
导热型微孔透气薄膜的制备及性能研究
2022-08-01 01:12朱惠豪马玉录吉华建谢林生
中国塑料 2022年7期
李 果,朱惠豪,马玉录,王 玉,吉华建,谢林生*
(华东理工大学机械与动力工程学院,上海 200237)
0 前言
聚烯烃(主要是聚乙烯和聚丙烯)防水透气薄膜是新一代的可透气型功能薄膜,其生产工艺过程是先将以CaCO3为主的无机填料填充聚烯烃,制得透气薄膜专用料;然后将专用料经过压延、流延或吹塑方式制成薄膜;最后通过对薄膜施加单向或双向拉伸作用,使聚合物基体与填料颗粒表面发生分离并在填料颗粒之间发展出相互连通的微孔通道,从而形成微孔透气薄膜[1-4]。由于其既可以防水又可以透气,广泛应用于制造婴儿尿不湿、妇女卫生巾、成人卫生防护品,以及透气性防雨布、雨衣等,还可用于制造工业、医院和军用防护服等。2020 年初新冠病毒在全球爆发以来,聚烯烃透气薄膜在医用一次性防护服市场上有了更大的需求,对于防护服用透气薄膜,在提高制品透气性能的同时,薄膜的导热性能也是影响其使用舒适性的重要指标。因此,开展导热型透气薄膜制品技术的研究,对于提高防护服制品穿戴的舒适性具有比较重要的意义。
透气性薄膜的原材料配方[5-9]和薄膜制备工艺[1,10-11]是国内外学者研究的重点。Ozen[1]制备了不同CaCO3含量的PE-LLD/CaCO3复合材料薄膜,结果表明透气性能与CaCO3种类、含量和拉伸倍率均有很大的关系,此外薄膜中孔隙相互连接的数量对薄膜的透气性起到重要作用。Kim[5]发现硬脂酸包覆过的沸石制备的聚乙烯复合材料薄膜具有更好的性能。吴智华[6]和孟兵[7]研究了填料种类和吸湿剂对吹膜成型的聚乙烯微孔薄膜性能的影响。周开德[8]研究了纳米CaCO3对聚烯烃透气薄膜性能的影响,结果表明适量添加纳米CaCO3可以改善聚烯烃透气薄膜的加工性能,提高薄膜的透气均匀性和力学性能。Hale[9-11]在大量实验的基础上建立了水蒸气透过PE-LLD/CaCO3复合材料透气薄膜的模型,并运用模型计算水蒸气透过率并与测试结果对比,实验结果证实了模型的可靠性。
本文在双转子连续混炼机中制备了透气薄膜专用PE-LLD/CaCO3/Al2O3复合材料,通过在常规的透气薄膜专用料配方中加入Al2O3以改善透气薄膜专用料的导热性能。并借助于流延设备和拉伸单元把透气薄膜专用料制成透气薄膜,研究了Al2O3含量和拉伸工艺对透气薄膜微观形貌、力学性能、透气性能和导热性能的影响。
1 实验部分
1.1 主要原料
PE-LLD,1002KW,密度为0.918 g/cm3,熔体流动速率为2 g/10 min,苏州仁发塑化有限公司;
硬脂酸包覆过的CaCO3,粒径介于2.65 μm(d50)~6.40 μm(d90),南京欧米亚精细化工有限公司;
Al2O3,球形结构,粒径介于0.51 μm(d50)~0.68 μm(d90),郑州市三禾新材料有限公司。
1.2 主要设备及仪器
真空扫描电子显微镜(SEM),JSM-6300LV,日本Hitachi公司;
平板硫化机,YT-LH102A,东莞仪通检测设备科技有限公司;
精密立式纵向拉伸机,FOVU-35,广州普同实验分析仪器有限公司;
单螺杆挤出流延机,FDHU-20,广州普同实验分析仪器有限公司;
旋转流变仪,Bohlin Gemini 2,英国马尔文仪器有限公司;
薄膜拉伸试验机,AGS-50N,日本岛津株式会社;
恒定湿热试验箱,SH010,上海实验仪器厂;
王研氏透气度仪,EGO2-5/6-1.2MR,日本旭精工公司;
激光导热仪,LFA447,德国耐驰仪器公司。
引滦入津工程供水泵站优化模型的建立与应用…………………………………………… 李继明,周志华(18.29)
1.3 样品制备
混合实验:选择无机填料和PE-LLD 的质量比为50∶50,PE-LLD、Al2O3和CaCO3首先在80 ℃的真空干燥箱内干燥5 h,然后通过双转子连续混炼机,用熔融共混法制备不同Al2O3和CaCO3含量的透气薄膜专用料,双转子连续混炼机为实验室自制,转子为双混炼段结构,公称直径为30 mm,实验过程中转速为600 r/min、喂料量为4 kg/h、卸料门开启度为25%、混炼一区的加工温度为55 ℃、混炼二区的加工温度为145 ℃。PE-LLD/CaCO3/Al2O3复合材料的样品配方如表1所示;

表1 PE-LLD/CaCO3/Al2O3复合材料的样品配方表Tab.1 Formulation of PE-LLD/CaCO3/Al2O3 composites
薄膜制备:采用单螺杆挤出流延机将透气薄膜专用料制备成薄膜,单螺杆的公称直径为20 mm,长径比为28,T 形口模的缝隙宽度为200 mm、厚度在0.5 mm范围内可调;挤出的薄膜被流延辊冷却、定型并收卷,薄膜厚度保持在60 μm左右;
薄膜拉伸:制备好的薄膜采用精密立式纵向拉伸机拉伸制成具有多孔结构的透气薄膜,拉伸辊的温度设置为80 ℃;如图1 所示,分别为拉伸机的实物图和拉伸辊的结构布局示意图,其中,辊子1、4 和5 为预热辊;2、3、6 和7 为拉伸辊;8~11 为定型冷却牵引辊;12 为收卷辊;拉伸辊可以设置不同的差速实现需要的拉伸倍率。根据前人文献,设置薄膜的拉伸倍率分别为200%和300%。
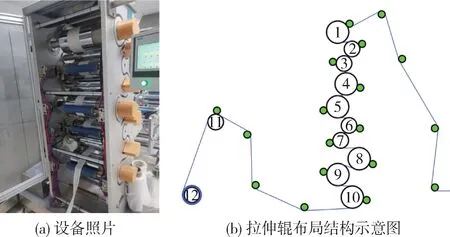
图1 精密立式纵向拉伸实验平台Fig.1 Platform of precision vertical longitudinal tensile test
1.4 性能测试与结构表征
SEM 分析:采用平板硫化机将透气薄膜专用料压制成片材,然后在液氮下浸泡后脆断,将脆断后的试样加入到浓盐酸中进行表面刻蚀,刻蚀后的样品表面进行喷金处理,最后使用SEM 在不同倍率下观察样品断面的表面形貌及Al2O3颗粒在聚合物基体中的分散及分布情况;
流变测试:采用旋转流变仪对透气薄膜专用料进行稳态黏度测试,测试温度为160 ℃,剪切速率范围为0.01~10 s-1;
力学性能测试:采用薄膜拉伸试验机测试薄膜沿拉伸方向和垂直于拉伸方向的拉伸强度和断裂伸长率,拉伸样品尺寸为100 mm×25 mm;
水蒸气透过率测试(MVTR):采用恒定湿热试验箱对薄膜样品进行水蒸气透过率测试,样品为直径为60 mm的圆形薄膜;
导热性能测试:采用激光导热仪进行测试,薄膜样品尺寸为10 mm×10 mm,样品上下表面均匀喷涂石墨,测试温度为25 ℃。
2 结果与讨论
2.1 微观形貌分析
如图2 所示为不同Al2O3含量的PE-LLD/Ca-CO3/Al2O3复合材料断面的微观形貌。由图2(a)可知,未加入Al2O3颗粒的PE-LLD/CaCO3复合材料断面中CaCO3颗粒呈无定形状均匀分布于PE-LLD 基体材料中,大部分颗粒的尺寸较大,只有较小部分的小粒径颗粒,且不同尺寸的CaCO3颗粒表面保持原有形貌,与PE-LLD 基体树脂黏附作用弱,颗粒与基体界面清晰,存在明显的间隙,部分CaCO3颗粒在制作脆断样品时被拔出,在断面中留下不规则的凹坑,这表明在复合材料中CaCO3颗粒和PE-LLD 基体材料的界面作用力很弱。从图2(b)~(d)中可以看出,随着复合材料中Al2O3含量的逐渐增加,断面形貌中大尺寸的CaCO3颗粒逐渐变少,而小尺寸的球形颗粒数量逐渐增多,而Al2O3颗粒由于其较大的比表面积,表面张力大,因此与PE-LLD 基体材料间界面作用力大,因此大部分的小尺寸颗粒都被包裹在基体中,界面模糊。同时如图2(e)所示,随着Al2O3含量的进一步增加到20 %时可以清晰的显示出部分小尺寸的Al2O3颗粒出现了团聚体,这些团聚体一部分单独分布在PE-LLD 基体材料中,还有一些环绕在大尺寸的CaCO3颗粒周围,这可能是因为CaCO3颗粒的无规则形状一定程度上阻碍了Al2O3颗粒在基体中的均匀分散。
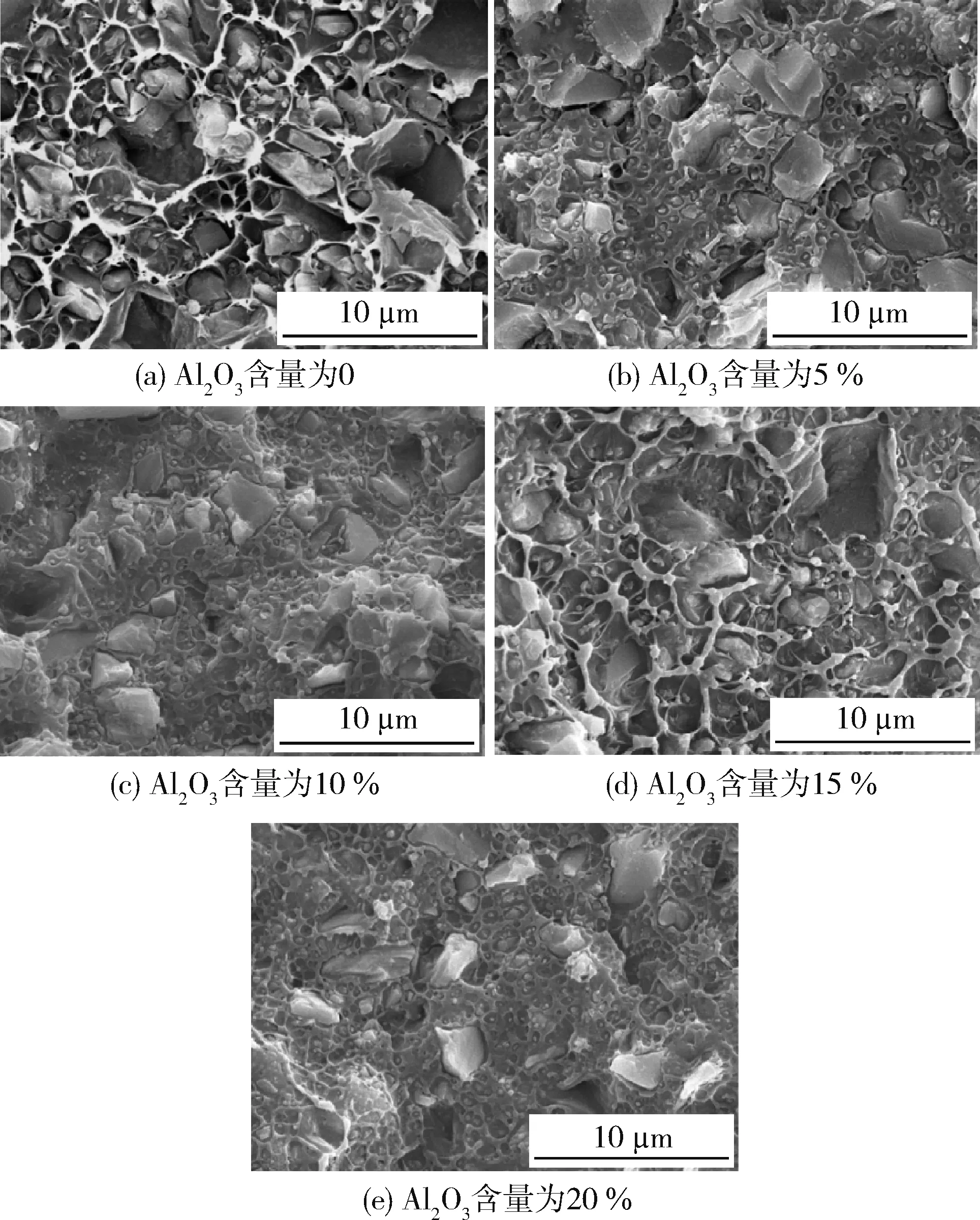
图2 不同Al2O3含量的复合材料断面的SEM照片Fig.2 SEM micrographs of fracture surfaces of the composites with different ratios of Al2O3 to CaCO3
2.2 稳态流变行为分析
图3 为不同Al2O3含量的PE-LLD/CaCO3/Al2O3复合材料的稳态流变测试曲线。由图可知,在低剪切速率段,复合体系的稳态黏度曲线有一个牛顿平台区,而随着剪切速率升高到10 s-1后,不同Al2O3含量的复合材料黏度曲线呈现典型的剪切变稀现象。在填充型复合材料体系中,颗粒对复合材料流变行为的影响主要存在3种相互作用:填料颗粒对复合材料的流体力学作用、填料颗粒与聚合物分子链之间的相互作用和填料颗粒间的相互作用。当有部分CaCO3颗粒被Al2O3颗粒替代后,由于Al2O3颗粒的粒径比CaCO3颗粒小很多,大尺寸颗粒的减少削弱了填料颗粒对复合材料的流体力学作用,减弱了颗粒对聚合物分子链运动的阻碍作用,这会降低复合体系的稳态黏度;但与此同时,小尺寸Al2O3颗粒因为其更大的比表面积增强了颗粒与聚合物分子链之间的相互作用和颗粒之间的相互作用,这些作用又会提高复合体系的稳态黏度。由图3可知,当Al2O3含量不超过15 %时,PE-LLD/CaCO3/Al2O3复合材料的牛顿平台区随着Al2O3与CaCO3质量比的增大而出现小幅度的下移,这可能是因为在这些配比下,大尺寸CaCO3颗粒数量减少引起的复合体系黏度的降低程度比小尺寸Al2O3颗粒比表面积增大引起复合体系黏度的增加程度略强。但当Al2O3的含量增加到20%时,复合材料的稳态黏度有了较大程度的降低,这是由于当Al2O3含量增加到20%后,一方面大尺寸CaCO3颗粒数量进一步减少,减弱了颗粒对聚合物分子链运动的阻碍作用,另一方面,结合图2(e)可知,随着小尺寸Al2O3颗粒的增多,颗粒之间开始出现部分团聚体,团聚体的出现在增强Al2O3颗粒间以及Al2O3与CaCO3颗粒相互作用力的同时也会大大降低颗粒与基体材料间的相互作用力,以上2个方面共同作用导致了复合材料的稳态黏度出现了较大程度的降低。
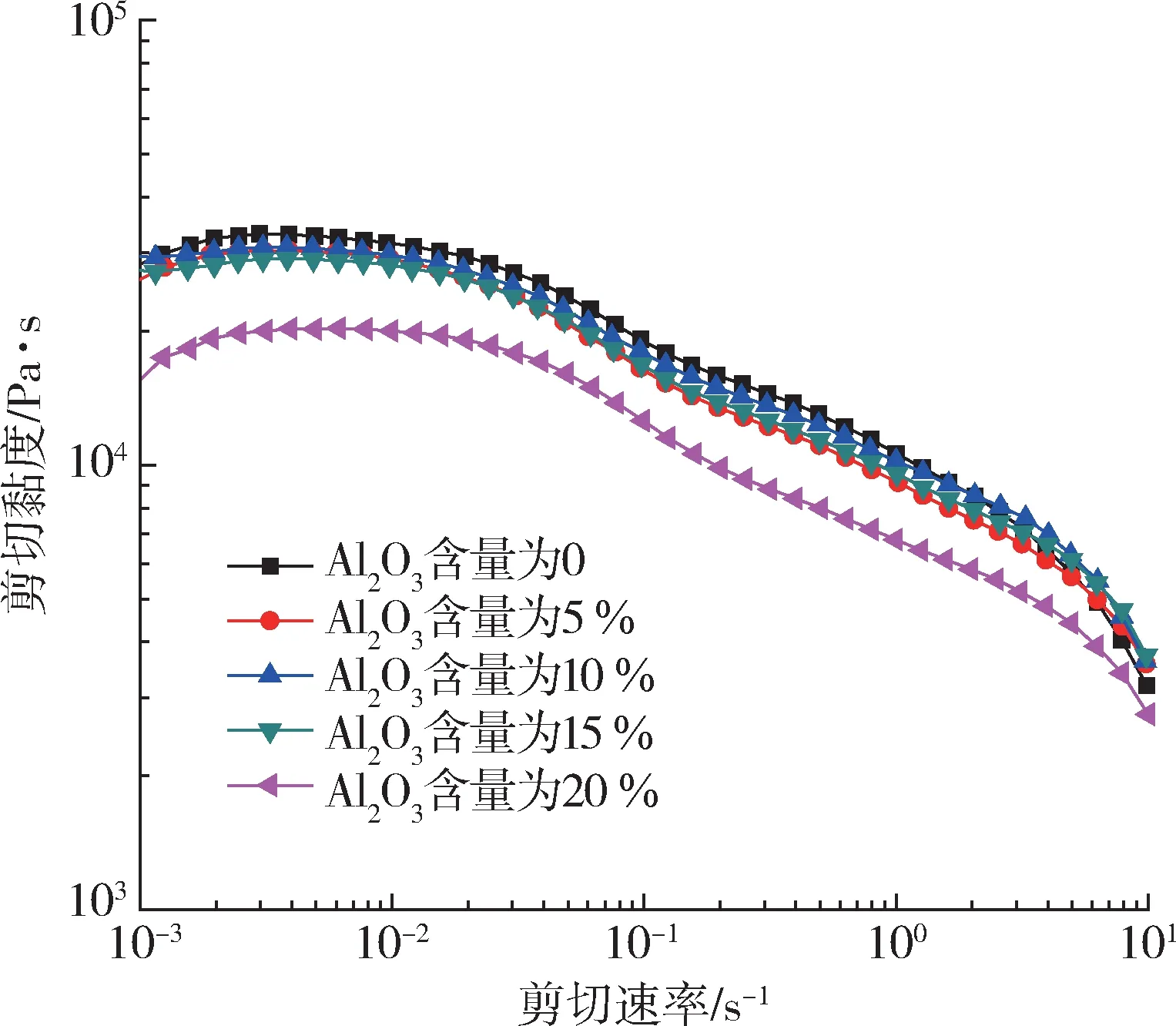
图3 不同Al2O3含量的PE-LLD/CaCO3/Al2O3复合材料的稳态黏度Fig.3 Shear viscosity of PE-LLD/CaCO3/Al2O3 composites with different Al2O3 content
2.3 力学性能分析
如图4 所示为不同Al2O3含量的PE-LLD/CaCO3/Al2O3复合材料流延拉伸(拉伸倍率分别为200 %和300 %)制成的透气薄膜沿拉伸方向(MD)的力学性能。由图4(a)可知,2 种拉伸倍率下,薄膜的拉伸强度随Al2O3含量的增加呈现先增加后降低的趋势。以200%的拉伸倍率为例,当Al2O3的含量从5%提高到15%时,薄膜的拉伸强度从27.5 MPa提高到29.6 MPa左右,增大了约8 %;但当Al2O3的含量继续增加到20%时,拉伸强度出现了明显的下降,下降到24.1 MPa左右,与不加入Al2O3颗粒的PE-LLD/CaCO3复合材料在相同拉伸倍率下的性能相比下降了20 %左右。这主要是因为少量Al2O3颗粒的加入,可以比较均匀地分散在大尺寸CaCO3颗粒和PE-LLD 基体材料之间,很少发生团聚。同时,由于Al2O3颗粒较小的粒径和较大的比表面积,与基体材料相互作用力较强,从而改善了PE-LLD/CaCO3复合材料薄膜的力学性能。但当大量Al2O3颗粒(超过15%)替代CaCO3颗粒后,由于Al2O3颗粒较大的表面张力,相对更难于实现均匀分散,如图2(e)所示,部分颗粒出现团聚现象,导致薄膜的拉伸强度有很大程度的下降。不同的拉伸倍率(200 %和300%)时,薄膜的拉伸强度随Al2O3含量的变化趋势相同,拉伸强度变化也较小。
由图4(b)薄膜断裂伸长率的变化趋势可知,Al2O3的含量对薄膜断裂伸长率的影响较小,但拉伸倍率对薄膜断裂伸长率的影响较大。当Al2O3含量从5 %提高到15%时,200%拉伸倍率下的薄膜断裂伸长率在210%~220%之间呈现小幅度震荡变化,而300%拉伸倍率的薄膜断裂伸长率在110 %~120 %之间呈现小幅度震荡变化,当Al2O3含量继续增加到20 %时,2种拉伸倍率下薄膜的断裂伸长率都有明显的下降。同时,当薄膜的拉伸倍率从200%增大到300%时,不同的Al2O3含量时,其断裂伸长率都下降了1 倍左右。这种变化的原因是显而易见的:同种材料的断裂伸长率是一定的,薄膜的初始拉伸倍率变大,拉伸后的断裂伸长率会明显下滑。
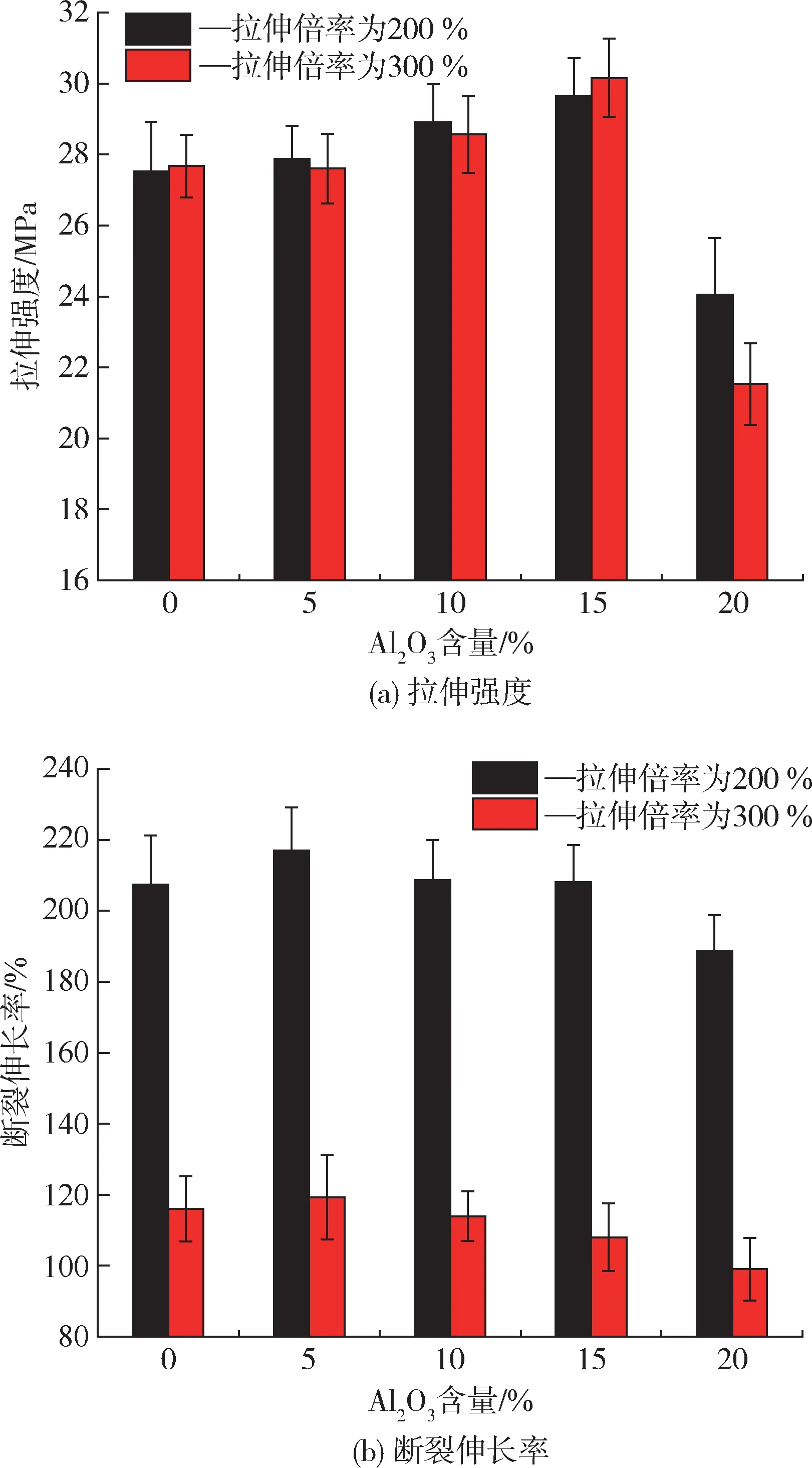
图4 不同Al2O3含量的透气薄膜沿拉伸方向的力学性能Fig.4 Mechanical properties along MD of the composites films with different Al2O3 content
如图5 所示为不同Al2O3含量的PE-LLD/CaCO3/Al2O3复合材料流延拉伸(拉伸倍率分别为200 %和300%)制成的透气薄膜在垂直于拉伸方向(CD)的力学性能,图5(a)和5(b)分别为薄膜的拉伸强度和断裂伸长率。由图5(a)可知,2种拉伸倍率下,随着Al2O3含量的增加,CD 方向薄膜的拉伸强度表现出与MD 方向相同的变化趋势,呈先增大后降低的趋势,但其具体拉伸强度的数值相对于MD 方向较小。以200%的拉伸倍率为例,当Al2O3的含量从5 %增加到15 %时,CD方向上薄膜的拉伸强度从6.9 MPa 提高到7.9 MPa 左右,增大了15%。当Al2O3的含量继续增加到20%时,薄膜的拉伸强度急速下降到6.4 MPa,与原始配方PELLD/CaCO3复合材料在相同拉伸倍率下的性能相比下降了10%左右。这种变化趋势主要是Al2O3颗粒数量增多并在复合材料中部分团聚引起的。当薄膜的初始拉伸倍率提高到300%后,薄膜在CD 方向上的拉伸强度随Al2O3含量的变化趋势与200 %拉伸倍率时相同,但其拉伸强度值却有较大幅度的下降。
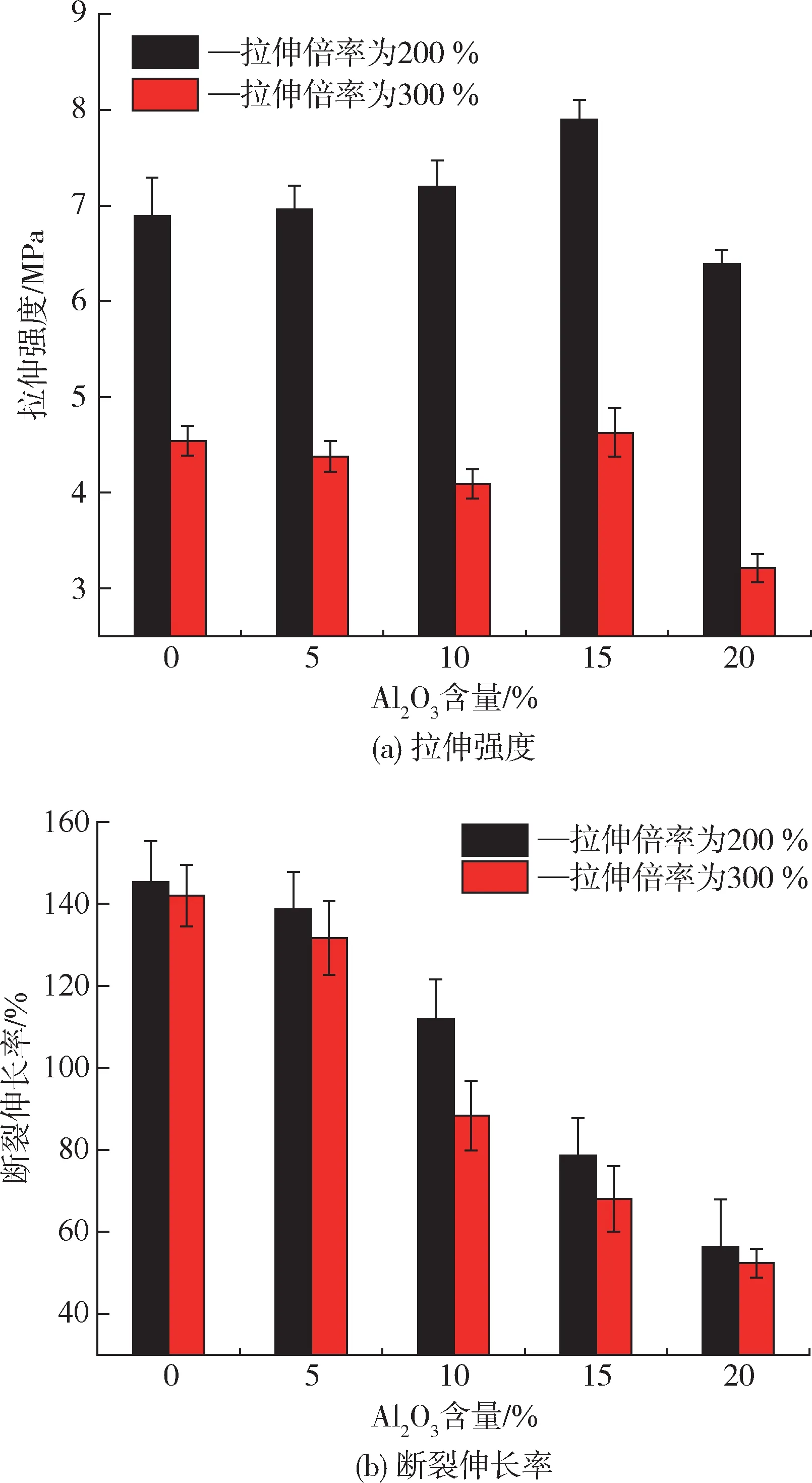
图5 不同Al2O3含量的透气薄膜垂直与拉伸方向的力学性能Fig.5 Mechanical properties along CD of the composites films with different Al2O3 content
由图5(b)可知,与图4(b)MD 方向上与200 %拉伸倍率值时薄膜的断裂伸长率变化趋势不同,CD 方向上与200 %拉伸倍率值时薄膜的断裂伸长率随Al2O3含量的增加而逐渐下降。以200 %的拉伸倍率为例,当Al2O3含量为5 %时,薄膜在CD 方向上的断裂伸长率下降不明显,从145%左右下降到140%;当继续增加Al2O3含量后,断裂伸长率几乎呈直线下降,最终当Al2O3含量为20%时,薄膜在CD 方向上的断裂伸长率只有60 %左右。同时,拉伸倍率对薄膜在CD 方向上的断裂伸长率影响比较小,当薄膜的拉伸倍率从200%增大到300%时,不同的Al2O3含量,其断裂伸长率都出现小幅度的下降。
结合图4和图5分析Al2O3含量对复合材料透气薄膜力学性能的影响可得:2种拉伸倍率下,少量的Al2O3颗粒(含量不超过15%)代替原配方中的CaCO3颗粒可以在不大幅度降低透气薄膜断裂伸长率的情况下提高其在MD和CD 2个方向上的拉伸强度。以200%的拉伸倍率为例,当Al2O3含量为15%时,透气薄膜在MD和CD方向上的拉伸强度分别提高了8%和13%,此时,薄膜在MD方向上的断裂伸长率与原配方基本保持一致,在CD方向上的断裂伸长率与原配方相比从140%下降到100%。
2.4 透气性能分析
如图6 所示为PE-LLD/CaCO3/Al2O3复合材料流延拉伸(拉伸倍率分别为200%和300%)制成的透气薄膜透气性能随Al2O3含量的变化曲线。图6(a)和6(b)分别为薄膜的水蒸气透过率和对空气透过的抵抗度,其中水蒸气透过率表示在恒温恒湿环境下,每24 h内通过单位平方面积薄膜样品水蒸气的总质量,其值越大,说明薄膜对水蒸气的透过性越好;而薄膜对空气透过的抵抗度是指一定量空气通过单位面积薄膜样品所需要的时间,测试单位是s,其值越小,说明薄膜对空气的透过性越好。由图6(a)可知,2种拉伸倍率下,随着Al2O3含量的增加,薄膜24 h内的水蒸气透过率呈现出不同的变化规律。当拉伸倍率为200%、Al2O3含量为5%时,薄膜的水蒸气透过率比原有配方有所减小,从2 210 g/m2·24 h逐步减小到2 070 g/m2·24 h,减小了约6%,但随着Al2O3含量从5%继续增加,薄膜的水蒸气透过率缓慢上升,当Al2O3含量为20%时,水蒸气透过率增大到2 620 g/m2·24 h,总体上呈先减小后增大的趋势。但当薄膜的初始拉伸倍率为300%时,薄膜的水蒸气透过率随着Al2O3含量的增加而稳步增大,从Al2O3含量为5 %时的5 058 g/m2·24 h增加到含量为15%时的6 320 g/m2·24 h,增大了25%,而当Al2O3含量继续增加到20%时,薄膜的水蒸气变化很小。由图6(b)可知,当拉伸倍率为200%时,薄膜对空气透过的抵抗性能随着Al2O3含量的增加呈先缓慢增大然后逐渐降低的趋势;而当拉伸倍率为300%时,薄膜对空气透过的抵抗性能随着Al2O3含量的增加呈逐渐降低然后保持稳定的趋势。结合图6(a)分析可知,随着Al2O3含量的增加,透气薄膜对空气和水蒸气透过率的变化趋势基本相同。
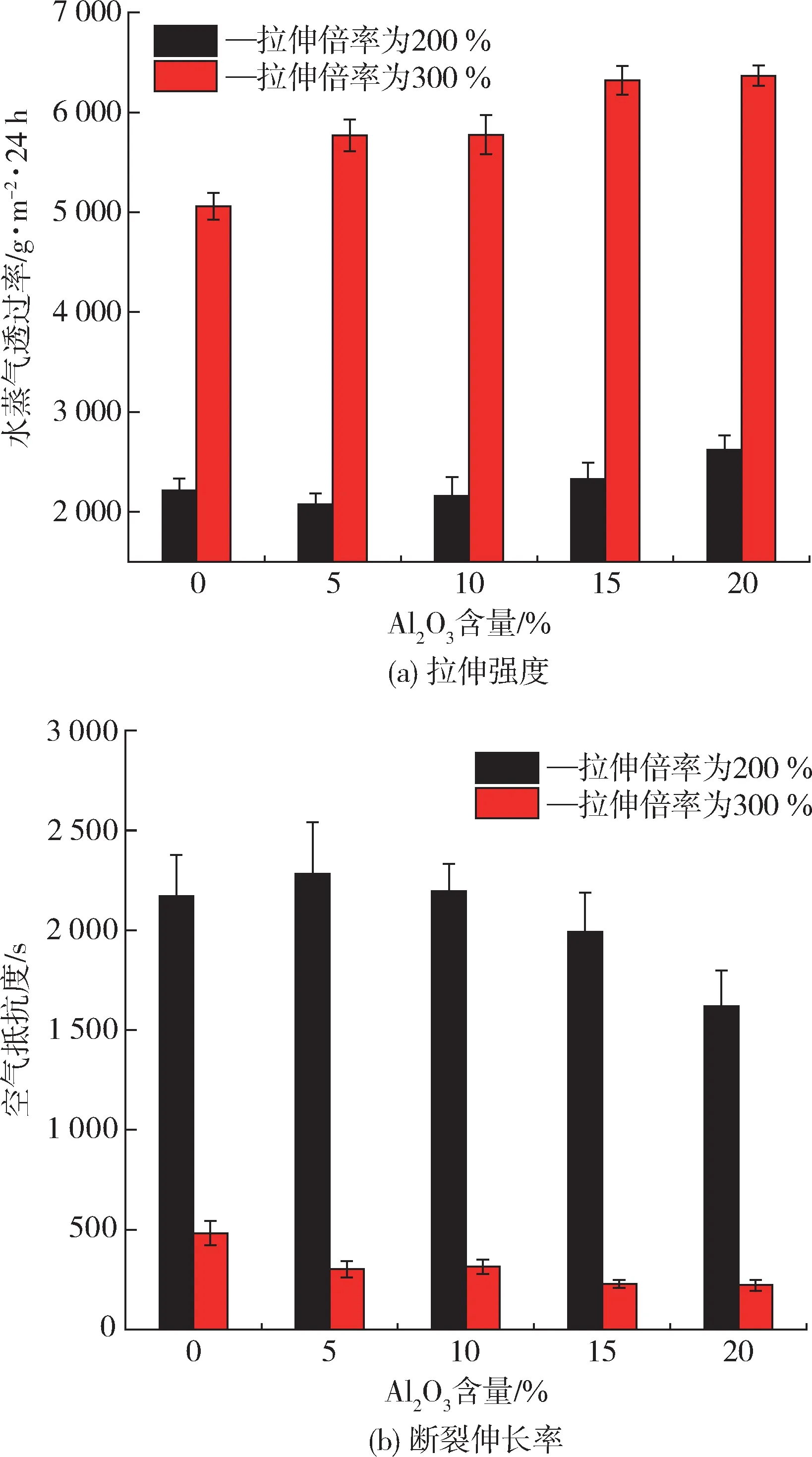
图6 不同Al2O3含量的透气薄膜的透气性能Fig.6 Breathable properties of the composites films with different Al2O3 content
薄膜对水蒸气和空气的透过性能实际上反应出薄膜内孔隙率的变化趋势,如图7 所示为PE-LLD/CaCO3/Al2O3复合材料流延拉伸(拉伸倍率分别为200 %和300%)制成的透气薄膜表面的微观形貌照片。由图可知,Al2O3颗粒和CaCO3颗粒在复合材料薄膜拉伸中的作用是一致的,都是起到成核剂的功能,当PE-LLD在加热拉伸的过程中发生热变形时,CaCO3颗粒和Al2O3颗粒却在拉伸过程中保持了原有的形状,因此在这2种无机粒子的周围就形成了长圆形的微孔结构。比较不同Al2O3含量的复合材料薄膜表面的SEM照片可知,2种拉伸倍率下,随着Al2O3含量的增加,薄膜表面大尺寸的颗粒数量减少,相应的大颗粒周围较大尺寸的微孔结构数量也减小,而小尺寸的颗粒数量逐渐增多并在其周围形成了较多较小尺寸的微孔结构。同时,由图7(c)和7(f)可知,当代替CaCO3颗粒的Al2O3含量达到15%时,小尺寸颗粒及其周围形成的微孔结构的数量明显增多,而且有部分的微孔由于距离很近更容易相互贯穿形成部分互联结构,提高了材料的孔隙率,这对于提高薄膜水蒸气和空气的透过率有一定的促进作用。分析不同拉伸倍率下的复合材料薄膜表面的SEM照片可知,当拉伸倍率从200%提高到300%时,一方面,CaCO3颗粒和Al2O3颗粒周围形成的微孔尺寸也相对较大,微孔的形状也逐渐从长圆形变成了长条形;另一方面,随着拉伸倍率的提高,一部分在200%的拉伸倍率下没有与基体剥离的较小颗粒周围也逐渐形成了微孔结构,使微孔的数量进一步增加。这是薄膜的水蒸气和空气透过率随着拉伸倍率的增大而大大提高的主要原因。
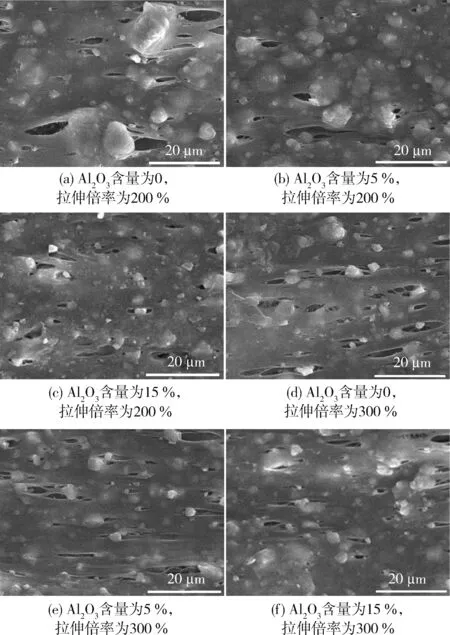
图7 不同Al2O3含量和不同拉伸倍率下薄膜表面的SEM照片Fig.7 SEM images of surfaces of the composites film with different Al2O3 content and various stretching ratios
2.5 导热性能分析
图8 所示为PE-LLD/CaCO3/Al2O3复合材料薄膜拉伸前后(拉伸倍率分别为200%和300%)室温下的导热系数随Al2O3含量的变化曲线。由图可知,薄膜拉伸前后的导热系数都随着Al2O3含量的增加而增大,50%CaCO3填充PE-LLD 基体后复合材料薄膜的导热系数为0.62 W/(m·K),当其中20 %的CaCO3颗粒被Al2O3颗粒替代后,薄膜的导热系数提高到1.08 W/(m·K),提高了74%。同时,薄膜经过相同拉伸倍率拉伸后导热系数随Al2O3的含量表现出与拉伸前相同的趋势,当拉伸倍率为200 %时,拉伸后薄膜的导热系数从0.36 W/(m·K)提高到0.58 W/(m·K),增大了60%左右;当拉伸倍率为300%时,拉伸后薄膜的导热系数从0.18 W/(m·K)提高到0.29 W/(m·K),也增大了60%左右。这主要是因为Al2O3颗粒比CaCO3颗粒具有更大的导热系数,因此随着越来越多的CaCO3颗粒被Al2O3颗粒替代后,复合材料薄膜的导热系数不断增大。
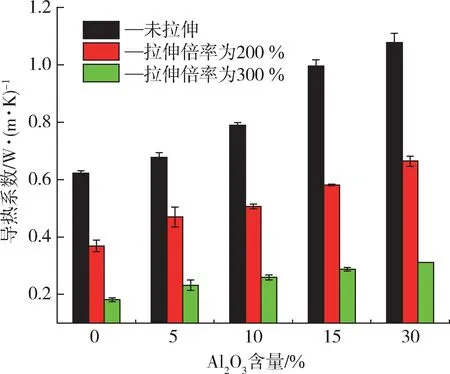
图8 不同Al2O3含量的透气薄膜的导热性能Fig.8 Thermal conductivity of the composites films with different Al2O3 content
当Al2O3和CaCO3的质量比一定时,比较拉伸前后薄膜材料的导热系数可知:拉伸后薄膜的导热系数都有较大程度的下降,且拉伸倍率越大,其导热系数下降的程度也越大。这主要是因为薄膜拉伸后在CaCO3颗粒和Al2O3颗粒周围形成了较多的微孔结构,这些微孔结构的形成,增大了薄膜的孔隙率,在提高薄膜水蒸气透过率的同时会引入水蒸气或空气进入微孔,从而导致薄膜的导热系数降低。
3 结论
(1)PE-LLD/CaCO3复合材料中加入Al2O3颗粒大大提高了透气薄膜的导热性能。PE-LLD/CaCO3/Al2O3的质量比为50/35/15是比较合适的配方比例,在此配方下选择200 %~300 %之间的拉伸倍率制备的透气薄膜,在保证薄膜力学性能和透气性能的前提下,导热系数比原配方薄膜提高了60%以上;
(2)较高的拉伸倍率会提高薄膜的孔隙率,从而提高其对水蒸气和空气的透过率性能;但同时,拉伸倍率的提高会降低薄膜在MD 方向的断裂伸长率和CD 方向的拉伸强度,也会降低薄膜的导热性能,从而影响薄膜的整体性能,因此在透气薄膜的生产过程中拉伸倍率在200%~300%之间是比较合适的工艺。
猜你喜欢
纺织标准与质量(2022年1期)2022-07-12
小资CHIC!ELEGANCE(2021年31期)2021-08-16
中国新技术新产品(2021年23期)2021-02-19
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
数学学习与研究(2016年17期)2017-01-17
中学生数理化·教与学(2016年6期)2016-06-15
科技视界(2016年10期)2016-04-26
汽车零部件(2015年4期)2015-12-22
纺织导报(2014年7期)2014-10-30
