈肇雨孙献娥
林产工业 2022年8期
沈肇雨 孙献娥 王 正
(1.南京林业大学材料科学与工程学院,江苏 南京 210037;2. 连云港宫良木业有限公司,江苏 连云港 222506)
20世纪70年代,美国在木材加工领域率先开发了LVS(Laminated Venner Sandwich)复合材料新品种,该板种陆续在日本、北美等发达国家迅速发展并得到广泛应用。在我国,2005年,徐州南林木业有限公司年产2万m³LVS生产线建成投产。2017年,连云港宫良木业有限公司实现了年产2 500 m³新型结构意杨(Populus deltoides)LVS产品,并成为国内唯一一家出口LVS到日本的企业[1-4]。LVS是以意杨多层胶合板或LVL为芯板材料,中厚或薄型中密度纤维板(MDF)为表板材料,两者经涂胶、组坯并冷压压制而成,可有效解决意杨胶合板的翘曲、变形、开裂、着色性能差等缺点[5-7]。
LVS兼具意杨LVL和MDF的优势,趋近于各向同性材料,物理力学性能优良,尤其抗变形能力较好。同时,两者复合后,解决了一般胶合板不易于造型、装饰性差等问题。因此,LVS被广泛应用于实木复合门(门框,门扇)、移门、窗框、橱柜、隔板、衬板等领域。本文对意杨LVS结构胶合板的结构设计与关键生产工艺进行优化,并对LVS成品进行力学性能无损测试[8-12],实现了LVS尺寸稳定性高、抗变形能力强、面层平整度高、装饰和涂刷性能好等优势功能,能够满足建筑、家具、装饰、交通、军事等行业的广泛需求,具有较强的应用价值和经济效益。
1 LVS结构设计与生产工艺
1.1 结构设计
本研究研发的新型意杨LVS结构胶合板材依据GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》、GB/T 1178—2009《中密度纤维板》等标准制造,规格为2 440 mm×1 220 mm×24 mm(长×宽×厚)。LVS板材由芯板层(LVL)和上、下表板层(MDF)三层结构构成,其中LVL芯板结构采用LVL“横-纵-横”排列方式,以提高其抗变形能力,如图1所示。
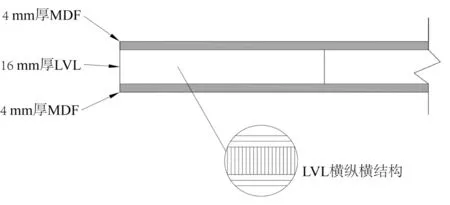
图1 意杨LVS板材结构设计图Fig.1 Structural design drawing of LVS plate
1.2 材料
LVS芯板选用速生意杨(Populus deltoides)LVL板材,含水率为8%~12%,连云港宫良木业有限公司生产。LVL由原木经过旋切形成厚度为2 mm的单板,再通过单板多层顺纹方向层积组坯、预压、热压胶合、养生、锯切制备而成,通常厚度为16~75 mm,长度不受限制。为提高LVS抗变形能力,本文的意杨LVL芯板基材结构经过优化设计与加工,即先对LVL进行等宽、等厚纵解,再采用“横-纵-横”三合一胶合拼接工艺,以避免变形问题。上、下表层使用的MDF为按照日本工业标准(JIS)生产的M防潮型板材(型号:DSK-M0-2105),马来西亚DAIKEN公司生产,经过砂光,其厚度公差控制在±0.15 mm。
胶黏剂:脲醛树脂与面粉混合的胶黏剂,面粉和脲醛树脂胶黏剂比例为3∶7,河南盛宏丰化工有限公司;拼板胶(型号为301),固体含量为(40±2)%,黏度为450~500 mPa·s,浏阳市天和胶粘剂厂。
1.3 设备
LVS板材生产所用的主要设备有烘干机、施胶机、预压机、热压机、高频拼板机等,如表1所示。
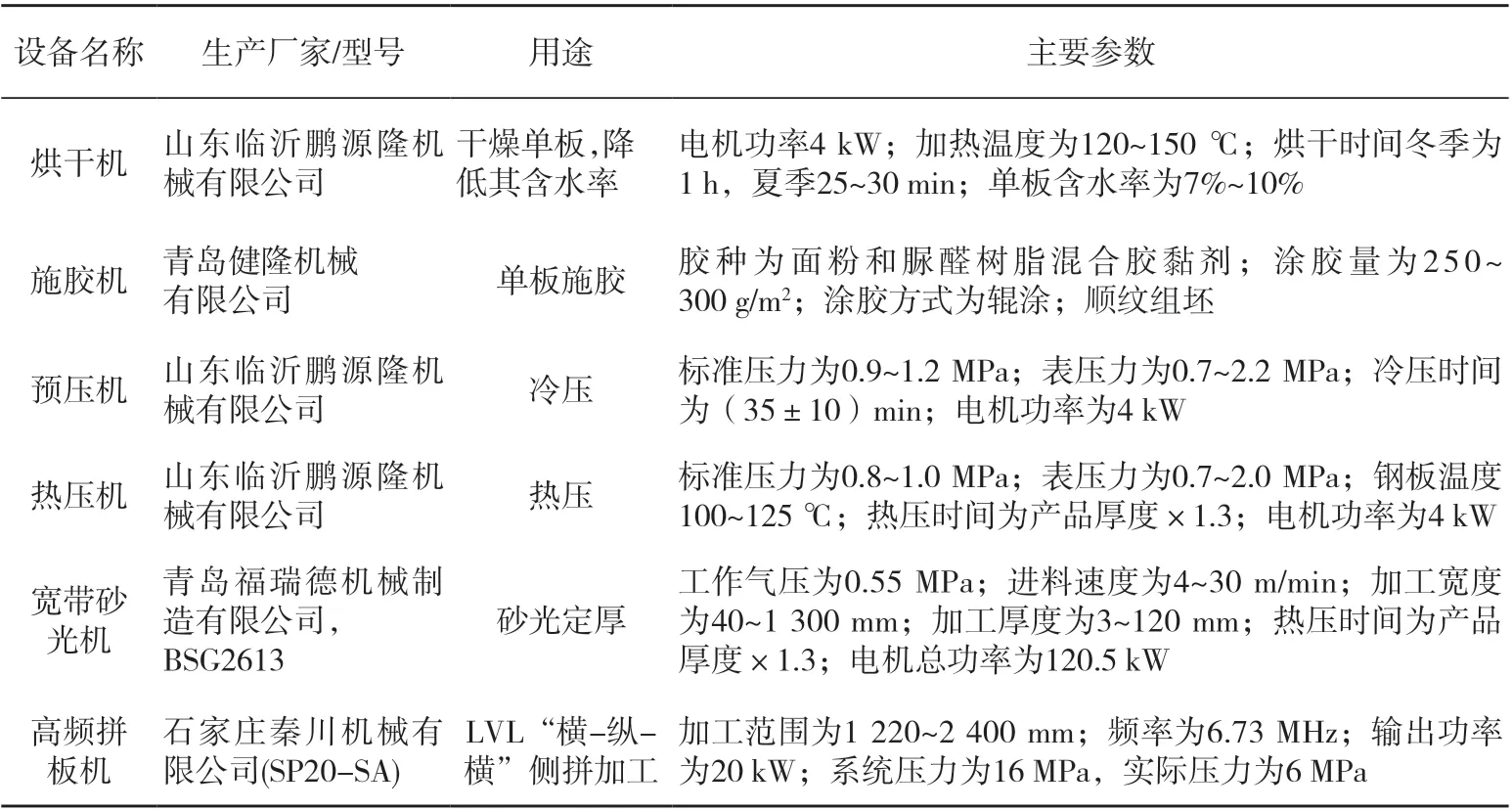
表1 LVS主要生产设备Tab.1 Main production equipment of LVS
1.4 生产工艺
本研究研发的意杨LVS板材加工流程如图2所示。
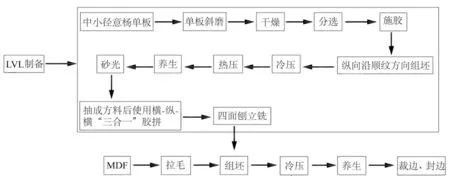
图2 LVS板材生产流程图Fig.2 Production flow chart of LVS plate
主要生产工序如下:
1)LVL备料:将原料旋切成厚度为2 mm单板,经斜磨、干燥、分等、施胶、组坯(纵向沿顺纹方向排列)、冷压(预压)、热压后得到LVL。
2) 开料:对养生7~10 d后的LVL板材进行锯裁,并进行砂光以确定板材厚度;砂光后对板材进行质量分选,如发现板材厚度不符合规定要求,则进行重新加工。
3)胶合组坯:对定厚后的LVL板材,按产品尺寸要求进行抽条纵解,再对其板条按侧拼组坯方向进行人工双面辊涂,涂胶量为250~300 g/m²,涂胶后陈放约30 min,最后利用高频拼板机按照LVL“横-纵-横”以侧拼方式组坯。
4)砂光定厚、铣型、锯裁:对侧拼后的LVL板材进行砂光以确定板材厚度,再用四面木工刨床对其进行四面刨光并铣型。
5)MDF贴覆面组坯:在MT6213涂胶机上对MDF板进行单面辊涂施胶,施胶量为210~230 g/m2。随后将其与LVL组坯,即得到LVS板坯。
6)冷压、养生、裁边、封边:首先,对LVS板坯进行预压,使胶黏剂渗入并分布均匀,同时挤出多余胶黏剂,以增强胶合强度。板垛高度约为1.1 m,冷压时间为60 min,压力为0.9 MPa,取出后养生约72 h,最后完成裁边和封边。

图3 LVS贴覆面组坯Fig.3 Overlay blank of LVS

图4 LVS板材冷压Fig.4 Cold pressing of LVS plate
LVL单板的质量关系到最终成品的质量,而影响单板质量的原因主要有两个方面:一是因制造工艺引起的背面裂隙度、表面粗糙度、厚度偏差及含水率等问题;二是木材的变异特性,如节子、裂隙、密度变异、斜纹理、树种以及生长轮等的影响。在实际生产中发现,LVL单板的背面裂隙与厚度关系密切,厚度越大,背面裂隙越大[13-19]。多次试验表明,采用锯切代替旋切可以避免背面裂隙问题,同时高精度的锯切加工也可减少单板厚度的偏差。对于单板快速干燥中存在的主要问题——单板翘曲变形,本研究采用单板喷蒸快速干燥技术,既能节能降耗,又能保持单板表面的平整度[20-25]。
下面对意杨LVS结构胶合板与LVL弹性模量进行动态测试并分析比较。
2 LVS、LVL弹性模量的动态测试与分析
目前,我国胶合板生产企业基本采用目视检测法和静态弯曲法检测产品的静曲强度(MOR)和弹性模量(MOE)来评判板材质量。本研究采用自由板瞬态激励法,动态测试LVL、 LVS产品的 MOE 力学性能参数,具有快速、简便、重复性好和精度高等优点。
2.1 测试仪器
CRAS振动信号采集与分析系统1套,主要包括:AZ-308数据采集箱、AZ-802信号调理箱和SsCars软件,南京安正软件工程有限责任公司;CA-YD-125加速度计1只,灵敏度为15.9 PC/m‧s2,测量范围为0~20 000 Hz,扬州市巨丰科技有限公司;自由悬挂装置1套,自制;橡胶锤1把。
2.2 试件制备
以按照上文方法制得的意杨LVL和LVS为试材,试件规格和数量如表2所示。LVL试件规格为780 mm ×128 mm × 16 mm(长×宽×厚),共12块(横向与纵向各6块),密度为589 kg/m3,含水率为10%。LVS试件规格为860 mm × 144 mm × 24 mm(长×宽×厚),共12块(横向与纵向各6块),密度为650 kg/m3,含水率为10%。

表2 试件规格与数量Tab.2 Specification and quantity of test pieces

图5 LVL下料图Fig.5 LVL blanking

图6 LVS下料图Fig.6 LVS blanking
2.3 测试原理及主要步骤
采用自由板瞬态激励法动态测试LVL、LVS试件的纵向和横向弹性模量。自由板作为板材弹性模量测试试件,其依据是梁理论的一阶弯曲频率和弹性模量的关系。自由板一阶弯曲频率(f1)与弹性模量(E)的关系式[26]为:

式中:E为试件弹性模量,Pa;ρ为密度,kg/m3;f1为试件一阶弯曲频率,Hz;L为试件长度,m;h为试件厚度,m。将试件尺寸参数与一阶弯曲频率值代入式中,即可得出试件弹性模量动态测量值。
主要测试步骤:首先,在距离LVS试件一端0.224L和0.776L处用牛皮筋悬挂,实现自由板约束方式,连接振动测试系统,并将加速度计牢固粘贴于试件表面,如图7 所示。其次,信号采集软件设置分析频率为200 Hz,FFT长度为4 096,负触发采集方式,电压范围±5 000 mV。示波正确后,即当能够采集到幅值适宜的加速度响应信号后,用橡皮锤敲击试件使其产生横向自由振动。通过加速度计拾振将其振动信号转化为电信号,并经放大、滤波、傅里叶转换后得到试件横向振动的频谱图。最后,通过频谱图识别出试件横向振动的一阶弯曲频率值f,并代入公式得到其弹性模量E值。

图7 LVS试件测试Fig.7 LVS specimen test
2.4 结果与分析

表3 LVL试件弹性模量检测Tab.3 Elastic modulus test of LVL specimen
由表4可知,LVS纵向平均弹性模量为6 898 MPa,平均密度为650 kg/m3,满足GB/T 17657—2013 《人造板及饰面人造板理化性能试验方法》 和GB/T11718—2009 《中密度纤维板》 质量要求(纵向弹性模量平均值≥4 000 MPa,密度≥600 kg/m3)。

表4 LVS试件弹性模量检测Tab.4 Elastic modulus test of LVS specimen
由表5得知,LVL的纵横向弹性模量之比值为14.3,远大于LVS的1.9,表明LVS相对于LVL更趋近于各向同性材料,纵向和横向力学性能较为平均,故使用范围更广。显然,LVS可充分发挥LVL和MDF优点,在抗变形以及装饰和涂刷等方面具有较大的优越性。

表5 LVS胶合板与LVL的物理力学性能比较Tab.5 Comparison of physical and mechanical properties between LVS plywood and LVL
3 结论
本文介绍了意杨LVS结构胶合板的结构设计与生产工艺,并对LVS和LVL弹性模量进行了动态测试研究,研究表明:LVS相对于LVL更趋近于各向同性材料,尺寸稳定性高,抗变形能力强;MDF作为LVS产品的上、下表板层,平整度高,装饰和涂刷性能好。LVS的生产实现了“劣材优用、小材大用”,能满足建筑、家具、装饰、交通、军事等行业的使用需求,具有良好的经济和社会效益。
猜你喜欢
中国科技纵横(2022年7期)2022-05-03
现代计算机(2020年32期)2021-01-18
国际木业(2020年5期)2020-11-30
农家科技下旬刊(2020年7期)2020-08-09
农家科技下旬刊(2020年1期)2020-03-17
国际木业(2019年5期)2019-09-10
冰雪运动(2019年3期)2019-08-23
冰雪运动(2019年3期)2019-08-23
山东工业技术(2019年18期)2019-07-19
中国新时代(2017年1期)2018-01-26