饮用水罐回收料掺杂对食品级聚碳酸酯性能的影响
2022-07-28 07:28张玉芳阙永婵刘志聪禹欣涛许书珍赵清香
工程塑料应用 2022年7期
张玉芳,阙永婵,刘志聪,禹欣涛,许书珍,赵清香
(1.河南省产品质量监督检验院,郑州 450047; 2.郑州大学,郑州 450052)
聚碳酸酯(PC)材料具有力学强度高、耐冲击性能好、使用温度范围广和透明性好的优势,可应用于汽车、光学、医疗等领域,同时也是生产饮用水罐的主要原料[1-2]。
近年来,随着桶装饮用水销量的激增,PC饮用水罐的市场日渐扩大,与此同时,许多“出身”不明的饮用水罐也屡见不鲜,其中使用废旧PC料作为生产原料,以次充好便是其中的一大类[3]。PC材料在使用过程中受到光、氧、热的作用会发生老化,而且其分子链中存在有对水和热较为敏感的碳酸酯键,因此PC回收料在清洗、粉碎、熔融再加工过程中会因高温和剪切力作用而发生大分子链的断裂,进而影响饮用水罐的物理和安全使用性能[4-8]。魏晓晓等[9]将多次熔融挤出的PC饮用水桶粉碎料作为自制回收料,并且对新料和回收料的各项物理化学性能进行了考察,发现掺杂回收料后的材料物理性能变差,游离酚类小分子物质增多。类似地,诸多学者也详尽地阐述了回收料的掺杂对饮用水罐的物理化学性能的影响[10-11],但是老化方式不同会导致其物理化学性能出现诸多不同[12-14]。Pan等[15]选取三个具有典型的不同气候特征的城市(拉萨、玉里、江津)来研究中国西部地区室外老化PC材料的结构和性能的变化,证实了在PC老化过程中,碳酸酯基团会出现分解,产生醇和苯酚等小分子物质,且其力学性能在第一年便会严重下降。Gao等[16]研究了双酚A型PC材料在水热老化下的性能和结构的变化,发现了老化后材料的断裂伸长率下降很大,而且扫描电子显微镜显示断口老化后材料内部缺陷明显增多。由此可见,经过光、氧、热的作用,使用过后的PC饮用水罐在结构与性能上会发生极大的改变,加之在实际的生产过程中,不同厂家所生产PC饮用水罐的性能相差很大,来源不同的回收料的掺杂对饮用水罐加工和物理性能的影响更是复杂多变,因此,研究回收料掺杂对新料的影响是十分必要的。
笔者以食品级PC饮用水罐生产原料和回收的PC饮用水罐粉碎料为研究对象,考察了回收料含量的变化对PC材料物理性能稳定性的影响,并且首次探究了回收料的掺杂对材料加工生产过程中流动性的影响,为PC饮用水罐材料的质量安全研究、回收再利用及加工工艺提供重要的理论指导。
1 实验部分
1.1 主要原材料
PC新料:工业级,中石化三菱聚碳酸酯(北京)有限公司;
PC回收料:工业级,东菀市宏科塑化有限公司;
四氢呋喃:分析纯,上海阿拉丁生化科技股份有限公司。
1.2 主要仪器及设备
双螺杆挤出机:SJZS-10B型,武汉瑞鸣实验仪器有限公司;
压膜机:ZGK210308型,郑州工匠机械设备有限公司;
多功能粉碎机:ST-02A型,上海树立仪器仪表有限公司;
傅里叶变换红外光谱(FTIR)仪:Nicolet is5型,赛默飞世尔科技有限公司;
透光率/雾度测定仪:WGT-S型,上海精密科学仪器有限公司;
凝胶渗透色谱(GPC)仪:Waters 1515型,Waters科技(上海)有限公司;
差示扫描量热(DSC)仪: 200型,德国NETZSCH公司;
熔体流动速率(MFR)测试仪:ZRZ 2452型,美特斯工业系统(中国)有限公司;
Haake转矩流变仪:Typ 567-0050型,赛默飞世尔科技有限公司;
电子万能试验机:CMT 4204型,美特斯工业系统(中国)有限公司。
1.3 实验过程
首先分别将干燥后的饮用水罐回收料和新料按照一定比例在多功能粉碎机上混合均匀,之后在双螺杆挤出机上进行熔融挤出、造粒,最终制得回料质量分数分别为0%,20%,40%,60%,80%,100%的粒料,并将其分别命名为PC-0、PC-20、PC-40、PC-60、PC-80、PC-100,其中,双螺杆挤出机的温度从加料段到机头分别为210,270,270,260 ℃,螺杆转速为35 r/min。然后,将干燥好的粒料在压膜机(压膜机温度270℃,压力400 MPa)上压制成100 mm×100 mm×2 mm型的薄片,以便进行下一步测试使用。
1.4 性能测试与表征
FTIR测试:将薄片放置在红外光谱仪上,以衰减全反射(ATR)技术测试,波数扫描范围为500 ~4 000 cm-1,信号在64次扫描中取平均值,分辨率为4 cm-1。
光学性能测试:透光率和雾度按GB/T 2410-2008标准测试。将薄片放置在透光率/雾度测定仪上进行透光率和雾度测试,改变薄片位置三次,取平均值。
GPC测试:样品溶于四氢呋喃溶剂中,采用凝胶渗透色谱仪测试,四氢呋喃为流动相,聚苯乙烯进行相对分子质量标定。
DSC分析:在DSC仪上进行样品热分析,氮气流速20 mL/min,首先先将温度从80℃升到300℃,升温速率为 10℃/min,保温5 min以消除热历史;而后将温度从300℃降至80℃,降温速率为10℃/min;最后将温度从80℃升至300℃,升温速率为10℃/min;
MFR测试:将制得的PC粒料在MFR测试仪上按照GB/T 3682-2000进行测试,测试温度为300℃,载荷为2160 g。
流变性能测试:将50 g PC粒料放入到Haake转矩流变仪中,温度设为270℃,转子转速设为35 r/min。
拉伸性能测试:将样品注塑成标准试条(1A型),在电子万能试验机上按GB/T 1040.2-2006进行测试,拉伸速率为10 mm/min。
2 结果与讨论
2.1 FTIR分析
图1为掺杂不同含量回收料的PC材料FTIR。PC的红外光谱图主要体现在羰基、苯环及苯环上的C—H振动,2 967 cm-1和2 872 cm-1为—CH3的不对称伸缩振动峰和对称伸缩振动峰,1 772 cm-1为羰基中C=O的伸缩振动峰,1 503 cm-1为苯环骨架振动峰,1 219,1 189,1 160 cm-1为C—O的伸缩振动峰,1 080 cm-1附近属于C—H面内变形振动(1,4-取代苯环),830 cm-1和1 012 cm-1附近属于C—H面外变形振动(1,4-取代苯环)。添加回收料的PC样品与新料相比,其红外光谱的特征吸收峰未发生明显变化,说明PC回收旧料在结构上并不会表现出明显的变化。

图1 掺杂不同含量回收料的PC材料红外光谱图
2.2 光学性能分析
表1为掺杂不同含量回收料的PC透光率及雾度,由表1的数据变化趋势可知,随着回收料含量的增加,透光率不断降低,雾度不断增加。PC材料可用作饮用水罐原料使用,除其力学性能优异外,其最大的优势在于透明度高,光学性能优异;但是当回收料含量过高时,其透明度大大降低,影响正常使用。
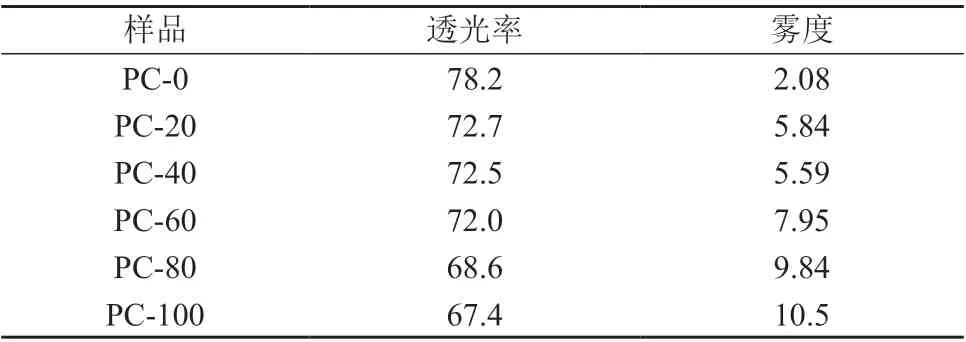
表1 掺杂不同含量回收料的PC材料透光率及雾度 %
2.3 GPC分析
对掺杂不同含量回收料的PC材料进行GPC测试,其分子量及其分布指数(PDI)见表2。由表2的可知,当回收料质量分数不足60%时,样品的数均分子量(Mn)和重均分子量(Mw)相差不大,PDI值略有上升;而当回收料质量分数超过60%时,样品的Mn和Mw大幅下降,PDI值变大,分子量分布变宽。对比全新料和全旧料的GPC测试结果可知,PC材料在日常使用过程中会伴随一定程度的老化降解,分子量有所下降。

表2 掺杂不同含量回收料的PC材料分子量及其PDI
2.4 DSC分析
图2为掺杂不同含量回收料的PC材料二次升温曲线,在升温曲线中并未出现明显的熔融峰,这主要是由于PC分子链中存在较多不利于结晶的结构,导致其结晶能力很差、甚至不结晶;大量无定形区的存在使得其玻璃化转变温度(Tg)非常明显,Tg值列于表3。由表3数据的变化趋势可知,随着回收料含量的增加,Tg不断下降,这主要归因于材料分子量的下降。

图2 掺杂不同含量回收料的PC材料二次升温曲线
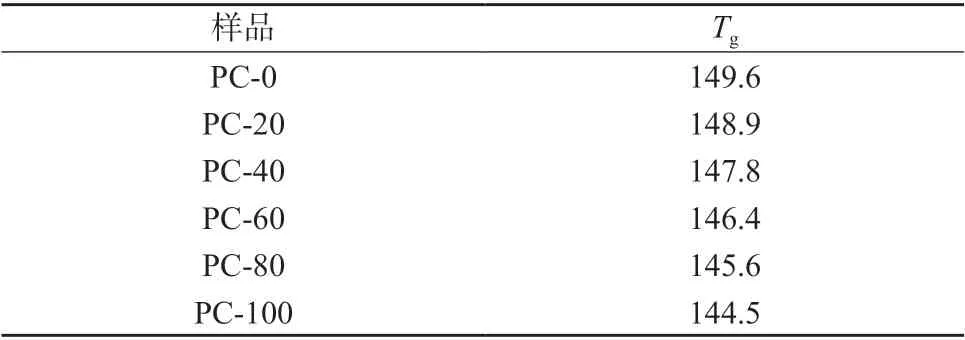
表3 掺杂不同含量回收料的PC材料的Tg ℃
2.5 MFR分析
表4为掺杂不同含量回收料的PC材料MFR的测试结果,对比表4样品的MFR值可知,随着回收料含量的增加,PC的MFR值明显增加,尤其是与全新料的MFR值相比,全回收料的MFR值增加了两倍多,这主要是由于日常的老化降解使得回收料中小分子物质增多,提供了掺杂料的流动性。MFR的大幅增加,预示着回收料的添加将会极大地影响材料的加工性能。

表4 掺杂不同含量回收料的PC材料MFR
2.6 流变性能分析
由MFR测试结果可知,回收料的添加对PC材料的流动性能影响很大,为了进一步探究掺杂不同含量回收料的PC材料在加工过程中的熔融行为,笔者利用Haake转矩流变仪对六种回收料含量不同的PC材料进行了流变性能测试,其扭矩曲线如图3所示。从图3可以看出,六种样品表现出了相似的熔融行为,当密炼时间为4 min时,样品的扭矩均趋于平稳。然而随着回收料含量的增加,样品的最小扭矩在不断降低,当回收料质量分数由0%增至100%时,最小扭矩由6.2 N·m降至3.2 N·m,这要归因于回收料分子量的降低,黏度有所降低。

图3 掺杂不同含量回收料的PC材料扭矩曲线
2.7 力学性能分析
表5为掺杂不同含量回收料PC的力学性能测试结果,由表5可知,掺杂少量的回收料便会使材料内部产生缺陷,当回收料掺杂量仅为20%时,样品的拉伸断裂强度已由63 MPa降为52 MPa;全回收料的拉伸强度仅为45 MPa,这要归因于PC材料在日常使用过程中会伴随一定程度的老化降解,分子量降低导致的。随着回收量含量的增加,PC材料的拉伸强度有所下降,断裂伸长率则出现了先降后增的趋势,这主要是由于回收料的掺杂使得材料内部产生缺陷,断裂伸长率有所降低;而当回收料增至一定含量,样品更易表现出回收料本身的性能,断裂伸长率有所增加。
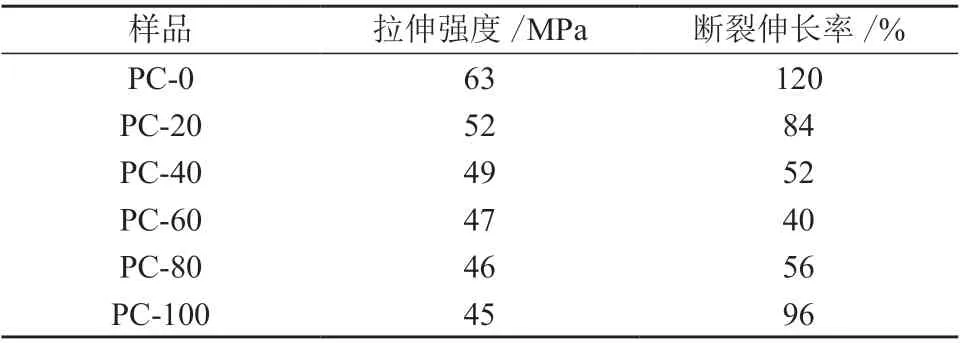
表5 掺杂不同含量回收料的PC拉伸性能
3 结论
以食品级PC饮用水罐生产原料和回收的PC饮用水罐粉碎料为研究对象,利用多种测试手段考察了回收料含量的变化对PC材料结构与性能稳定性的影响。利用FTIR确定了回收料与新料的结构差异不大。光学性能测试结果表明回收料的掺杂会大大改变PC材料本身优异的光学性能。利用GPC测定了回收料含量不同的六种样品的相对分子量及其PDI,结果表明,PC材料在日常使用过程中会伴随一定程度的老化降解,分子量有所下降。DSC测试结果表明,随着回收料含量的增加,Tg不断下降。MFR和流变性能测试结果表明,回收料和新料在加工过程中的熔融流动行为完全不同,回收料的掺杂使得材料本身的MFR大幅度上升,转矩流变仪中最小扭矩大幅度下降。力学性能测试结果表明,掺杂少量的回收料会使得材料内部产生缺陷,随着回收料含量的增加,PC材料的拉伸强度有所下降,断裂伸长率则出现了先降后增的趋势。掺杂回收料的PC材料与全新PC材料在性能上有很大差异,因此,重复使用PC回收料时,要着重考察材料的物理性能是否满足需求,也为鉴别PC饮用水罐是否添加回收料提供理论指导和数据支撑。
猜你喜欢
石油沥青(2022年2期)2022-05-23
供水技术(2022年1期)2022-04-19
供水技术(2022年1期)2022-04-19
煤炭与化工(2022年1期)2022-03-19
河北果树(2022年1期)2022-02-16
北京农学院学报(2021年4期)2021-11-09
纺织科学研究(2021年7期)2021-08-14
中华养生保健(2020年1期)2020-11-16
海峡科技与产业(2019年4期)2019-10-26
环球时报(2019-07-23)2019-07-23