
3D打印机挤出头螺旋输送螺杆设计
2017-07-01 22:02赵强
科技与创新 2017年11期
赵强


摘 要:3D打印技术是一种采用逐层打印的方式来构造物体的技术,被广泛应用于航天、医疗、建筑、汽车以及服装等行业与领域。研发了一种用于打印巧克力与奶油等半固态黏性物质的3D打印机,所研发的打印机采用螺旋输送的方式来挤出原料。对该3D打印机挤出头螺旋输送螺杆的设计过程进行了介绍。
关键词:3D打印机;挤出头;输送螺杆;螺杆升角
中图分类号:TP391.73 文献标识码:A DOI:10.15913/j.cnki.kjycx.2017.11.121
3D打印技术采用高温塑料、粉末状金属等可黏合材料作为原料,以数字模型文件为基础,把数据和原料放进3D打印机中,通过打印一层层的黏合材料来制造三维物体。笔者与自身的团队研发了一种用于打印巧克力与奶油等半固态黏性物质的打印机,其采用螺旋输送的方式来挤出原料。本文将对该3D打印机挤出头螺旋输送螺杆的设计过程进行介绍。
1 螺杆结构的选择
螺杆是挤出头部分重要的零件之一,配合上步进电机和挤出套筒来完成送料。根据螺杆的设计标准,螺杆的结构形式按照线数可以设计为单线头、双线头和多线头的螺杆,按照螺距是否变化可设计为恒螺距与变螺距螺杆,按照螺杆截面形状可设计为梯形截面、矩形截面和锯齿形截面的螺杆。经过对比分析,本文采用了最普遍的单线头恒螺距30°梯形截面的螺杆作为3D打印机挤出头螺旋输送元件。
2 螺杆升角与导程设计
螺杆升角是指螺杆牙侧面与螺杆端面所形成的夹角,本文以λ表示。螺杆升角选择的合适与否直接影响着螺杆的输送能力,是输送螺杆的关键参数。选择大的螺杆升角可实现较高的输送速度,但输送推出力相对较小。选择小的螺旋升角可以获得较大的输送推力,但输送速度又会降低。针对输送速度和输送推力的问题,本文根据所研发的3D打印机的使用的具体工况和使用的具体介质对输送螺杆进行受力分析和设计计算,确定了螺杆的升角和导程。
2.1 螺杆升角设计
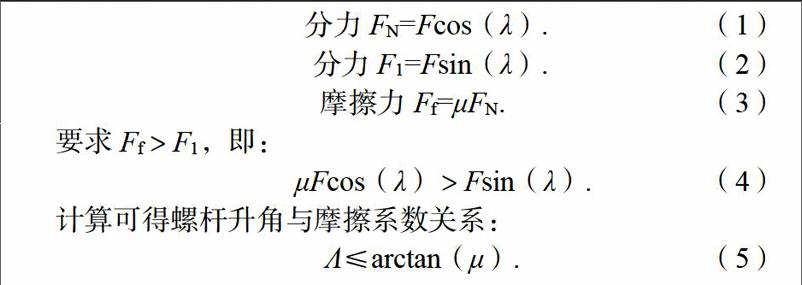
螺杆输送的方向垂直向下,因为输送介质在螺杆牙下表面的作用下产生运动,所以,在螺杆牙下表面取1个输送介质单元体。经过受力分析,在输送介质单元体上主要存在螺杆牙下表面作用的摩擦力Ff和其他介质单元体的反作用力F,由于介质单元体比较微小,所以,在受力分析时忽略了重力的作用。将作用力F沿螺杆牙侧面方向与螺纹牙侧面的垂直方向进行分解得到分力FN和F1,由几何关系可知,分力FN与F1作用方向的夹角即是螺杆升角λ.为了使螺杆能够带动介质运动进行挤出,则要求摩擦力Ff在数值上要大于分力F1,具体计算过程如下:
3 螺杆直径校核
螺杆设计不当或非正常操作会使得螺杆的工作应力过大而被破坏。因此,螺杆也应满足一定的强度要求。螺杆在挤出过程中受力情况为:自重G、克服介质阻力所需的扭矩M和物料压力所产生的轴线力P。螺杆的危险截面一般在进料段螺纹杆径最小处,由于输送螺杆的尺寸较小、长度较短,忽略自重G的作用,同时,轴线力P的轴向挤压根本不可破坏螺杆,所以,根据材料力学知识,本文中的螺杆直接按纯扭的方式来校核。
螺杆在实际工作中承受的最大扭矩M=0.89 N·m,螺桿进料段危险截面直径d1=10 mm。本文采用45钢作为输送螺杆材料,45钢的屈服极限为353 MPa。因为采用纯扭来校核,所以,必须了解45钢的许用切应力值。在工程上,对于塑性材料许用切应力为0.5~0.6倍的许用正应力值,本文选取0.5的倍数以及选取2的安全系数,计算得到45钢的许用切应力为88.25 MPa,根据材料力学纯扭计算公式:
(8)
根据计算结果发现τmax≤[τ],所以,本文认为螺杆进料段危险截面直径d1=10 mm是安全的,螺杆满足使用要求。
4 结束语
文章选取螺杆输送结构作为3D打印机挤出头的挤出方式,在这种挤出结构中,输送螺杆是最关键的零件,直接决定着打
印机挤出的效果。文章选取单线头恒螺距30°梯形截面的螺杆作为输送螺杆的基本结构,对输送介质在输送过程中的受力状态进行了分析,确定了输送螺杆的螺旋升角和导程,并且对输送螺杆进料段危险截面处的直径进行了校核,认定本文所设计的输送螺杆直径是安全可靠的。
参考文献
[1]杨雄.螺杆式注射机螺杆强度的精确计算方法[J].长江大学学报,2005(01).
[2]刘辉.高效PVC木塑挤出成型工艺及专用单螺杆挤出机研究[D].武汉:武汉理工大学,2012.
[3]薛平.螺旋沟槽衬套单螺杆挤出机固体输送段的研究[D].北京:北京化工大学,2011.
〔编辑:张思楠〕
猜你喜欢
装备维修技术(2022年7期)2022-07-01
科学家(2022年3期)2022-04-11
机电工程技术(2021年3期)2021-09-10
理科考试研究·高中(2019年7期)2019-09-17
价值工程(2019年18期)2019-07-25
科学与财富(2018年29期)2018-11-21
山东工业技术(2017年1期)2017-01-24
科技资讯(2016年7期)2016-05-14
第二课堂(小学版)(2014年8期)2014-09-22
中学生数理化·高二版(2008年4期)2008-11-12
