
光伏背板粘接材料和共挤粘接技术研究进展
2022-08-01 01:13朱子轩刘海芬范家钊李华锋王力新
中国塑料 2022年7期
朱子轩,刘海芬,范家钊,李华锋,王力新
(1.河北大学物理科学与技术学院,河北保定 071002;2.河北大学质量技术监督学院,河北保定 071002;3.乐凯胶片股份有限公司,河北 保定 071054)
0 前言
太阳能作为清洁能源中一个重要的部分,已经越来越多地为人们所利用。通过光伏发电技术,可以将太阳能有效地转换成电能。在这个过程中,太阳能光伏电池组件是不可或缺的部分。对于商品化光伏组件,通常硅晶片是核心的组成部分,在工业生产中,经常将其他部分与硅晶片组装在一起以达到实际应用的目的,如图1 所示。在此组件中,封装胶膜起着至关重要的作用。它将各组件粘接在一起,确保太阳能电池正常工作。

图1 太阳能电池组件的结构示意图Fig.1 Structural diagram of solar cell module
EVA 是一种新型的乙烯共聚物类材料,相较于传统的乙烯共聚物聚乙烯(PE)来说,EVA 在分子链中引入了极性的醋酸乙烯(VA)单体。这一做法改变了原来链中的规整性和结晶度,使得EVA 的极性得到了提升,从而EVA 的透明性、黏着性、阻隔性和防衰老性均有所提高。同时EVA 在加热熔融时具有较好的浸润性,冷却固化时粘接性、抗应力性和绕曲性都很出色,使其成为一种理想的封装材料,在夹层玻璃和太阳能电池组件中的封装方面有广泛应用[1-2]。然而,太阳能电池组件通常要求能正常工作25 年以上的时间,在户外使用过程中温度和水分等因素对其中的封装胶膜影响是不可忽略的。由于EVA 材料的耐候性、抗污染性欠佳,长时间工作后会发生老化、变黄,分子链聚合程度降低导致抗蠕性的降低,从而影响电池组的使用寿命,增加维护成本[3-4]。为解决这一难题,研究人员通常采用不同的改性方法来提高材料的拉伸强度[5-11]、阻燃性能[12-20]、抗紫外老化[21-27]和粘接性能[28-32]等,使其满足应用的需要。近些年来,一些新型树脂材料和新型聚氨酯材料等成为了EVA 的替代材料,逐渐应用在太阳能电池组件中。而传统的玻璃/封装材料/太阳能电池片/封装材料/背板的结构也带来一些问题,如较为复杂的背板结构会使整个太阳能电池组件的制备流程更为繁琐,从而增加水或其他化合物侵蚀的风险,导致其使用寿命下降。一些企业已经开始探索共挤背板的生产工艺,以解决上述问题可能对太阳能光伏组件的潜在影响。
本文首先介绍EVA 在拉伸强度、阻燃性能、抗紫外老化和粘接性能方面的改性方法及进展;其次介绍一些可以替代EVA 的新型粘接材料;最后阐述共挤含氟和无氟背板生产的相关研究进展,展望封装材料和太阳能光伏组件的发展趋势。
1 EVA
1.1 EVA改性
随着使用时间增长,EVA 胶膜会逐渐受到热量、氧气和水分的影响,不能很好保证太阳能电池组件安全平稳地工作。因此,如何对EVA 进行改性成为目前研究的热门方向。目前常用的改性方法有共混改性、填充改性、化学接枝法和化学交联法等改性方法[1]。通过不同的改性方法来达到改善EVA 材料的性质,从而提高其拉伸强度、粘接性能、阻燃性能和抗紫外老化性能等。
1.2 EVA改性方法
拉伸强度是表征材料抗拉伸的能力,也反应了材料在外力的作用下抵抗永久变形和破坏的能力。拉伸强度越大,表明材料在受力后发生弹性形变越小,同时抗拉性能也越好。太阳能电池组件对封装材料的拉伸强度要求较高,为此需要对EVA进行改性[33-34]。严长浩等[5]使用三烯丙基异氰脲酸酯(AIC)作为交联敏化剂,如图2 所示,通过辐射交联的方法对高密度聚乙烯(PE-HD)与EVA的共混物进行修饰,当TAIC添加1%且辐射剂量为120 kGy时,该复合材料的拉伸强度由12.87 MPa增加到15.79 MPa,提高了20%,达到最佳。
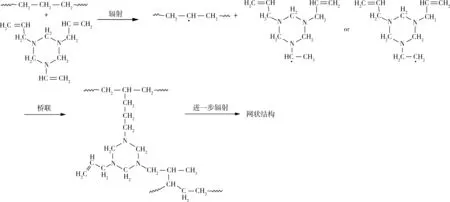
图2 TAIC对EVA/PE-HD复合材料体系辐射敏化交联机理示意图Fig.2 Diagram of the radiosensitization cross-linking mechanism of EVA/PE-HD composite system by TAIC
王丽丽等[6]合成了一系列钴镁铝类水滑石,将含有20%钴镁铝类水滑石添加到EVA中,该复合材料的断裂伸长率为873 %,较添加相同含量镁铝类水滑石的736%的断裂伸长率有显著增加,从而表明钴离子的添加使复合材料的韧性有所提高。刘喜山等[7]采用氢氧化镁[Mg(OH)2]和微胶囊红磷(MRP)制备了EVA/Mg(OH)2/MRP 复合材料,通过添加12 份马来酸酐接枝EVA 共聚物(EVA-g-MAH),发现该材料的拉伸强度和断裂伸长率均达到最优,分别为10.2 MPa 和521 %。汪巧蕾等[8]将碱木质素LigninA 与EVA 进行共混得到EVA/碱木质素复合材料,发现从木浆中获得的LigninA 主要结构单元大部分由紫丁香基构成,它的颗粒表面较为粗糙且存在较多的凹凸部分,易与EVA 结合紧密,从而EVA/LigninA 复合材料的力学性能与原料相比大大提高,在添加量为30 份Lignin 的情况下,该复合材料的拉伸强度达到了16.3 MPa。唐培等[9]通过自行制备三聚氰胺-磷酸-氢氧化铝复合盐并与氢氧化镁按比例复配组成的复合试剂使EVA 的力学性能得到改善,断裂伸长率从120%提高到320%,同时拉伸强度也达到了可观的9.2 MPa。蒋龙等[10]研究了EVA/纳米纤维素(NCC)体系,发现NCC 硫化橡胶的加入可以明显提高EVA/NCC 的拉伸强度,在NCC含量为2份时,拉伸强度达到21.5 MPa,断裂伸长率为805%。徐迪均[11]将乙烯-甲基丙烯酸甲酯共聚物(EMMA)与EVA 共混,制备了不同EMMA 含量的EVA/EMMA共混胶膜,发现随着EMMA含量的增加,共混胶膜的拉伸强度有上升的趋势,且EMMA 含量越高,拉伸强度的增长幅度逐渐趋于平缓,接近30 MPa。
当EVA 作为封装材料在太阳能组件中应用时受到太阳辐射、通风不畅等外界因素影响使器件热量难以散去,从而让EVA 封装胶膜达到燃烧的临界点。EVA 材料的LOI 通常在20 %左右,非常容易燃烧。且燃烧之后还会有严重的熔融滴落现象,这会对太阳能电池组件造成不可逆的损害,降低其工作效率,增加维修成本[12]。为解决此问题,需要对EVA 进行阻燃处理[13-15]。评价材料的防火等级常用的是UL 94 标准,最高的阻燃等级是V-0 级。许肖丽等[16]将邻苯二胺基环三磷腈(HACTP)、聚磷酸铵(APP)、氧化锌(ZnO)以32.84%、50.04%和17.12%的最优比例复配后,按50%的质量分数添加到EVA 中,通过测试后得到LOI 值为36.8 %,达到UL 94 V-0 级,较好地发挥了膨胀阻燃作用。鉴于氢氧化镁(MH)的阻燃效率较低,在实际应用中需要大量添加从而影响复合材料的力学性能等因素,因此如何添加合适的材料与MH形成协效阻燃剂以提高阻燃效率成为热点问题。陈镜融等[17]研究了EVA/氢氧化铝(ATH)/MH 体系,发现当ATH 与MH 的质量比为2/1 且添加在EVA 复合材料中的含量为60 %时,该体系的阻燃效果最好,LOI 值从纯EVA 的18.3 %提高到34.3 %,垂直燃烧测试达到了UL 94 V-2 级。刘帅东等[18]自行制备了磷酸三苯酯(TPP)和二乙基次磷酸铝(ADP)来协效MH 对EVA 进行阻燃,发现TPP 和ADP 在MH中含量分别为5%和5%时,复合材料的LOI 值分别为37.4%和34.4%,较之前的EVA/MH 体系有巨大提升。黄健光等[19]合成了三嗪成炭剂(CNCH-DA),发现与多聚磷酸铵(APP)复配后形成的膨胀型阻燃剂(IFR)对EVA 的阻燃效果明显,在APP/CNCH-DA=2/1 时,EVA/IFR 残炭表现出了致密蓬松的膨胀炭层,阻隔作用提升,体现了良好的阻燃效果,测得LOI值为27.7%,可达到UL 94 V-0 级。魏红等[20]通过一系列手段使用磷酸(P)与十二胺(N)对坡缕石(PGS)进行修饰得到了新型PGS/P-N 型阻燃剂并与可膨胀石墨(EG)以1/9 的质量比一同添加到EVA 中,由于PGS/P-N 和EG 的协同效应明显,故较纯EVA 大幅提高了阻燃性能,得到了高达36.3 %的LOI,同时UL 94 级别也达到了V-0 级。
此外,户外工作时太阳能电池组件暴露在太阳光下,如图3所示,EVA 分子链吸收辐照紫外光的能量而产生一系列的物理化学变化。同时紫外光的能量高于EVA分子链的断裂能,致使老化速度进一步加快,使得EVA降解造成密封性变差从而影响电池性能。所以研究合适的紫外吸收剂抑制EVA材料的光老化作用来提高太阳能电池组件的使用寿命具有重要意义[21-23]。
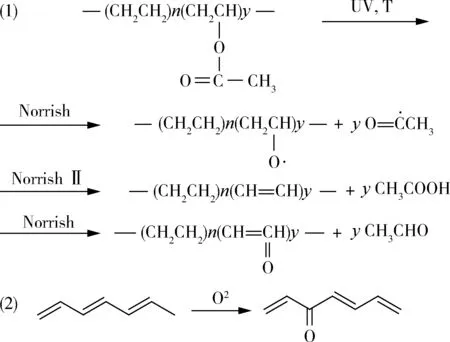
图3 EVA的光热降解过程Fig.3 Photo-thermal degradation process of EVA
于淑娟等[24]利用巯基-烯点击化学反应的方法合成了一种新型大分子紫外线吸收剂PHA-b-PEUV-0。如图4 所示,由于该吸收剂分子链末端存在巯基,所以抑制了材料表面氧化和降解,将其添加到EVA 基体材料中,即使用量较少也能使得EVA 具有良好的抗紫外老化作用(图5)。李建喜等[25]将2-羟基二苯甲酮(AHB)作为紫外光吸收剂以不同比例与EVA 共混,复合材料的红外光谱显示AHB 成功接枝到EVA 上,并发现在243、290、325 nm 处复合材料均有强烈的吸收,且紫外吸收强度与AHB 含量成正相关,表明AHB将紫外光能吸收,它的添加能很好保护EVA 基材。曾金栋等[26]研究了将交联剂、抗氧剂和有机转光剂引入到EVA 中形成了转光型EVA 光伏胶膜,不仅提高了转光效率,也增强了光伏胶膜的耐老化性。此外,还有很多类型的紫外线吸收剂也可被用于对EVA 材料改性,如三嗪类、苯并三唑类、对氨基苯甲酸类和樟脑衍生物等,无机氧物类的紫外线散射剂如二氧化钛(TiO2)和氧化锌(ZnO)等也可用于改性EVA 材料,从而提高复合材料对紫外线的吸收能力,保护电池组件确保正常使用[27]。
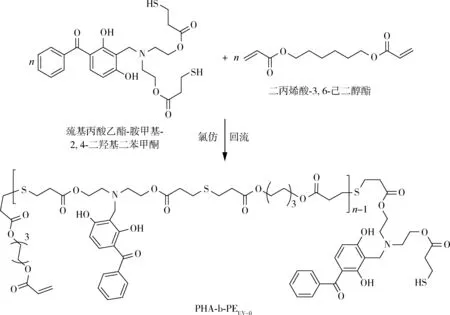
图4 PHA-b-PEUV-0的合成Fig.4 Synthetic route of PHA-b-PEUV-0
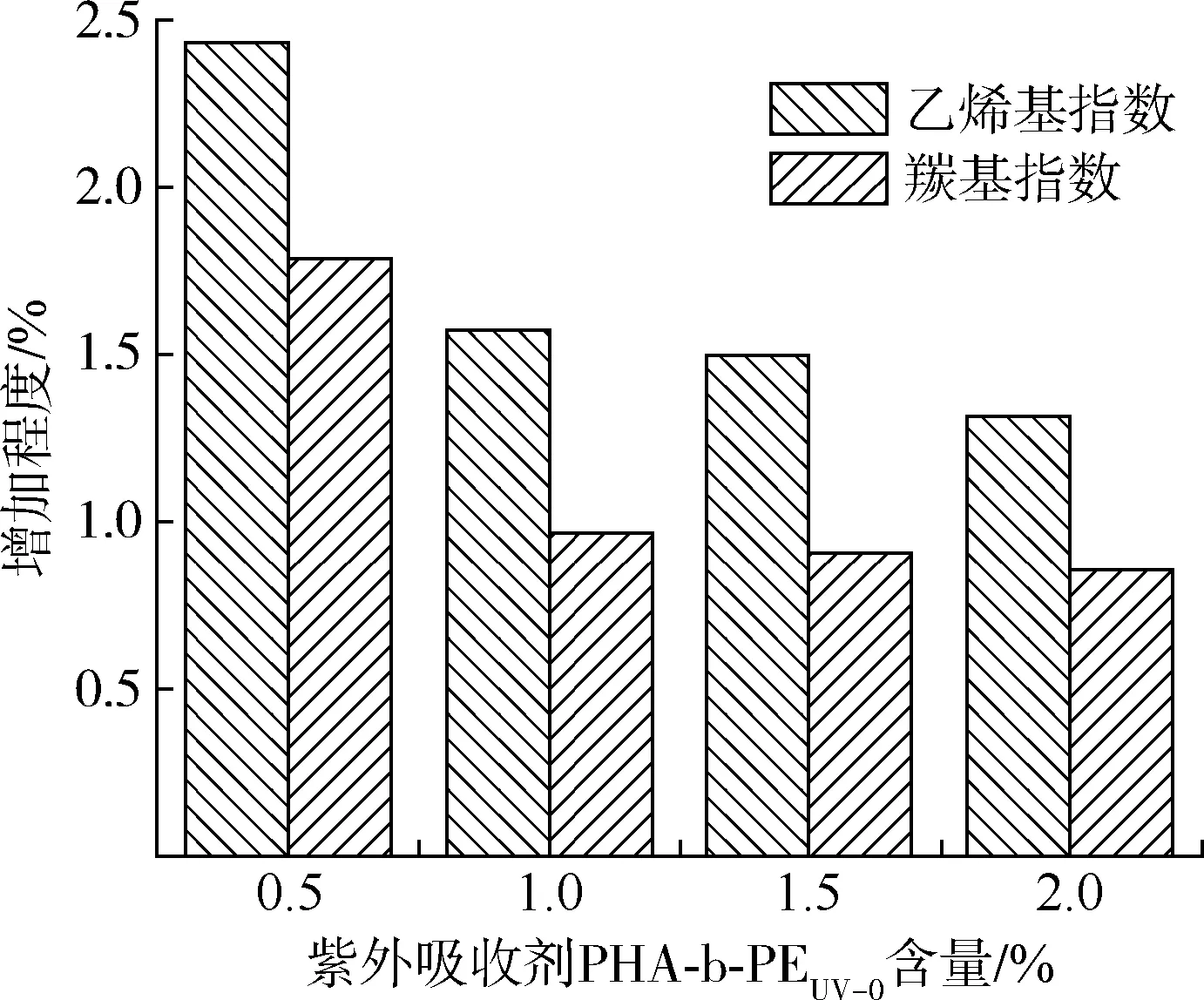
图5 添加不同PHA-b-PEUV-0含量的EVA材料在老化40 d后的乙烯基指数与羰基指数Fig.5 Increasing extent of surface vinyl index and carbonyl index of different PHA-b-PEUV-0 content of EVA materials after 40 d of UV aging
最后,EVA 材料常作为太阳能电池组件粘接玻璃和背板的粘接材料。EVA 的分子结构为线型,其分子热胀冷缩的现象是较为常见的。同时它属于弱极性材料,与玻璃等无机材料的粘接力较小,在长时间使用后边缘的部分容易出现脱落,且太阳能电池组件工作环境多样。为使EVA 材料抵抗气候变化的影响,需要添加增黏剂对它进行改性,使得EVA 与玻璃间的粘接性和持久性满足使用需要。在改性过程中,增黏剂赋予了EVA 分子的极性支链,大大提高了EVA 的极性和粘接性[28-29]。赵梓年等[28]将交联剂叔丁基过氧化碳酸-2-乙基已酯(TBEC)和增黏剂萜烯树脂共同使用,如表1 所示,发现该混合体系对玻璃的剥离强度为6.83 N/mm,剥离力达到159.71 N,较纯EVA 得到很大提升,证明了TBEC 与萜烯树脂可以起到协同作用,使混合材料更好地与玻璃进行粘接。祝丽娟[30]也采用TBEC 和助交联剂三烯丙基异氰脲酸酯(TAIC),发现它们之间起到了很好的协同作用,使得与玻璃和TPT 背板的剥离强度分别提高到120.3 N/cm 和102.7 N/cm,证明了复合体系更好地与玻璃和背板粘接。丁盛等[31]则将含有极性基团的硅烷偶联剂KBM-503 与EVA共混,发现当KBM-503 含量达到0.25 %时,复合材料的剥离强度逐渐稳定,说明了该偶联剂对增加EVA 的黏合力有所帮助。此外,除了黏接剂对EVA 材料粘接性能有所影响,温度也是一个因素。赖伟东等[32]发现若EVA 胶膜的工作温度在256 ℃以上时,EVA分子链分解生成醋酸,粘接性下降,从而影响粘接界面的封装强度。
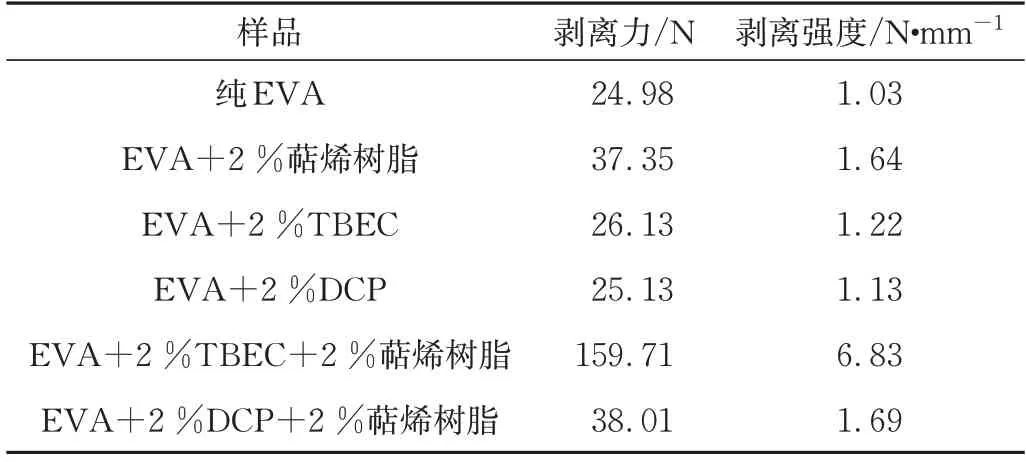
表1 萜烯树脂、TBEC和DCP对EVA同玻璃间黏结力学性能的影响Tab.1 Effect of the use of terpene resin,TBEC and DCP on the peeling strength of EVA
2 可替代EVA材料
封装胶膜是太阳能电池组件中的重要组成部分,随着科技的发展进步,人们开发出了一些较EVA性能更加优良的薄膜,如新型树脂薄膜、新型聚氨酯薄膜等[35]。同EVA相比,如表2所示,其耐湿热性、耐黄变老化性、透光性均有所提高,且在弹性、强度、耐磨性和化学稳定性等方面有着优异表现[36]。且EVA-玻璃封装体系相对较笨重,导致运输成本增加,安装和使用灵活性较差,所以电池和封装材料的薄膜化将成为新的发展趋势,更加轻便的太阳能电池也将逐步取代采用EVA作为封装材料的电池[37]。

表2 一些可替代EVA的封装材料的性能特点Tab.2 Properties of some packaging materials in replace of EVA
2.1 新型聚氨酯薄膜
聚氨酯又名氨基甲酸酯,分子主链由氨基甲酸酯的重复结构单元组成,通常可用异氰酸酯和多元醇反应得到[38]。它耐候性较好,通常被用于装饰和保护材料,温度的变化对其影响不大。由于聚氨酯分子中含有极性基团,故对基材的附着力大,同时分子中存在的氨基甲酸酯使其生成氢键,进一步增大了分子间的作用力,断裂伸长率有所提高,因此具备了优良的耐磨性和出色的柔韧性。此外,聚氨酯的绝缘性能好,可作为电子器件的保护涂层以及外包材料。且它的化学稳定性好,可以承受酸碱盐等的侵蚀,可以作为防腐层来保护太阳能电池组件。
按照聚氨酯弹性体加工特性的不同,如表3 所示,聚氨酯材料可分为浇筑型聚氨酯(CPU)、热塑型聚氨酯(TPU)和混炼型聚氨酯(MPU)[48];按照使用形式的差异,聚氨酯材料可分为单组份聚氨酯和双组分聚氨酯;通过采用聚醚多元醇和聚酯多元醇等原料,并对它们进行合理的结构设计,可以在实验室合成透明型聚氨酯。由于具备了众多优点[49],现已被广泛开发利用。

表3 不同的新型聚氨酯材料的性能特点Tab.3 Properties of different new polyurethane materials
2.1.1 TPU
TPU在常温时表现出橡胶的高弹性,高温时则表现出材料的可塑性。德国ETIMEX Primary Packaging GmbH公司与Bayer Material Science公司[50]合作研发了Desmopan®新型TPU薄膜。此薄膜不仅具有多种优良的特性,而且省去了交联的时间和过程,使太阳能电池的生产速度加快,缩短了生产周期,从而生产效率有很大提升,节约了成本,减少了环境污染。为提升传统白色光伏背板的透光性和封装强度,宁波激智科技股份有限公司[51]发明了一种氟碳涂布液,该涂布液中添加了10%~20%的TPU,利用层压高温的过程达到与层间相邻材料表面的反应键合,使用此涂布液的氟碳涂层在经过湿热老化测试后,发现氟碳涂层没有脱落,封装强度由85 N/cm降到48 N/cm,效果较为理想,同时光透过率超过87.1%,较好提升了太阳能电池背板的透光性。
2.1.2 透明型聚氨酯
透明型聚氨酯兼具了传统聚氨酯的优秀属性和良好的光学性能,被用于涉及到光学、防护等高科技领域,受到众多科研工作者的青睐。张军瑞等[52]采用异氰酸酯和自己合成的无规共聚支链聚酯多元醇,研制出具有良好性能的透明聚氨酯薄膜,经一系列表征发现,此薄膜的力学性能如抗冲击性可达85 kg·cm,拉伸强度也提高到48.45 MPa,同时其化学稳定性得到明显改善,呈现出较好的抵抗酸碱腐蚀和有机溶剂腐蚀的性能,且薄膜透光率和外观较之前无明显改变,而分别经过7、14、21 d 的耐水解性测试也体现了该种材料的优良性质,吸水率普遍在0.3 %~0.4 %区间内,此外,这种透明聚氨酯的光学性能也有优异表现,制备的聚氨酯薄膜的透明性较高,DSC 热分析表明它吸热熔融效果不明显,可以有效地在高温条件下工作。
2.1.3 双组分聚氨酯
双组分聚氨酯通过含有异氰酸酯的固化剂和含有活泼氢的树脂合成。胡韬[53]研究了替代传统EVA的双组分聚氨酯用作太阳能电池封装材料,发现Desmophen651型树脂和Desmophen1100 型树脂复配使用薄膜的力学性能最好,同时HDI型固化剂N75的添加使得薄膜的耐候性最优,当它作为固化剂时且与树脂的添加比例为1.2/1时,薄膜的柔韧性和耐冲击性达到较好水平,在此基础上,使用二月桂酸二丁基锡、BYK306型、TEGO932型和KH550型组分别作为催化、平流、消泡和硅烷偶联剂以及使用醋酸丁酯、环己酮和二甲苯作为稀释剂来优化时,薄膜的附着力提高到了最好水平,并且优化后的复合封装材料表面致密,热分解温度为290 ℃,能很好地满足太阳能电池组件在高温条件下的工作。
2.2 聚乙烯醇缩丁醛(PVB)
EVA 封装胶膜经过30余年的发展技术日趋成熟,其成本低廉,在市场占据了相当大的份额,是当今主流的太阳能电池封装材料。然而它抗老化能力差且较容易黄化,给使用带来不便,难以满足预期使用寿命。PVB 作为太阳能电池另一种常用的封装材料,开始逐渐地替代EVA 作为封装材料。PVB 是一种热塑性高分子聚合物,它通过聚乙烯醇和正丁醛在催化剂条件下缩合而成,拥有着良好的防水性、耐热性和抗紫外性,耐老化性和稳定性也较EVA 有所提高。同时它易于成膜,与其他无机材料如玻璃等能很好的粘接,已经被广泛应用于光伏封装、建筑、汽车等领域[58]。
张东亮团队[59]采用原位法探究制备了一系列原位PVB/纳米氧化锡锑(ATO)复合材料,由于纳米ATO粒子较为均匀地分布在PVB 中,PVB 链和ATO 表面羟基发生交联,促使复合材料中出现网状结构,从而韧性得到有效增强,断裂生长率和拉伸强度也得到有效改善。此外,该复合材料的光学性能也较为突出,紫外屏蔽性能与ATO 的用量成正相关,紫外线透过率小于10%,可见光透过率大于70%,满足了太阳能电池封装胶膜所要求的既透明又能较好地屏蔽紫外线的功能,同时该复合材料的耐高温性能也十分突出,相较纯PVB 起始150 ℃的分解温度,纳米PVB/ATO 的起始分解温度达到了290 ℃,表示能很好维持太阳能电池组件在高温条件下工作的稳定性。
3 新型背板粘接制造技术
太阳能电池背板是保护电池的部件,玻璃/封装材料/太阳能电池片/封装材料/背板的传统结构较为复杂,在制作过程中容易受工艺和材料的影响导致出现瑕疵,若背板的构成层数较多则会进一步扩大这种缺陷,从而影响太阳能电池组的正常工作使用。另外,传统背板粘接技术使用有毒溶剂,给环境带来负担,增加回收利用成本。一些企业和高校[60-65]开始研发共挤型背板,此设计将简化背板的制备流程,增强使用性能。
共挤背板中所使用到的共挤工艺是当下塑料工业中先进的加工方法之一,共挤工艺可以制备多组分的复合材料制品,如复合薄膜和复合板材等。通过数台挤出机,能将多层具有不同特性的物料在挤出过程中相互复合在一起,从而使得所制产品同时兼有不同材料的优良特性,性能上取长补短,能达到为了满足特殊要求所具备的性能、外观、对于氧气和水分的阻隔能力、保温性、热粘接能力、强度和柔韧性等一系列优良性质。这些具有多种优点的多层复合材料可以应用于许多领域中,同时在制备时可以大大降低产品的生产成本、简化仪器的操作流程和降低设备投资,而且生产复合的过程中不涉及使用化学溶剂,是一种环境友好型的技术工艺[66]。
美国EDI挤出模头公司[67]通过此工艺可获得流延膜等复合薄膜,或是多层共挤背板等复合板材。流延膜的成型原理是将原料在挤出机中熔融后经过T 型模头挤出后进入水溶液等介质冷却,牵引后得到流延膜[68-69]。该种方法在最大限度发挥被加工材料的性能同时又可以保持整体最佳的尺寸精度。制得的流延膜厚度小,透明度高,内应力小,同时它的均匀性好,薄膜品质较高。通过调节不同原料的种类和性质,生产出的薄膜可具备良好的耐候性、水汽阻隔性和耐化学腐蚀性,是作为太阳能电池组件中光伏背板粘接材料的选择之一。
用于挤出复合薄膜的挤出机头有2种形式,即多流道式共挤出机头和喂料块式共挤出机头。如图6所示,EDI 公司多流道共挤出机头是由多台挤出机挤出的熔融体从一个具有多流道的机头进料端分别流入设定尺寸参数的分流道中,各层熔融体在机头口型内复合成型,但是复合层数不能过多,以免导致共挤出机头过于庞大。喂料块式共挤出机头则是模头内部的复合,由多台挤出机挤出的熔融体通过喂料块分流道,经过内置的熔融体流率比调节阀和厚度调节栓调节,随后汇入衣架机头从而挤出成型。同多流道式机头相比,它体积小,容易改变薄膜的层数。此种方法适用于流动性和加工温度相近的材料,具有一定的局限性[70]。如图7 所示,Cloeren 公司[71]研发了具有自主知识产权的喂料块,其将流道中的每一股熔体流分成多份,在垂直方向上将分流后的多股熔体流顺流,最后复合的熔体流在供料块端和后表面一起汇集到微层复合中心。这种工艺需要配备11 台挤出机同步挤出,可实现生产400余层乙烯-乙烯醇共聚物(EVOH)流延阻隔薄膜。
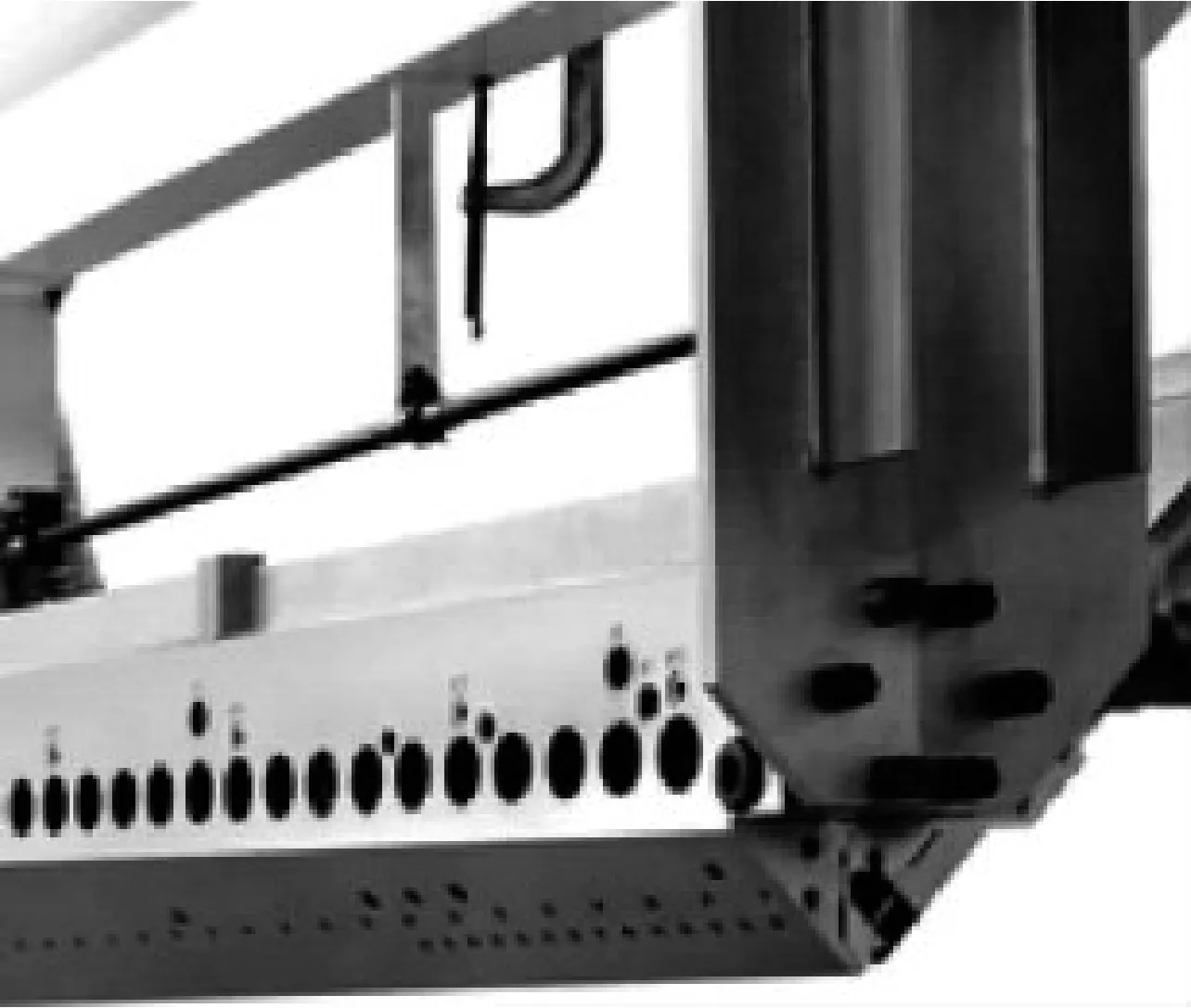
图6 EDI公司的10层多流道共挤出机头Fig.6 EDI's 10-story multi-channel co-extrusion head
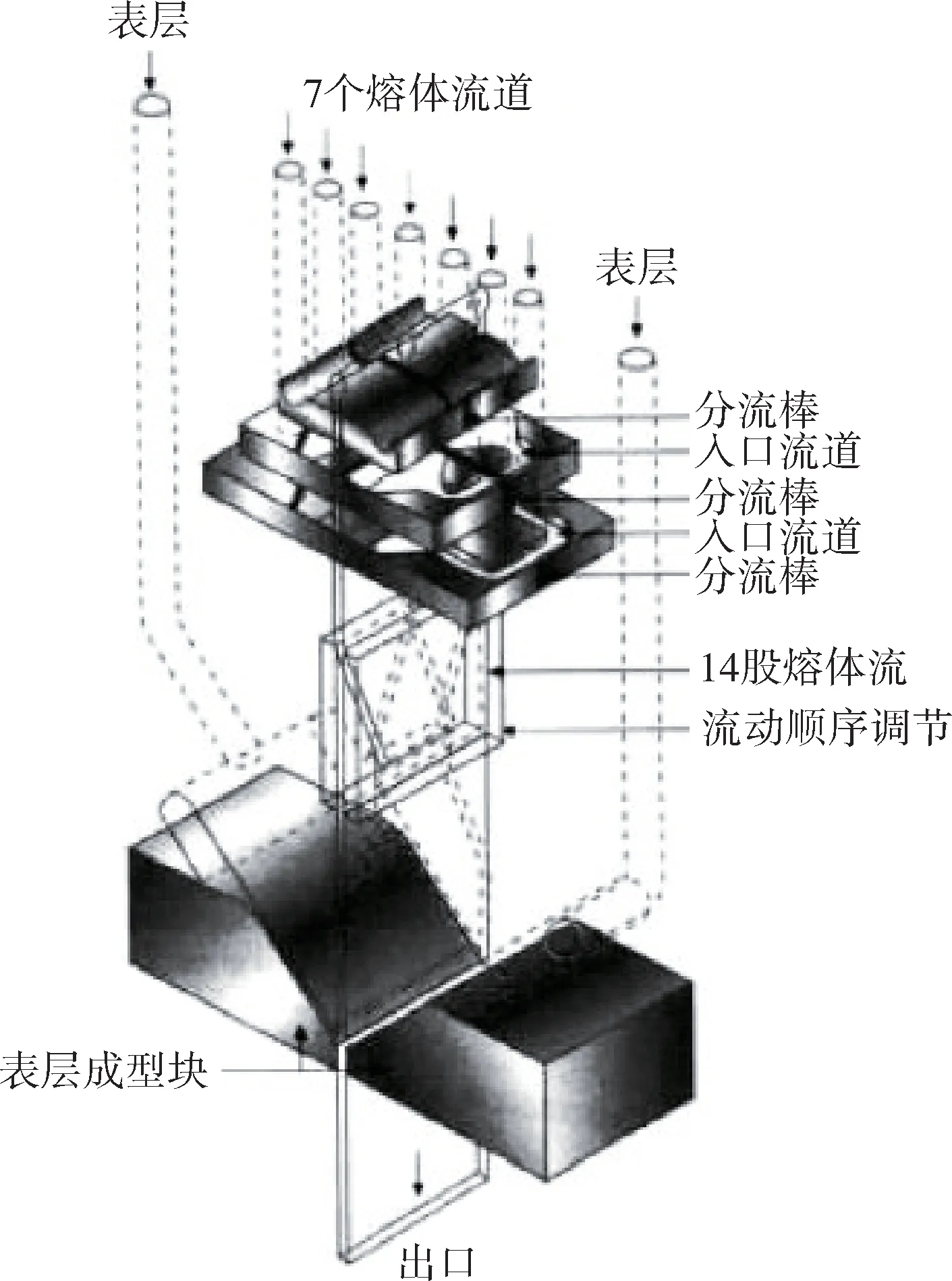
图7 Cloeren公司的复合薄膜原理图Fig.7 Composite film schematic of Cloeren corporation
随着技术的发展,挤出机向着节能降耗和多功能化的方向发展。在NPE2009 上,意大利Plastimac 公司[72]展示了Plastiblow PB5E/DL 和Plastiblow PB1E/D 2 种电动机型,它们均具备直径50 mm 挤出机和3 层共挤出机头,与之前老款机型相比,不仅缩短了成型时间,在能耗方面也有一定改善。同时,在产量方面,科技公司也在进行创新设计。美国贝克姆(Bekum)公司[72]在NPE2009上推出了BM-406D型机器,它将德国W Mueller 公司所使用的双排挤出机头与MPL 模具同时使用,应用了电动瓶取出技术,使得BM-406D 每小时能生产5 000 余个样品,大大提高了生产效率,为目标产品的大规模应用提供了条件。由于原材料价格的上涨和对产品阻透性能的提高,对于共挤出成型的需求也在不断增大,世界上领先的挤出成型机供应商研发并推出了多种共挤出成型机来满足市场需求。德国Rikutec 公司[73]在K2004 上展示出了当时最大的共挤出成型机,它配备了容积高达400 L 的集料头,锁模力为6 000 kN,能生产出4 层的多层共挤出水箱,总体成型时间仅为10 min,4 层集料头可装配的最大直径为1 200 mm。广东金明塑胶设备有限公司[74]研发了6 层油箱共挤出成型机,该设备采用6台单螺杆挤出机和6层共挤出平面叠加机头,配备了无拉杆两版式锁模装置等,在稳定运行和节能降耗方面上有出色表现。K2007中,Graham 公司[75]展示了Mini Wheel 型的挤出吹塑成型机,这种型号的成型机可用来成型一次性的多层瓶,它具有12个工位,每小时可生产多达6 000个乳品包装瓶,相对于传统机型不仅提高了工作效率,经济成本也大幅降低。此外,秦川未来塑料机械有限公司、Wilmington 机械公司和Full Shine 公司[76-78]等众多科技企业研发了多种不同的共挤出成型机,满足当下日益增长的市场需要。这些新型的共挤出成型机的研发设计秉持高效、节能、低碳环保的理念,在保持产量稳定的同时大大降低了生产成本,不仅节约能源,还使产品不断向多样化方向发展。
共挤背板就是将多种热塑性树脂,通过多台挤出机分多层通过同一个模头一次成型的背板新技术,其制备示意图如图8所示。相较于层压工艺,共挤背板的聚合物层以熔融状态结合、粘接并挤压在一起,在加工过程中可灵活改变层厚,避免多工序生产,故聚合物组分的流变性是限制共挤背板材料选择的一个因素。制造的背板具有层间黏接力好、生产工艺简单、生产环节避免溶剂型胶黏剂的使用,无溶剂挥发,不会产生环境污染、材料可回收利用等优点[79]。Tomark-Worthen 公司[80]采用了聚酰胺合金材料开发了名为PhotoMark®Reflections™的高性能共挤背板。应用的此种合金反射率为91.2%,相对热指数(RTI)为125 ℃,同时从环保角度考虑,它不含挥发性有机化合物,制成的背板具有优异的层间粘接强度,也不含聚对苯二甲酸乙二醇酯(PET)和含氟聚合物,经过紫外线暴露测试2 000 h后,其保持了一定的延展性,拉伸强度仅降低18%,后续还将进行背板的应力测试和模块评估等一系列方面的表征。此外,Renolit、Bischof &Klein、DSM、Isovoltaic 等一些背板供应商[81]也采用了共挤工艺生产共挤背板。根据背板材料是否含氟元素,共挤背板类型可分为含氟型和无氟型背板[82]。
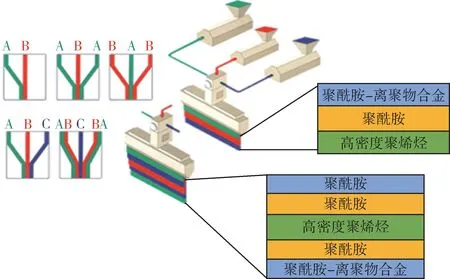
图8 多层共挤背板制备示意图Fig.8 Schematic illustration for fabricating co-extruted backsheets
3.1 共挤含氟背板技术研究
浙江晶尚新能源科技有限公司[60]将EVA、PET 和EVA分别提供给3台挤出机,使用分层模头来进行3层组分共挤结合成膜从而形成上层背板层,使用聚偏氟乙烯(PVDF)和聚甲基丙烯酸甲酯(PMMA)分别提供给2 台挤出机经分层模头来实现2 层组分共挤成膜,以此形成下层背板层,同时通过在2个背板层间设置反光层的夹层构造方式,使进入其中的太阳光进行聚光反射,增加了透光度,从而对太阳能电池板进行二次照射,改善了光伏电池组件的转化效率,此种共挤技术摒弃了粘接剂层的应用,使得整体背板的厚度在540~650 μm 之间,共挤而得的下层背板也为中间的反光层提供了稳定支撑,使电池组件轻量化,从而具备更好的抗冲击性、耐热性和耐变色性。相较于晶尚公司的做法,长荣新材料科技有限公司[61]则设计了一种多层共挤型在线热压贴合太阳能背板,此种背板由耐侯膜和三层聚烯烃共挤膜在线热压合制成,进一步简化了生产背板的工艺流程,其中耐侯膜为聚氟乙烯(PVF)或PVDF,而共挤膜从内到外依次由粘接功能层、聚烯烃支撑层和共聚聚丙烯(PP)功能层构成,该共挤背板厚度仅为350 μm,在抗冲击性、抗静电性、耐热变色性和保持尺寸稳定性上有较好表现,在使用时背板整体未发现分层和开裂现象,因而能有效延长太阳能电池组件的使用寿命。苏州爱康光伏新材料有限公司[62]生产出了一种多层共挤太阳能电池背板,该背板用聚四氟乙烯或聚全氟乙丙烯等含氟树脂类聚合物作为第一和第二氟树脂层(T),聚氨酯类聚合物作为第一和第二连接层(U),聚对苯二甲酸乙二醇酯等改性聚酯作为水汽阻隔层(P),形成T/U/P/U/T 型的太阳能电池背板,采用多层共挤的方法,将不同塑料粒子分别在不同的挤出机中熔融挤出,再通过各自的流道后在模头中会合,经过挤出、压合、冷却、二次加热和再冷却等流程制得上述结构的共挤复合背板,这种生产方式使得背板整体结构更加紧密,采用材料具有一定耐候性,符合太阳能电池组件正常工作对背板参数的要求。
3.2 共挤无氟背板技术研究
常州大学[63]研制了一种无氟多层共挤的太阳能电池背板材料,将改性聚碳酸酯层分别作为耐候层和粘接层,聚对苯二甲酸丁二醇酯作为中间层,通过双螺杆挤出机挤出后采用多层共挤装置进行共挤挤出,从而达到相邻两层之间的黏结,在此工艺中没有使用含氟材料和粘接剂,生产出来的共挤背板光学性能优异且成本低廉,复合膜的拉伸强度和柔韧性均得到显著改善,高耐候性和抗水解性得到保证,延长了太阳能电池组件的使用寿命,在制备方法上较为简便,可以考虑进行大规模生产,具有良好的应用前景。明冠新材料股份有限公司[64]发明了一种无氟两层共挤光伏背板,此种背板分别使用改性聚酰胺树脂和聚烯烃合金作为外耐候层和内耐候层,通过向聚酰胺树脂中添加填充剂、抗氧剂、紫外线吸收剂和光稳定剂等得到改性聚酰胺树脂,经改性后的外耐候层使光伏背板表面硬度和耐磨性均有所增加,抗冲击性能得到明显提高,在抗水解性和绝缘性上均有所改善,在使用时背板整体形态保持较好,不易随着使用时间的增长出现脱层、气泡和变色等现象,使用寿命评估可达25年左右,同时它采用2层熔融共挤的方式,没有使用传统粘接剂,工艺简单,也可进行大规模的工业化生产,并保障太阳能电池组件在各种条件下可靠工作,从而满足光伏产业的需要。苏州赛伍应用技术有限公司[65]将廉价的聚烯烃类树脂作为原料,利用接枝技术和交联反应,将聚十二内酰胺树脂和二氧化钛作为外层原料,采用线性低密度聚乙烯树脂、EVA 和二氧化钛作为内层原料,中间层则用均聚聚丙烯和二氧化钛,通过共挤技术一次性连续生产制成3层结构太阳能电池背板组件,这种新背板拥有更好的水汽阻隔性能,反射率有所提高,能长期保持相对稳定的尺寸,在背板生产中所用到交联反应所生成的交联网络能提高背板的耐热性和力学强度,制造流程较传统背板相对简单,使用原料对环境影响小,便于今后回收利用。
4 结语
背板粘接材料是传统背板结构的重要组成部分。EVA 的耐候性不佳、易老化等缺点需要经过各种改性后才能更好应用于太阳能电池背板的粘接材料中。共混改性通过几种材料不同比例的混合来提高EVA 复合体系的拉伸强度、阻燃性能、抗紫外老化和粘接性能,更好地满足应用需求。相较于填充改性、化学接枝法和化学交联法,它操作简单,无需繁琐的后处理步骤,成为众多研究者们提升EVA 性能的选择之一。新材料的不断涌现促进了粘接材料的多样化,未来太阳能背板粘接材料将不仅仅局限于EVA,还将向着聚氨酯材料、PVB、PDMS 或树脂类材料发展,它们的理化性质较EVA 有明显改善,可作为EVA 的替代材料在太阳能电池组件中使用。
目前,针对一次成型的共挤背板已经有国内外厂商在进行研究和试产,由于技术垄断和经济逆全球化的影响,能大规模批量生产使用的背板还较少,共挤背板产业发展速度较慢。面对国外厂商的技术管控,应加大国产化研发力度,对于共挤背板技术需要持续深入研究。在寻找和研制更廉价且高性能原材料的同时,应尽量避免含氟材料的使用,努力做到环境友好型的共挤背板。同时,国内厂商也应与外国科技企业持续深入沟通,开展广泛的交流合作,冲破技术阻碍,实现新型共挤背板完全国产化,提升我国光伏产业综合竞争力。
猜你喜欢
辽宁石油化工大学学报(2022年4期)2022-09-28
辽宁石油化工大学学报(2021年6期)2022-01-04
—— 晶体硅太阳电池研究进展(10)
太阳能(2021年7期)2021-07-30
军民两用技术与产品(2021年10期)2021-03-16
中国质量与标准导报(2018年3期)2018-09-10
消费导刊(2017年19期)2017-12-13
农民致富之友(2017年15期)2017-08-20
电子制作(2017年7期)2017-06-05
汽车电器(2014年5期)2014-02-28
印制电路信息(2012年1期)2012-05-31
