偏心三螺杆挤出机混合机理分析
2022-09-28 08:38王廷玺朱向哲吴婷婷
辽宁石油化工大学学报 2022年4期
王廷玺,朱向哲,吴婷婷
(1.辽宁石油化工大学 机械工程学院,辽宁 抚顺 113001;2.山东康源安全技术咨询有限公司,山东 济南 250014)
螺杆挤出机广泛应用于橡胶、塑料、医药和食品等领域,现阶段市场上销售的挤出机类型主要为普通双螺杆挤出机[1]。为了满足加工特殊材料的需求,研发设计了新型偏心双螺杆挤出机。沈美震等[2]采用粒子簇分布指数、分离尺度、平均混合效率、瞬时混合效率、剪切应力、混合指数等表征分散混合情况,分析了偏心双螺杆挤出机的混沌混合特性。滕健等[3]利用拉格朗日拟序结构(LCS)、有限时间李雅普诺夫指数(FTLE)结合混合指数和瞬时混合效率等,对不同偏心距的转子进行动力学分析,探究了偏心双螺杆挤出机混沌混合机理。偏心搅拌是诱发混沌混合的重要途径之一[4],为了更好地探究混沌混合机理,在新型偏心双螺杆挤出机结构的基础上,通过增加一个螺杆设计了新型偏心三螺杆挤出机(偏心三螺杆挤出机,下同)。与偏心双螺杆挤出机相比,三角形排列的偏心三螺杆挤出机新增两个啮合区和一个中心区。因此,在相同长度的螺杆挤出机内部的熔体受到周期性的挤压-折叠次数更多,使熔体的混合效率更高,拉伸效果更好。偏心三螺杆挤出机转子结构的特殊性,使其具有良好的自洁性、排气性及更高的剪切速率等特点。
本文运用仿真模拟技术,对偏心三螺杆挤出机的流动特性和混合效果进行分析。使用ICEM软件,对模型进行有限元网格划分[5];用Polflow软件,对流场进行计算[6];对偏心三螺杆挤出机和偏心双螺杆挤出机的流动特性和混合效率进行了对比。结果表明,在相同偏心距、长度的条件下,偏心三螺杆挤出机具有更好的流动特性和混合效率。
1 物理模型分析
1.1 几何模型
偏心三螺杆挤出机的啮合盘加工容易,组合方式较为灵活,排列方式多样。为了更好地探究偏心螺杆挤出机的混沌混合机理,从结构上对三角形排列的偏心三螺杆挤出机和偏心双螺杆挤出机进行流动特性和混合特性研究,其几何模型见图1。

图1 偏心三螺杆/双螺杆挤出机及几何模型
偏心三螺杆挤出机在偏心双螺杆挤出机的基础上增加一个偏心螺杆,因而多出两个啮合区;因螺杆呈三角形排列,所以偏心三螺杆挤出机具有独特的中心区。啮合区的增加使偏心三螺杆挤出机的碾压剪切面积成倍增加,可对物料进行高效的剪切、拉伸、挤压、揉捏,物料的分布分散效果更好[7]。偏心三螺杆挤出机模型的主要参数见表1。

表1 偏心三螺杆挤出机模型的主要参数
1.2 数学模型
基于本文所选择的模型和模拟物料,选用如下方程:
连续方程:

动量方程:

式中,v为速度,m/s;T为切应力张量,N/m2;p为压力,Pa。
本构方程:选择Bird-Carreau为本构方程,选择高密度聚乙烯材料。

式中,η为剪切黏度,Pa·s;η∞为极限剪切黏度,取值0;η0为零剪切黏度,取值113 088 Pa·s;λ为松弛时间,取值3.11 s;n为幂律指数,取值0.36;γ为剪切速率,s-1。
混合指数与剪切速率:分散混合的理论基础是,频繁的剪切与拉伸使物料的分散相粒度处在不断变小的过程。螺杆挤出机内剪切速率与拉伸速率越高,说明粒子所经历的剪切和拉伸次数越多,有利于物料的混合。混合指数的表达式见式(4)。

式中,λMZ为混合指数;|D|为形变速率张量;|Ω|为旋度速率张量。混合指数是反映流体流动及混合能力的参数,其值在0~1。当λMZ为>0~0.5时,物料进行剪切流动;当λMZ为>0.5~<1.0时,物料进行拉伸流动;当λMZ=0时,物料进行纯粹的旋转运动;当λMZ=1.0时,物料进行纯拉伸流动。
2 结果与分析
2.1 流场对比分析
2.1.1 压力场对比分析 偏心三螺杆/双螺杆挤出机机筒内表面压力分布云图如图2所示。由图2(a)可以看出,物料在机筒前半段所受到的压力小,在机筒中段所受压力升高,在后段压力降低。这是因为:偏心三螺杆挤出机内部具有特殊的螺杆排列结构,相互错开的啮合盘阻碍物料的流动,从而形成轴向压差,压差的形成有利于物料沿螺棱缝隙轴向回流,使物料向机筒中段聚集并压力升高。由图2(b)可以看出,偏心双螺杆挤出机的入口处压力较小,中段压力适中,物料随着螺杆的不断转动不断向出口处传送,使后段压力较大,具有较好的传输性能。

图2 偏心三螺杆/双螺杆挤出机机筒内表面压力分布云图
偏心三螺杆/双螺杆挤出机截面压力分布云图如图3所示。由图3可以看出,偏心双螺杆挤出机高压区域面积较小,其整体压力梯度变化较为平缓,这是由于偏心双螺杆挤出机缺少一个啮合螺杆,少两个啮合区,因此熔体流动相对通畅,较小面积的高压区主要出现在啮合盘顶端,推力面形成高压区,拖拽面形成低压区[8-9];偏心三螺杆挤出机因螺杆两两啮合,所以在两螺杆啮合区形成高压区。
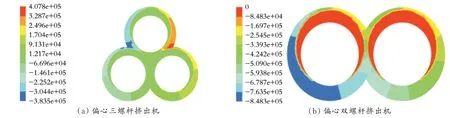
图3 偏心三螺杆/双螺杆挤出机截面压力分布云图
2.1.2 剪切速度场对比分析 偏心三螺杆/双螺杆挤出机轴向/周向截面剪切速率分布云图如图4所示。由图4可以看出,当流域长度相同时,偏心三螺杆啮合盘元件对熔体剪切次数多于偏心双螺杆啮合盘对熔体剪切次数;螺棱处剪切速率较高,螺槽处剪切速率较低;在相同长度的螺杆挤出机机筒内,偏心三螺杆挤出机的效率高于偏心双螺杆挤出机。由图4还可以看出,偏心三螺杆啮合盘元件高剪切区域不仅出现在偏心啮合盘元件的盘顶顶隙处,还出现在三个转子相互啮合的三个啮合区,而偏心双螺杆啮合盘高剪切区域出现在齿顶和两盘啮合区;在两类挤出机旋转一周时,偏心双螺杆挤出机产生的高剪切区域数少于偏心三螺杆挤出机。对熔体的剪切次数越多混合效果越好,故偏心三螺杆挤出机的混合效率高。
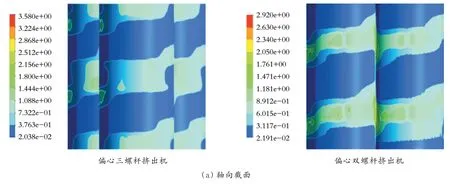

图4 偏心三螺杆/双螺杆挤出机轴向/周向截面剪切速率分布云图
2.1.3 速度矢量场对比分析 偏心三螺杆/双螺杆挤出机的速度矢量云图及中心区放大图见图5。图5中,速度矢量箭头长度越长,代表速度越大[10]。由图5可知,螺杆转动过程中矢量的峰值出现在啮合盘顶端且矢量箭头长度较长,沿着螺棱速度不断降低,在背螺棱一侧速度降到最低,矢量箭头长度在此过程中不断变短;偏心三螺杆挤出机箭头长度较长的区域主要出现在三啮合盘螺槽区域,这是由于三角形排列偏心三螺杆挤出机的结构具有独特特点,能够以较大的速度带动熔体向中心带动,使偏心三螺杆挤出机三螺杆形几何中心速度矢量线比较稀疏,中心内速度梯度变化很大,速度方向也有很大变化,所以中心区域流动性较差;偏心双螺杆挤出机箭头长度较长的区域主要出现在两螺棱啮合处,随着偏心螺杆不断转动,不断地有物料运动到两啮合盘啮合中心,受到两啮合盘不断的挤压,因啮合盘有较大的螺棱,在螺棱两侧形成压力差,压力差使物料形成窜流并加快流速,故其啮合区域流动性较好。
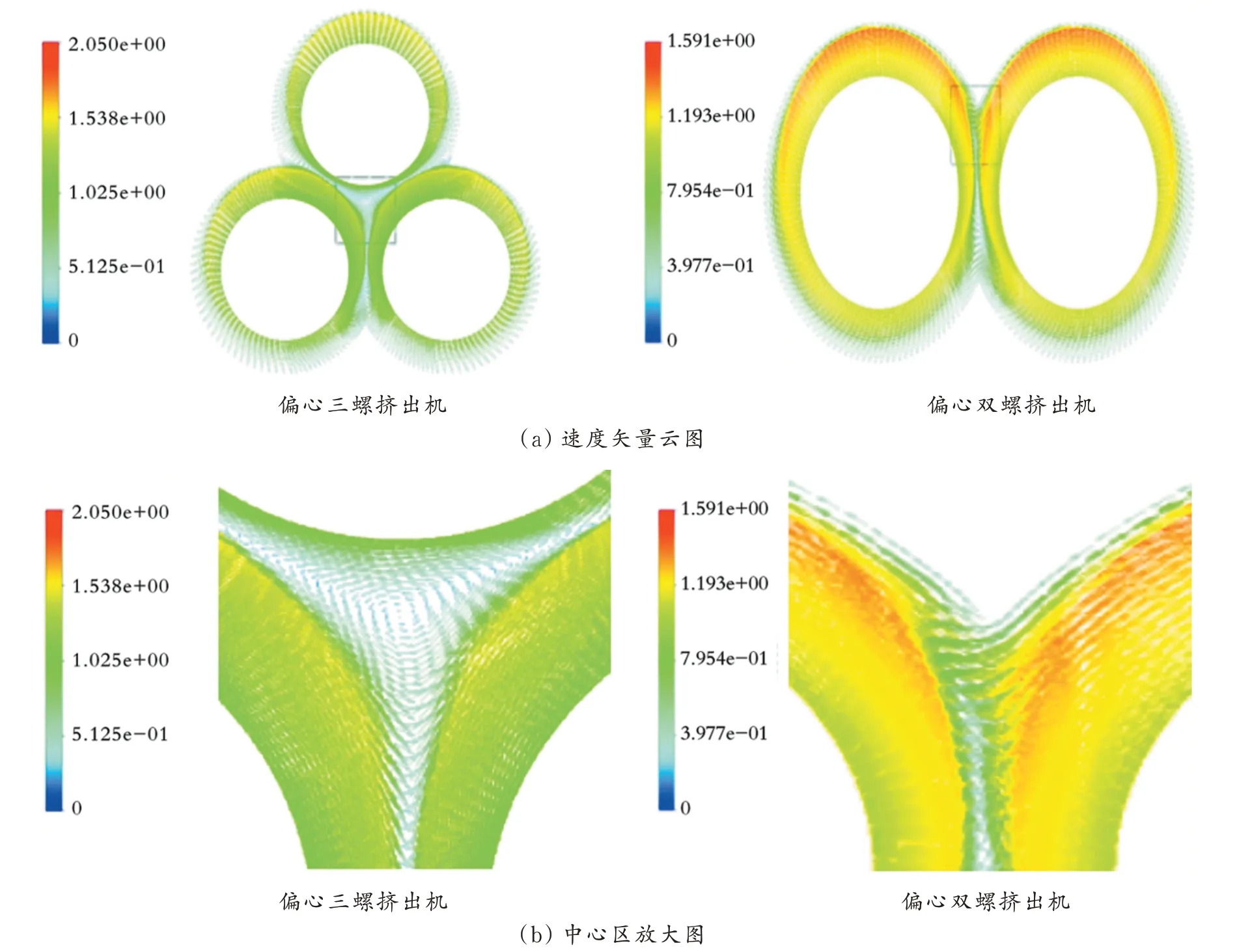
图5 偏心三螺杆/双螺杆挤出机周向速度矢量云图及中心区放大图
2.1.4 混合指数对比分析 混合指数是用来表征混合特性的一个评价参数[11]。偏心三螺杆/双螺杆挤出机混合指数分布云图如图6所示。由图6(a)可知,混合指数较高的红色区域主要出现在偏心啮合盘元件背螺棱一侧,其原因是偏心三螺杆挤出机偏心啮合盘螺棱顶部与机筒内壁进行挤压形成挤压窜流,迫使物料向螺棱背侧区域流动,由于啮合盘与内壁挤压物料所受到的剪切作用不断增强。但是,在三螺杆交汇的中心点为蓝色,是因为在中心点形成了涡流,使混合效果变差。由图6(b)可知,在偏心双螺杆挤出机中,以拉伸流为主的区域主要出现在背螺棱一侧。这是因为:一方面啮合盘相互啮合形成压力差,另一方面啮合盘与机筒内壁进行挤压使物料向背螺棱一侧流动,使混合效果变好。对比两种挤出机的混合指数云图可知,两者的混合效果相差不是很大。
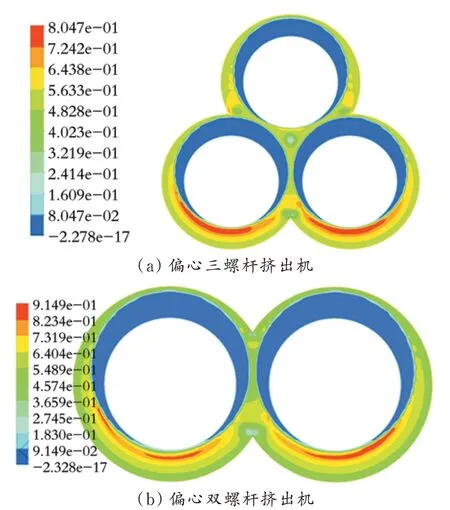
图6 偏心三螺杆/双螺杆挤出机混合指数分布云图
2.2 螺杆挤出机混合特性分析
2.2.1 分离尺度对比分析 偏心三螺杆/双螺杆挤出机对物料的分离尺度曲线如图7所示。由图7可以看出,在混合时间小于25 s时,偏心三螺杆挤出机的分离尺度始终在偏心双螺杆挤出机的曲线之上,而且随着时间的增加,分离尺度均下降;当混合时间为25 s时,偏心三螺杆挤出机及偏心双螺杆挤出机的分离尺度相同;当混合时间大于25 s时,偏心双螺杆基础机的分离尺度曲线基本在偏心三螺杆挤出机的分离尺度曲线上方;在整个混合过程中,偏心三螺杆挤出机的曲线变化更大。产生这一现象的原因是:熔体在初入挤出机时受到较强分散力的作用,混合过程中由于偏心三螺杆挤出机多一个螺杆使之拥有更多啮合区,其混合能力更强。偏心三螺杆挤出机对熔体具有更好的混合作用。
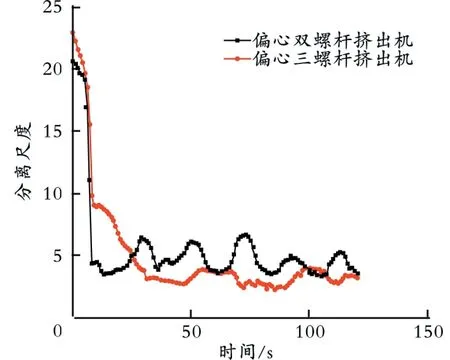
图7 偏心三螺杆/双螺杆挤出机对物料的分离尺度曲线
2.2.2 瞬时混合效率对比分析 偏心三螺杆/双螺杆挤出机瞬时混合效率曲线如图8所示。由图8可以看出,瞬时混合效率曲线在迅速达到峰值之后,趋于平稳波动状态,但瞬时混合效率平均值非周期性波动;从40 s开始,偏心三螺杆挤出机及偏心双螺杆挤出机瞬时混合效率曲线趋于稳定,且两条曲线很接近;时间大于35 s时,偏心三螺杆挤出机的瞬时混合效率曲线在偏心双螺杆挤出机瞬时混合效率曲线之上,表明偏心三螺杆挤出机的瞬时混合效率随时间增加比双螺杆挤出机更加高效。

图8 偏心三螺杆/双螺杆挤出机瞬时混合效率曲线
2.2.3 对数拉伸率对比分析 偏心三螺杆/双螺杆挤出机的对数拉伸率曲线如图9所示。
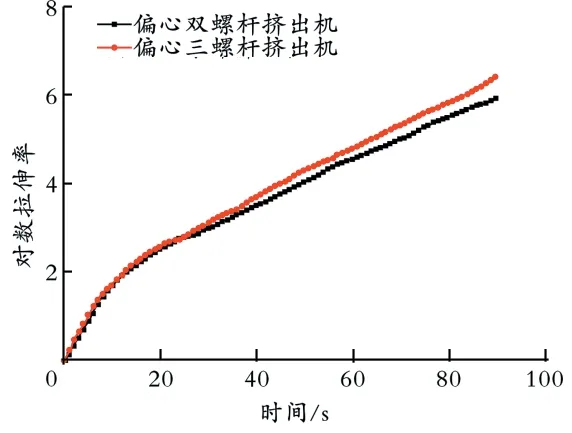
图9 偏心三螺杆/双螺杆挤出机对数拉伸率曲线
由图9可以看出,随着时间的增加,螺杆挤出机的拉伸率呈指数形式增长,这是聚合物共混的一个重要特性;初始时刻,两条曲线呈指数增长,并呈重叠状,并没有分开距离;随着时间的增加,偏心三螺杆挤出机的对数拉伸率明显高于偏心双螺杆挤出机,两条曲线的距离越来越大,说明偏心三螺杆挤出机的拉伸效果更好。其原因是:偏心三螺杆挤出机有较多啮合区,中心区的拉伸作用更强,因此偏心三螺杆挤出机的拉伸效率高于偏心双螺杆挤出机。
2.2.4 时间平均混合效率对比分析 时间平均混合效率大于0且趋于稳定,是螺杆挤出机有效混合的必要条件;时间平均混合效率越大,螺杆挤出机的混合效率越高[12]。偏心三螺杆/双螺杆挤出机时间平均混合效率曲线如图10所示。
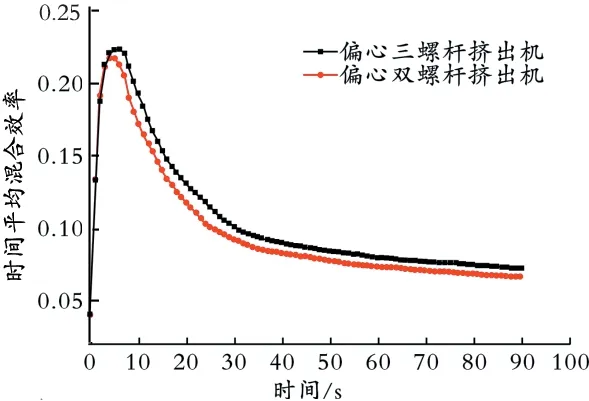
图10 偏心三螺杆/双螺杆挤出机时间平均混合效率曲线
由图10可知,初始时刻,偏心三螺杆挤出机及偏心双螺杆挤出机的时间平均混合效率急剧增加,在约5 s时两条曲线几乎同时达到峰值;随着时间逐渐增加,时间平均混合效率值也逐渐趋近于稳定,偏心三螺杆挤出机的时间平均混合效率大于偏心双螺杆挤出机。这表明,偏心三螺杆挤出机的混合效率高于偏心双螺杆挤出机。
3 结论
(1)偏心三螺杆挤出机具有三个啮合区,一个中心区使物料在偏心螺杆中混合,受剪切与拉伸的次数增加,增强设备的混炼和分散能力,同时兼具良好的自洁性。偏心三螺杆挤出机由于其自身结构的特点,螺杆原件易于加工,降低生产成本及材料加工成型时的能耗。
(2)偏心三螺杆挤出机几何中心存在因啮合盘转动而产生的拖拽效应,产生涡流现象,拉伸效果明显,回流效果较好,有利于粒子的共混,而偏心双螺杆挤出机不能在结构的几何形心产生流动死区,这一点要好于偏心三螺杆挤出机。
(3)偏心三螺杆挤出机的粒子分离尺度、瞬时混合效率、时间平均混合效率和对数拉伸率均优于偏心双螺杆挤出机,说明偏心三螺杆挤出机的混合能力强,物料混合效果好。
猜你喜欢
导航定位学报(2022年4期)2022-08-15
机电工程技术(2021年3期)2021-09-10
求知导刊(2018年19期)2018-09-07
故事作文·高年级(2018年8期)2018-08-14
故事会(2017年14期)2017-07-25
科技与创新(2017年11期)2017-07-01
智能制造(2015年9期)2015-10-15
小天使·四年级语数英综合(2015年3期)2015-04-20
人生十六七(2015年5期)2015-02-28
青年文摘·上半月(1992年1期)1992-01-01