
某量产车型仪表板与门框胶条间隙不合问题研究
2022-07-05 09:48李会英赵肖斌
时代汽车 2022年13期
李会英 赵肖斌
上汽通用五菱汽车股份有限公司 广西柳州市 545007
汽车的仪表板是汽车零部件复杂零件之一,作为内饰装饰件与多媒体音响、开关、组合仪表、转向管住、前档玻璃、钣金、门框胶条等多个区域零件匹配。本文就仪表板与门框胶条间隙不合问题的根本原因和相关改进措施进行阐述,文从上汽通用五菱汽车股份有限公司的一款畅销车型在销售和使用过程中受客户抱怨较多的匹配感知问题入手,分析造成该故障的根本原因,找出相应的解决措施,对解决措施进行验证,并对验证结果进行研究讨论,以取得该问题的圆满解决,对后续车型的设计起指导借鉴作用。
1 问题描述及现状调查
1.1 问题描述
总装反馈某车型仪表板与门框胶条间隙不合问题频发。质量检验站下线区域对此加强检查,据总装在线抑制与质量部记录问题数据统计,问题发生率达到了12%,严重影响整车质量。
1.2 现状调查
1.2.1 质量部下线检查反馈
总装下线评审反馈某车型仪表板与门框胶条间隙不合格,故障车间隙量为1 ~5mm;如图2 所示;小组成员调查X年1、2月共8 周间隙不合格率,最高不合格率达到15%,平均不合格率达到12%。为抑制问题,下线后车辆返修困难,专业返修人员需大于45 分钟,拆装过程需要拆装其他电器件及线速插接件,工作量大。

图1
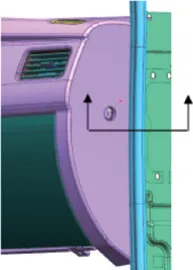
图2

图3
1.2.2 确认设计状态:
胶条装配在侧围门框上,
胶条唇边与仪表板有6.0mm
过盈量;如下图所示:
1.2.3 问题症结
小组成员深入现场调查,根据100 台故障车辆缺陷表现模式进行分析,初步对某车型仪表板与门框胶条间隙不合的直接原因进行统计分析,以图形式表达了缺陷比例。经过对故障表现模式分析得出仪表板与门框胶条间隙不合的主要症结为:仪表板右侧端板与门框胶条配合间隙大。
2 原因分析,见图4
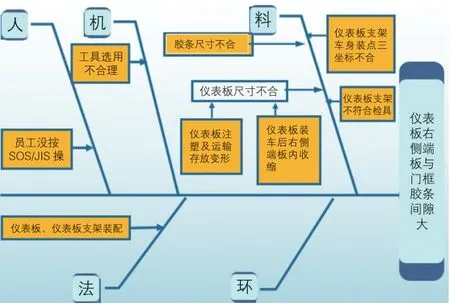
图4
3 要因确认
3.1 员工未按SOS/JIS 操作
经核查工段员工上岗考核记录,得到结果:装配仪表板支架、仪表板工位的员工均经过公司三级培训,并通过本岗位上岗培训及考核合格。现场操作均符合SOS 标准化操作要求。因此:员工已经过相关培训,员工未按SOS/JIS 操作,不是主要原因。

表1 仪表板与门框胶条间隙调查统计(100台故障车)
3.2 工具选用不合理
小组成员对仪表板支架工位与仪表板工位、杂物箱工位进行调查电磁枪扭矩已进行标定,工作正常。转速为350 转/分,电枪带防错功能,扭矩值指示灯绿时为合格,指示灯红时需退松后打紧。风枪每周都进行检测,确保扭矩符合要求,满足工艺卡13AH4010202 工具选用要求。因此:工具选用不合理不是主要原因。

图5
3.3 胶条尺寸不合
小组展开对胶条进行调查,分别对胶条尺寸、胶条保持尺寸、插入力和压缩负荷进行检测;首先抽样胶条20 件并分别截取胶条横截面做核对;结果胶条断面图符合图纸设计尺寸要求;首先抽样胶条10 件分别测试保持力、插入力和压缩负荷:试验结果表明,胶条的保持力、因此:胶条尺寸不合不是主要原因。

图6
3.5 仪表板支架不符合检具
小组成员对仪表板支架进行调查:仪表板支架自身装配到车身上的CC(整车Y方向)定位孔;仪表板装配到仪表板支架的CC(整车Y方向)方向定位孔;从抽检的仪表板支架检测数据可以看出,仪表板支架自身左右方向定位孔是在公差范围之内。
针对抽检5 件仪表板支架测量数据符合要求:从抽检的仪表板支架检测数据可以看出,仪表板左右方向定位孔是在公差范围之内。因此:仪表板支架不符合检具非要因。
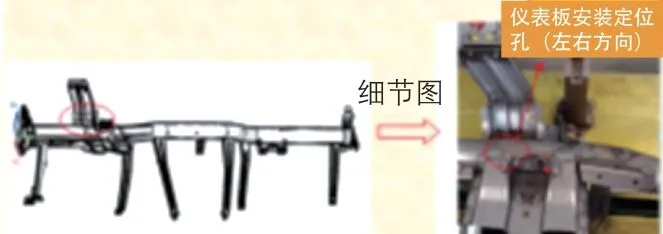
图7
3.6 仪表板装车前右侧端板尺寸不合
小组成员从供应商现场抽取5 件上检具进行检测,并记录右侧端板的面差相关数据,其中,仪表板侧端板翻边公差为+/-2.0mm。

图8
结论:从仪表板上检具测量数据,仪表板不符合检具要求,从上图可看出变形量最大区域为C 点、D 点、E 点;因此:仪表板尺寸不符合检具为主要原因。
为找到仪表板装车前右侧端板尺寸不合的根本原因,对仪表板本体材料、仪表板模具水路布置、取件及存放运输、注塑参数等都进行逐一排查。

表2 仪表板右侧端板上检具检测结果(单位:mm)
第二步,小组成员针对仪表板注塑模具侧端板水路布置进行检查:仪表板注塑模具右侧端板内部水路中的水井与水管布置均匀,合理因此,水路布置不是导致仪表板变形的主要原因。第三步,小组成员对仪表板生产过程取件及存放运输也进行检查,符合质量管控要求。第四步,小组成员对仪表板注塑参数也进行检查,发现仪表板注塑周期过短;结论:仪表板不符合检具的根本原因为注塑周期过短,导致冷却不均匀,变形收缩,冷却后右侧端板向内侧收缩,供应商未对零件尺寸进行检测。因此:零件保压时间不足是仪表板尺寸不合的主要原因。

图9
3.7 仪表板装车后右侧端板内收缩变形
小组成员从车间找一辆仪表板右侧端板与门框胶条配合装配合格的的车辆,该车车身三坐标安装点的仪表板支架安装点、与门框胶条配合的切边均合格;分别按顺序换上3件事先上检具检测合格的仪表板总成,发现3件仪表板中有2 件装配后右侧端板与门框密封胶条配合装配合格,其中有一件是不合格,装配状态如下,小组成员测量问题车仪表板与门框胶条间隙6 个点,间隙分别为-2.73、-3.32、-3.5、-5.53、-5.2、-2.5, 对 仪 表板相应部位段差进行标注,结论:仪表板装车后无支架支撑而变形是要因。
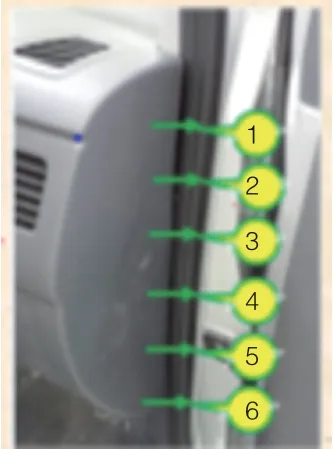
图10

表3
3.8 仪表板、仪表板支架装配工艺不明确
小组成员核对装配工艺卡与现场操作指导书(SOS/JIS),文件中对仪表板、仪表板支架安装顺序都有明确要求并且现场装配扭矩及装配顺序均符合装配工艺要求。因此:仪表板支架装配工艺不明确非要因。
4 要因对策制定
针对以上两条要因分别提出对策方案,并制定评价标准。
5 对策实施
对策实施一:(1)将注塑机中注塑周期由62 秒调整至70 秒;(2)更新作业指导书,对每批次来料进行收缩率检查,不合格批次隔离;(3)更新检验指导书,每天抽5 件进行尺寸测量。
对策实施二:增加一个小支架支撑仪表板右侧端板。
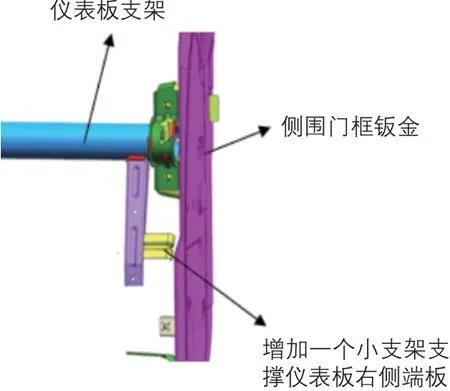
图11
6 效果对比(要求有数据对比)
6.1 目标值检查
小组在各项措施实施后对措施实施效果及巩固期效果进行了统计,结果表明:小组达到了目标(2.70%),且实施效果有效。

图12
小组成员从4月份故障车随机抽查100台该车型仪表板与门框胶条间隙不合格故障车辆,进行缺陷表现模式分析,不合的直接原因进行统计分析,以图形式表达了缺陷比例。仪表板右侧端板与门框胶条配合间隙大的问题排名由攻关前的“第一”下降到攻关后“第三”:
7 结论与经验总结
为了巩固各项措施,使实施效果得到巩固,小组在跟踪各项措施实施的同时也要求供应商对措施进行了标准化、文件化的过程。
同时在图纸中规范增加支撑支架的切边及面轮廓度要求。
猜你喜欢
汽车零部件(2022年6期)2022-07-01
时代汽车(2022年11期)2022-06-07
汽车实用技术(2020年8期)2020-07-09
商情(2018年3期)2018-03-26
餐饮世界(2017年11期)2018-01-20
小雪花·初中高分作文(2017年5期)2017-06-29
科技创新与应用(2017年4期)2017-03-27
中小企业管理与科技·中旬刊(2016年4期)2016-05-23
中小企业管理与科技·中旬刊(2016年4期)2016-05-23
中国建筑防水·悦居(2016年1期)2016-02-25
