双头螺旋内齿轮精密注塑冷却工艺优化
2022-07-28 07:28宁敬威林立刘文崔红伟徐平均胥树志王菊维马健邬华东
工程塑料应用 2022年7期
宁敬威,林立,刘文,崔红伟,徐平均,胥树志,王菊维,马健,邬华东
(1.太原理工大学机械与运载工程学院,太原 030024; 2.浙江万里学院信息与智能工程学院,浙江宁波 315100;3.宁波双林部件股份有限公司,浙江宁波 315600)
随着碳达峰与碳中和节能减排目标的提出,汽车轻量化已成为汽车领域实现“双碳”目标不可或缺的一部分。相较于金属齿轮,塑料齿轮具有质量轻、工作噪音小、耐磨损、自润滑等优良特性,并且还可以成型较复杂的形状,进行大批量低成本生产。用塑料零部件替代汽车金属零部件,是实现汽车轻量化的有效手段之一。塑料齿轮在成本、设计、加工和性能上的巨大优势,使其在汽车行业中的应用越来越广泛[1]。
为了保证塑料齿轮齿形参数精度,满足齿轮传动过程中工作稳定性和传动噪音等要求,塑料齿轮的加工精度尤为重要。对于注塑制品而言,冷却工艺占据着十分重要的地位,是影响塑料齿轮成型精度的主要因素之一[2-3]。赵天德[4]通过优化一种注塑加工冷却工艺,证明冷却工艺对翘曲变形有重大影响;Chen等[5]介绍了一种通过3D打印技术实现的注塑共形冷却通道效率最大化的方法;韩伟等[6]针对塑件的结构特点设计了一种多层次的模具冷却系统使复杂构件得到充分均衡的冷却。
在合模—填充—保压(气辅,水辅)—冷却—开模—脱模的整个注塑过程中,冷却时间可以占到整个成型周期的80%以上[5,7],而冷却工艺将通过影响注塑制品的冷却时间、翘曲变形量、型腔残余应力、表面粗糙度以及产品力学性能等来最终影响注塑制品的质量[8-9]。因此,对精密注塑制品进行冷却工艺设计,有利于缩短生产周期,减少模具调整及试模次数,增加注塑精密度,从而提高产品质量[10]。
综合以上研究,笔者以汽车零部件中的塑料双头螺旋内齿轮为例,通过交互式计算机辅助设计与计算机辅助制造(CAD/CAM)三维设计软件UG(Unigraphics NX)对双头螺旋内齿轮及冷却工艺布置方案进行三维建模,同时为保证双头螺旋内齿轮的高效冷却,设计传统冷却、轴向冷却和螺旋冷却三种不同空间结构的冷却工艺方案,以流动前沿温度、回路冷却介质温度以及翘曲变形量作为工艺目标参数,运用Moldflow对三种不同的方案进行模流分析,通过综合对比获得最高效的冷却工艺方案,为模具冷却工艺结构设计提供有利参考[11]。
1 精密塑料齿轮冷却工艺设计
为设计出高效可行的冷却工艺方案,需在设计过程中满足冷却工艺设计的两项原则,既能使注塑制品均匀冷却,又能使注塑制品迅速冷却[12]。为实现以上目的,提高冷却效率,首先需要明确双头螺旋内齿轮外形结构及基本制品尺寸,建立三维模型;然后确定注塑材料,对双头螺旋内齿轮模型进行网格划分;最后确立最佳浇注及填充系统。
1.1 产品结构特点及注塑工艺分析
(1) 产品结构分析。
双头螺旋内齿轮整体为圆柱状薄壁塑料制品,内为空腔,顶面外直径26 mm,内直径11 mm,高39 mm,外表面光滑平整无毛刺,内表面带有斜齿且斜齿间距波动范围在0.05 mm以内。双头螺旋内齿轮顶部壁厚0.86 mm,顶面内部凹槽深1.3 mm,底部壁厚0.8 mm,带有4个凹槽、2个孔洞,具体三维模型如图1所示。
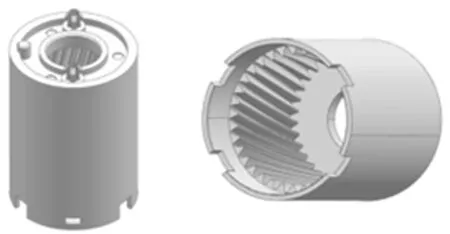
图1 双头螺旋内齿轮三维模型
(2) 注塑材料选择与网格划分。
对于双头螺旋内齿轮,要求外齿面光滑且光泽度好,内斜齿面精度高,无填充不均匀、带毛刺或缩孔等注塑加工问题。为保证双头螺旋内齿轮良好的力学性能,使其具有优良的强度、耐磨性、韧性、耐疲劳性和抗蠕变性等以适应汽车运行中的复杂工况环境,同时具有优良的电绝缘性、耐溶剂性和可加工性,选择热塑性结晶性高分子聚合物——聚甲醛(POM)为注塑材料。材料工艺仿真参数范围为:熔体温度205~225℃,模具温度80~100℃,材料最大许用剪切应力0.45 MPa,最大许用剪切速率40 000 s-1。
在对双头螺旋内齿轮进行注塑模流分析前,首先需要对整体模型进行分析前处理,主要处理模型的尖角、较小倒角等网格薄弱环节,避免因网格质量问题而导致仿真分析失败[13-14]。然后将处理好的模型另存为.igs格式导入到Moldflow软件中,采用3D网格模型,不断完善网格划分结果。经划分,双头螺旋内齿轮网格部分最大纵横比为26.82,最小纵横比为1.05,平均纵横比为3.07,划分完网格的模型如图2所示,网格匹配率达到88%以上[15-16],满足模流分析网格质量要求。
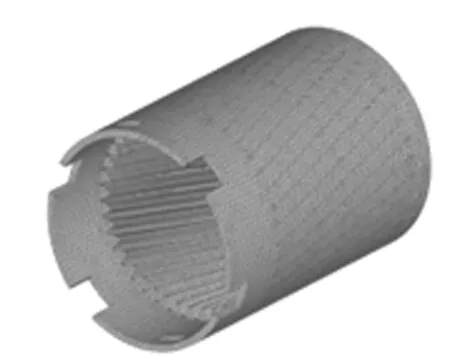
图2 双头螺旋内齿轮网格模型
1.2 浇注系统设计
对浇注系统进行优化设计,将有利于缩短塑料填充速度及浇注成型所需时间,有利于避免紊流和其他杂质进入型腔[17-18]。由于双头螺旋内齿轮的尺寸较小,为了精准控制胶口进胶,根据浇注系统设计基本准则,设计的浇注系统如图3所示,冷胶竖流道A直径由4 mm沿纵向逐步扩大为7 mm;主流道B采用宽度7.5 mm的U型流道,便于进胶;分流道C直径由7 mm沿纵向逐步缩小为3 mm;每腔设3个直径1.5 mm的冷浇口D进胶。

图3 浇注系统设计
1.3 填充分析
双头螺旋内齿轮填充分析如图4所示。由图4可知,采用此浇注系统填充时间短,无短射阻塞,注塑制品填充均匀。在填充过程中的V/P (速度/压力)切换时,型腔内的压力在充填体积达到总体积的98.5%时转保压,转换压力为80.52 MPa,满足注塑要求。通过分析注塑喷嘴压力可知,最大注塑压力为80.53 MPa,保压压力为90 MPa,充填时间为1.378 s,符合注塑条件。

图4 双头螺旋内齿轮填充分析
2 冷却工艺方案设计
2.1 注塑工艺参数
所得交互作用影响如图5所示。根据产品工艺要求及POM材料的理化特性,并结合实际注塑生产情况,在确定影响因素后,通过Design-Expert12软件,采用BBD (Box-Benhnken Design)设计响应面,对拟合出的二次回归模型进行方差分析,然后利用回归函数,通过3D响应图分析熔体温度(180~240℃)、模具温度(40~110℃)、保压时间(2~18 s)、保压压力(50~100 MPa)对翘曲变形量的交互影响,研究优化注塑工艺参数组合,实现多参数优化[19]。
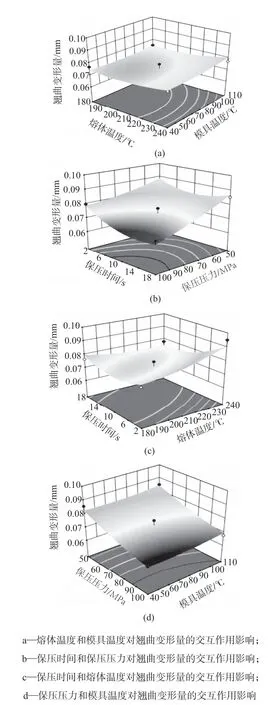
图5 多参数交互作用影响
对以上响应面进行分析,并结合实际注塑工艺条件,采用的最优注塑过程工艺参数如表1所示。
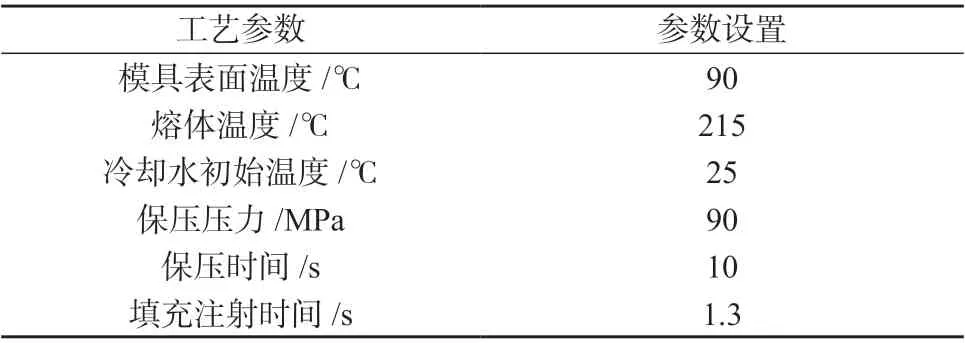
表1 注塑工艺参数
2.2 冷却工艺水道布置方案
为了达到预期的冷却工艺效果,保证产品合格率,缩短冷却时间,提高生产效率,拟采用如图6所示的三种不同冷却工艺水道布置方案:方案一为传统冷却工艺布置方案,方案二为轴向冷却工艺布置方案,方案三为螺旋冷却工艺布置方案,所有方案统一采用圆形截面水道以保证冷却效果。
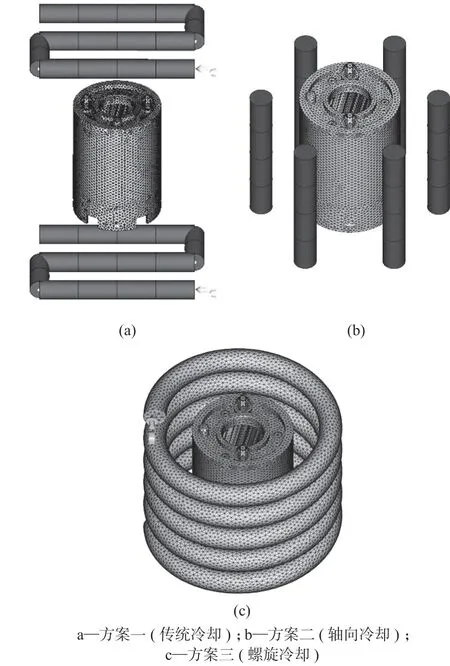
图6 不同冷却工艺水道布置方案
为保证模具型腔各处温度均衡,提高注塑制品精度,应进行冷却工艺水道布局设计。影响冷却工艺水道布局的因素为冷却水道直径、相邻冷却水道间的距离和冷却水道与模具之间的距离[20]。根据三者之间的经验公式和产品尺寸,冷却水道直径选取6~8 mm,冷却水道间的距离选取12~18 mm,冷却水道与模具之间的距离选取9~12 mm,且围绕注塑制品均衡分布。拟采用正交试验法选取最优的冷却水道布局参数,实验选取的各参数数据见表2。
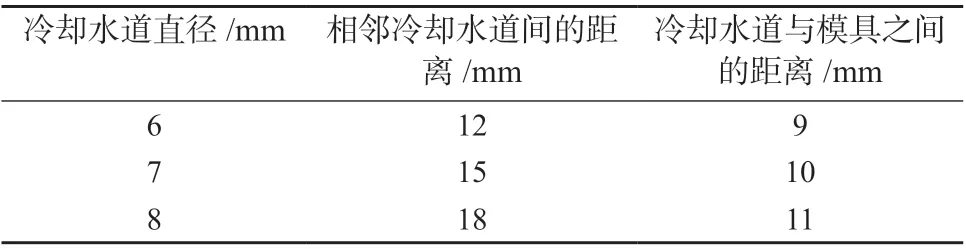
表2 正交实验数据
以传统冷却方案模型为例,正交试验结果见表3。在表3中,k1,k2,k3分别表示各因素列中水平对应翘曲变形量的水平度,对表3进行极差分析可以确定各因素对冷却工艺效果的影响。在表3中,通过数值运算对k1,k2,k3进行比较分析,确定各因素对冷却工艺影响的大小顺序为:冷却水道与模具之间的距离>冷却水道直径>相邻冷却水道间的距离,且最优的冷却水道布局参数为:冷却水道直径6 mm;相邻冷却水道间的距离12 mm;冷却水道与模具之间的距离9 mm。
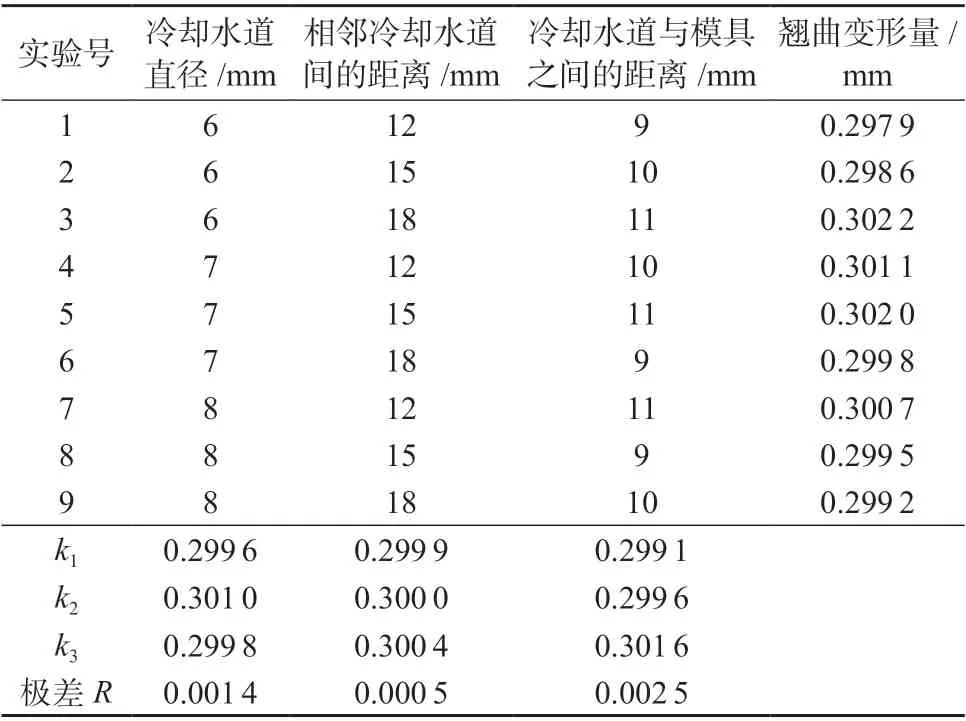
表3 正交试验与结果
3 冷却工艺注塑成型影响研究
采用不同的冷却工艺方案,将会对双头螺旋内齿轮注塑过程中的流动前沿温度、回路冷却介质温度以及翘曲变形量等工艺目标参数产生较大影响,进而影响注塑精度。
3.1 注射成型对流动前沿温度的影响
流动前沿温度为塑料熔体中间流截面中心的温度,温差越小,代表温度分布越均匀,成型精度越高。图7为三种冷却工艺方案下的流动前沿温度,从图7中可以看出,方案二的温差为23.7℃,浮动最小,注塑效果最佳,方案三的温差为26.1℃,浮动最大,注塑效果最差。
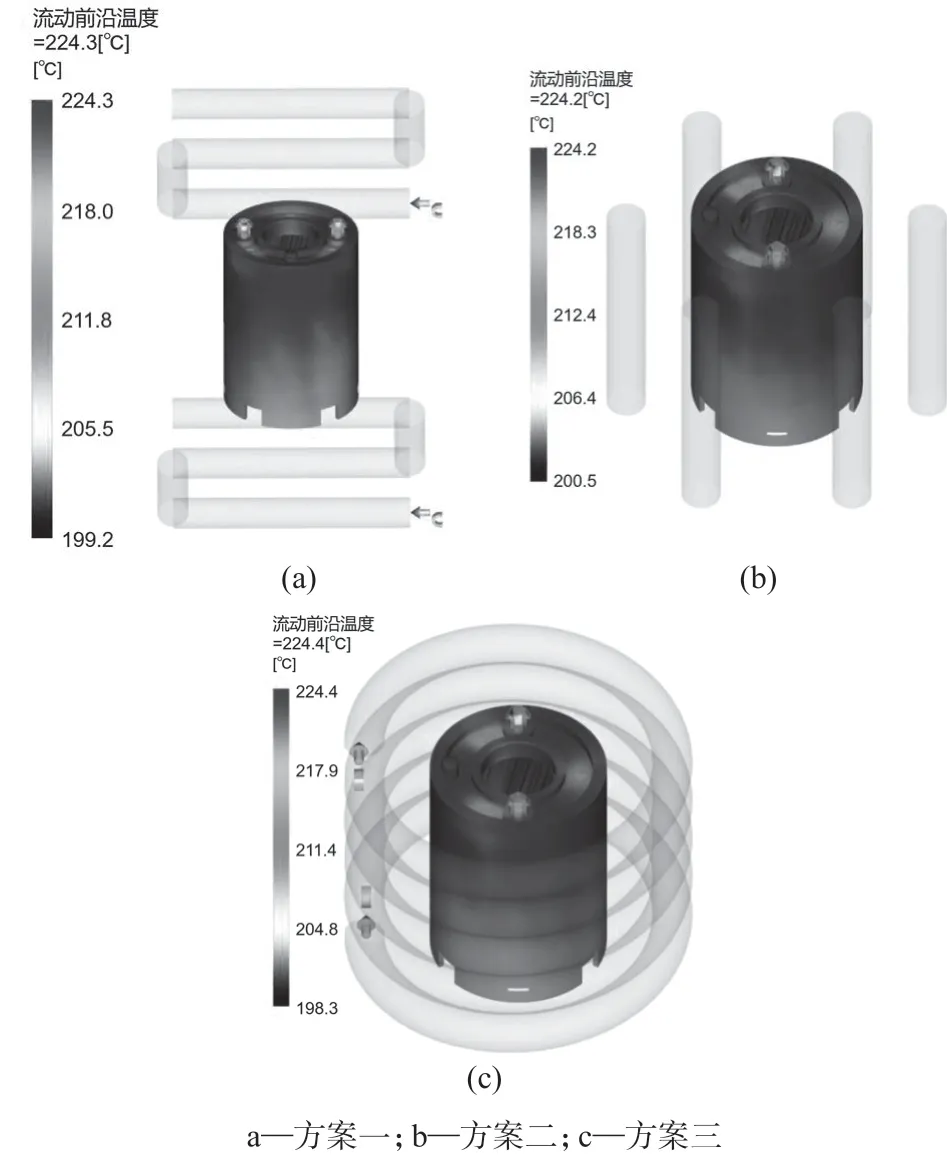
图7 注塑制品流动前沿温度示意图
3.2 注塑成型对回路冷却介质温度的影响
回路冷却介质温度要求冷却液进出口温度差不能超过3℃,因为冷却介质温度差越小成型精度越高。三种冷却工艺方案的回路冷却介质温度示意图如图8所示,从图8中可以看出,方案二的回路冷却介质温度差最小,冷却效果最好,方案三的回路冷却介质温度差最大,冷却效果最差。
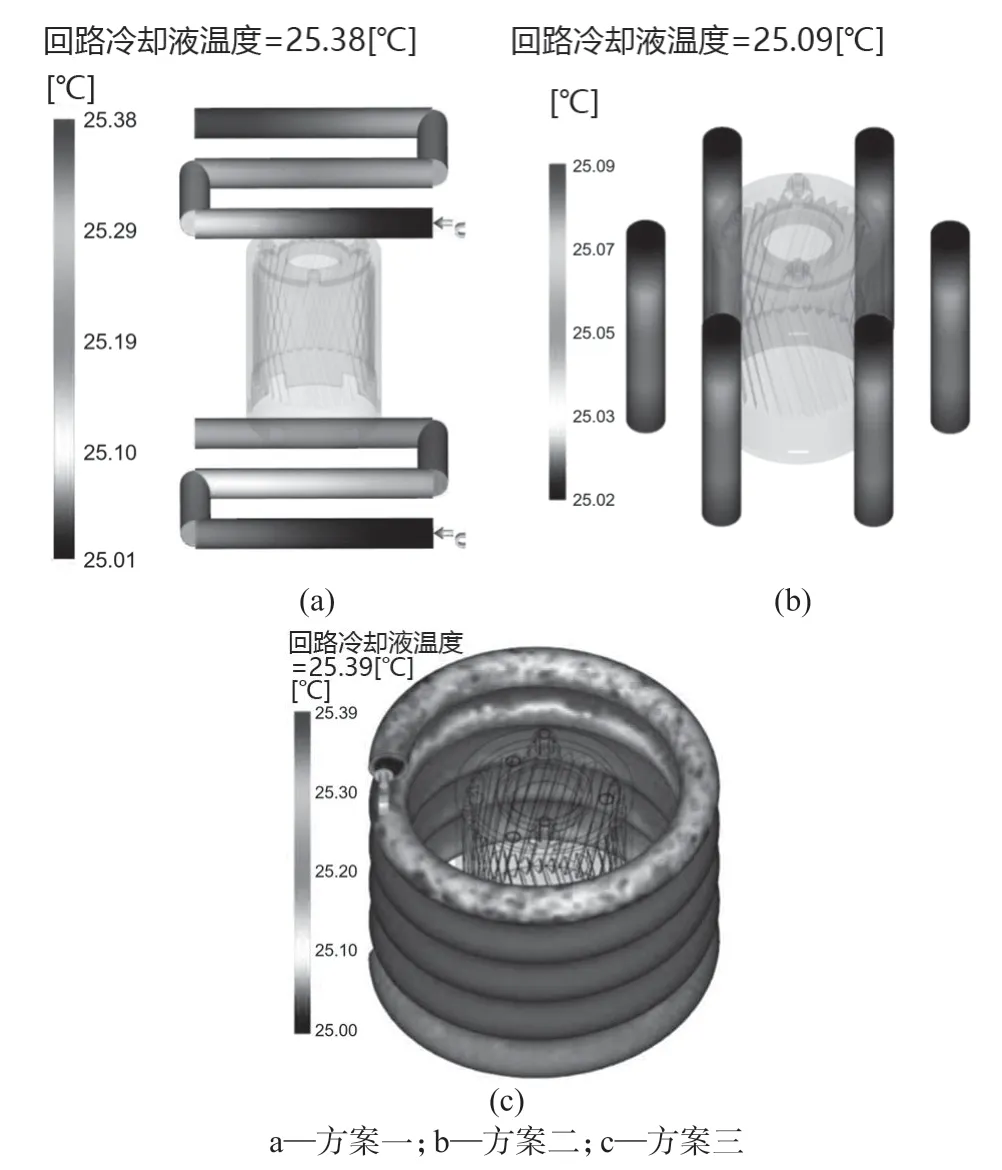
图8 注塑制品回路冷却液温度
3.3 注射成型对翘曲变形量的影响
翘曲变形量是指注塑制品与模具型腔的偏离程度,是衡量成型精度的重要指标之一。通过对三种冷却工艺方案进行模流分析,得到三种方案的整体翘曲变形量如图9所示,冷却水道周围注塑制品翘曲变形量显著减小,其中方案一的整体翘曲变形量为0.297 9 mm,方案二整体翘曲变形量为0.274 8 mm,方案三整体翘曲变形量为0.277 7 mm。其中方案二的整体翘曲变形量最小,成型精度最高。
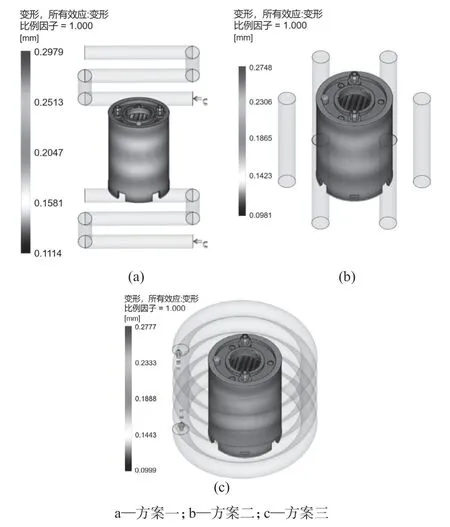
图9 注塑制品最大翘曲变形量
综上所述,利用Moldflow对三种不同的冷却工艺方案进行模流分析,得到方案二流动前沿温度差为23.7℃,浮动最小,回路冷却介质温度差最小,且整体翘曲变形量为0.274 8 mm,模拟效果最好。故采用冷却工艺方案二可保证注塑精度,提高产品质量。
4 模具设计及生产验证
4.1 注塑模具
在确定冷却工艺方案后,充分考虑制品注塑过程中的浇注、填充、保压及冷却等,进行相应的双头螺旋内齿轮注塑模具设计,得到的模具装配图如图10所示。
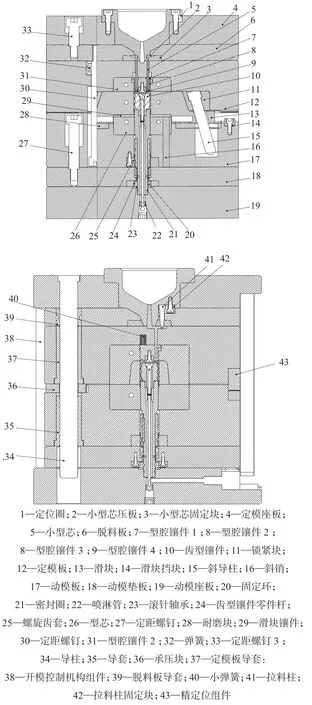
图10 模具装配图
4.2 样件生产及检测
在模具制造完成后,对双头螺旋内齿轮进行试模,得到的样件如图11所示,可以看出采用冷却工艺所生产的双头螺旋内齿轮整体顺滑无瑕疵,外观良好无飞边,壁厚均匀,斜齿规整。

图11 试模产品图
在得到试制样件后,通过克林贝格齿轮检测仪对产品进行相应的注塑精度检测。由产品检测报告可知,齿形误差在±0.05 mm以内,在工业生产上满足九级精度,符合产品注塑质量要求。
5 结语
(1)在一定的冷却工艺参数下,冷却布局(冷却水道布局形式、参数等)对精密注塑过程有较大影响。采用冷却工艺将有效降低制品冷却时间,使注塑制品冷却均匀,提高产品合格率。
(2)冷却水道将对产品变形控制产生显著影响,为了获得高效的冷却工艺方案,可以将冷却水道布置在注塑过程的热量集中处。
(3)在模具设计前,先对模型进行模流分析,确定最佳冷却工艺方案,再将实际生产结果与分析结果进行对比,不断调整,反复优化,将很大程度上节省设计时间,提高设计精度及效率,为相应注塑模具冷却工艺设计提供参考。
猜你喜欢
化工管理(2022年22期)2022-08-15
食品安全导刊(2021年21期)2021-08-30
阅读与作文(小学高年级版)(2021年12期)2021-02-14
石油化工建设(2020年1期)2020-08-24
阅读与作文(小学高年级版)(2019年12期)2019-12-26
中国酿造(2019年9期)2019-10-08
中国眼镜科技杂志(2019年6期)2019-08-30
小学生导刊(高年级)(2016年4期)2016-04-08
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
船海工程(2015年4期)2016-01-05