
基于食用菌工厂化生产的注菌器设计
2022-07-25 08:59杨晓东
吉林工程技术师范学院学报 2022年4期
高 超,杨晓东*,刘 昊
(1. 吉林工程技术师范学院,吉林 长春 130052; 2. 吉林吉隆科技开发有限责任公司,吉林 吉林 132001)
食用菌是指子实体硕大、可供食用的蕈菌,通称蘑菇。因自然生长数量有限,人工栽培占绝大部分。我国是食用菌最早栽培国家之一,2018 年我国食用菌占世界总产量的70% 以上[1-2]。但作为食用菌生长体的菌包,在我国主要是由分散农户以半手工、半机械化方式生产,工作效率和合格率低,工作环境易导致从业者呼吸道、皮肤、生育系统等受到损害。工厂化食用菌生产在20 世纪50 年代从日本兴起,当前我国食用菌工厂化率不到10%[3],与发达国家相比有很大的发展空间。目前制约菌包工厂化生产主要因素是生产设备自动化程度低,因此应加大菌包自动化生产线和自动化接菌机的研发力度[1]。食用菌菌包接菌系统智能装备中,接菌系统由翻筐、注菌、筛选绵球、塞绵球等装置组成,本文主要介绍注菌装置中的关键器件菌液注菌器的设计。
1 总体思路
接菌是指将配备好的食用菌菌液注射到装有栽培基料菌包的过程。为提高生产效率,本设计要求同时给3*4共12个菌包同时注菌,如图1所示。为保证注菌量的一致和可重复性,采用单向蠕动注射原理[4],设计了一种基于自动生产线的食用菌菌液注菌器。该注菌器工作时菌液只接触管壁不接触器体,可保证注菌环境一致,避免菌液的二次污染,提高液态菌丝注菌成活率和质量,有效衔接到自动化生产线中,具备注射精度、重复精度、稳定性高等优点,且采用一个驱动单元,一次完成多个菌包注射,极大提高生产效率。

图1 注菌原理方案简图
2 注菌器结构及工作原理
2.1 结构组成
该注菌器主要由17个零部件组成,如图2所示。其中螺母与定套筒螺纹连接,定套筒与螺母配合使定套筒固定在机架上,注射针嘴与注射针头螺纹连接,弹簧(2)与不锈钢球在注射针嘴与注射针头形成的腔体内,弹簧(2)顶着不锈钢球,使不锈钢球与注射针头管径端部紧密接触形成密闭空间,当有菌液通过注射针头时,需要一定压强使菌液推动不锈钢球,使弹簧(2)被压缩,从而通过注射针嘴达到注射的功能,可通过调整垫片厚度改变弹簧(2)的长度实现不锈钢球压力大小的调整,从而调整注射压力。软管(1)紧固在注射针头后端,压轮压在软管(1)上,软管螺丝分别连接软管(1)与软管(2),当压轮处于工作状态段时,软管(1)与注射针头形成一个密闭空间,向左运动一段距离后,可推动软管(1)里的菌液,使密闭容腔体积变小产生压力,迫使容腔内菌液推动不锈钢球,使菌液通过注射针嘴,从而达到注射功能。这里注射针头外径与定套筒内径间隙配合,弹簧(1)套在注射针头外径,两端分别顶在定套筒内端面与泵体左端,注射针头与泵体螺纹连接,软管(1)在泵体内分别连接注射针头与软管螺丝,软管螺纹与泵体螺纹连接,压轮通过压轮轴安装在泵体凹槽中,压轮轴安装在动套筒的导轨槽中,其中动套筒内壁与泵体间隙配合,导槽螺纹通过定套筒导槽与动套筒螺纹连接,同时导槽螺丝顶端与泵体中导槽间隙配合,定套筒内壁与动套筒外壁间隙配合,弹簧(3)装配在动套筒内,两端分别顶在泵体右端面与顶盖,顶盖与动套筒螺纹固连。
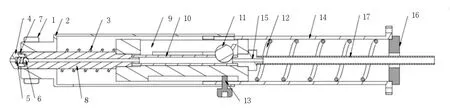
1.螺母 2.定套筒 3.弹簧(1) 4.注射针嘴 5.弹簧(2) 6.不锈钢球 7.调整垫片 8.注射针头 9.泵体 10.软管(1)11.压轮 12.弹簧(3)13.导槽螺丝 14.动套筒 15.软管螺丝 16.顶盖 17.软管(2)图2 注菌器结构图
2.2 工作原理
工作时,软管(2)与原料箱连接,原料箱液位高度大于注菌器高度,注菌器连续运动几次,把其中的空气排出,直到注射针嘴有菌液溢流时,方可正常工作,定套筒通过螺母固定在机架上,动套筒后端法兰盘固定在动力执行装置上。工作时动力执行部件推动动套筒,使其向下运动,因弹簧(3)的弹力大于弹簧(1),当动套筒工作时,弹簧(3)推动泵体使其向下运动,使弹簧(1)压缩,注射针头被推出插入菌包中,起到定位作用,动套筒继续向下运动,弹簧(3)被压缩,压轮压紧软管(1),把软管(1)中菌液推出,达到注射功能。当动套筒回程时,弹簧(3)首先回位,推动动套筒带动压轮回位,此时压轮向上运动,软管(1)压力减小,由于软管具有弹性内壁会产生间隙,使菌液流向软管(1)内部,随后弹簧(1)带动注射针头与泵体回位,从而保证往复运动时软管(1)始终充满菌液,达到重复使用且每次注射剂量一致的效果[5]。
2.3 压轮力学和工作状态图例验证与分析
压轮工作原理如图3所示,A、B表示动套筒14导轨槽两侧槽面,它与铅垂方向有一定角度,C为泵体导轨槽上端面,当注菌器不工作时,压轮轴位于泵体导轨槽最右端,即动套筒导轨槽的最上端。假定泵体不动,当动套筒向左运动时,压轮轴与动套筒导轨槽A槽面接触、泵体导轨槽C槽面接触,推动压轮轴向下运动,使压轮挤压软管(1),当压轮轴运动时,动推套筒继续向左运动,由于压轮(1)与软管(1)接触面积较大,会产生一个向右的阻力作用在压轮轴上,其反作用力作用在动套筒导轨槽A槽面上,由于A槽面与铅垂方向有一定角度,压轮轴会产生一个向下力F1,使压轮完全压实软管(1)(注:这里压轮轴直径小于泵体导轨槽宽度)。当动套筒回程时,动力由弹簧提供,此时压轮处于压实软管(1)状态,当动套筒没有向左的推力时,压轮由软管(1)的弹力使压轮轴与泵体导轨槽C槽面接触,使软管(1)内壁产生间隙让菌液通过,由于压轮还处于半接触软管(1)状态,回程时,也会产生一个向左的阻力,反作用力作用在动套筒导轨槽B槽面上,因B槽面与铅垂方向有一定角度,压轮轴会产生一个向上的力F2,辅助压轮轴向上运动,与泵体导轨槽C槽面接触,直到压轮回到泵体导轨槽的最左端,完成一个工作循环。经试验验证该结构可以达到设计要求,即达到预定效果。
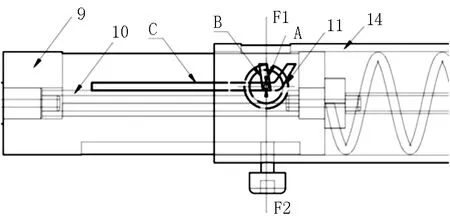
图3 压轮工作原理
3 结语
本注菌器的设计解决了自动注菌环节中菌液二次污染、注射剂量不准确等问题,为菌包工厂化生产提供了前沿技术,可极大提高木耳菌包生产质量,降低从业者劳动强度,具有较好市场应用前景和社会经济效益。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
糖尿病新世界(2021年22期)2022-01-08
中小企业管理与科技(2019年34期)2019-12-23
中学科技(2018年9期)2018-12-19
机械工程师(2018年10期)2018-10-13
制造业自动化(2018年9期)2018-10-11
橡胶工业(2018年8期)2018-02-17
装备制造技术(2015年11期)2015-11-30
中学科技(2015年9期)2015-09-10
城市轨道交通研究(2015年5期)2015-02-27
