
高扭矩特殊螺纹的加工与检测
2022-07-01 02:17:06向恒媛廖卫军彭翰宇
凿岩机械气动工具 2022年2期
向恒媛,廖卫军,彭翰宇
(中国船舶中南装备有限责任公司,湖北 宜昌 113003)
近年来,随着世界各国对油气能源需求量的增加和油气勘探的不断投入,国内外大型石油机械公司均开发出了具有本公司特色的石油钻井工具,这些工具除了在材料、热处理方面有自己的特色外,其中一些特殊螺纹也广泛应用于其公司产品上。特殊螺纹加工具备提高产品高附加值的特点, 近年来已引起了国内行业的高度重视,想取得这些大型公司的零件订单,需对其公司内部的特殊螺纹加工过程进行认证,否则将没有资格加工具有此类螺纹特征的产品。
VAM ACE 特殊螺纹,由法国瓦卢瑞克公司开发,属于国外高气密性特殊螺纹。 是理想的耐腐蚀合金用气密密封T&C 接头, 用于环境恶劣的深井和腐蚀井,也适用于要求高性能的碳钢和可控屈服管材。
TWO STEP 特殊螺纹,国外双台阶特殊螺纹,由美国Hydril 公司和Hunting 公司研发,主要用于平端油管、加厚油管,抗扭矩的辅助密封台肩油管。 该特殊螺纹有的采用直角形式,有的采用反向角形式,性能优良,连接强度高,密封效果好。
2014年, 公司在承接的某钻井工具产品上,有一种特殊螺纹——3.150HT 螺纹,这种螺纹公司的技术人员、操作人员、检测人员均没有接触过。 经过与客户沟通及查阅相关技术资料,了解到该螺纹是一种高扭矩螺纹,属于一种高精度的特殊螺纹,它广泛应用于螺杆钻具类零件,通常在钻井机械中连接机械装置至钻头, 用于传递高扭矩。 公司结合成功进行API螺纹认证的优质资源,组织专人对该螺纹进行了开发认证。
1 技术分析
1.1 3.150HT 螺纹的主要特点
图1 中,该螺纹为台阶式两段锥螺纹,螺纹锥度均为1∶12;螺纹牙型复杂(图1 中两段螺纹的牙型见图2),牙顶和牙底平行于轴线,牙形左、右两边分别成倒燕尾状3°。 牙型上部为非承载螺纹,下部为承载螺纹。 承载螺纹与非承载螺纹螺距不同,但螺距公差都是±0.025 mm。螺纹尺寸精度要求高。基面牙宽公差-0.025 mm,螺纹中径公差±0.025 mm, 中径基面至端面长度距离公差±0.025 mm,螺纹牙形面粗糙度Ra 0.8。

图1 3.150HT 外螺纹结构图
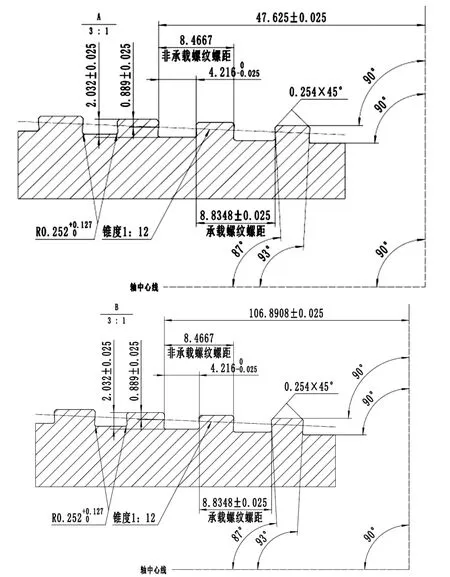
图2 螺纹牙型图
1.2 3.150HT 螺纹的检测要求
为保证钻井工具使用安全性,客户对HT 类高扭矩螺纹的检测要求十分严格:螺纹锥度、螺距、紧密距、齿高、齿宽等单项检测必须遵照图纸,在最终检测时报告螺纹实际数值;螺纹尺寸检测合格后,需进行拧扣试验,以验证螺纹的啮合性,并记录拧扣、卸扣扭矩值、紧密距值各9次[1]。 拧扣扭矩需要达到13560 ~24400 N·m[2],卸扣扭矩需要达到12200 ~21700 N·m[2],为常规油管螺纹上紧扭矩的数倍。常规油管螺纹的上紧近似扭矩见表1。
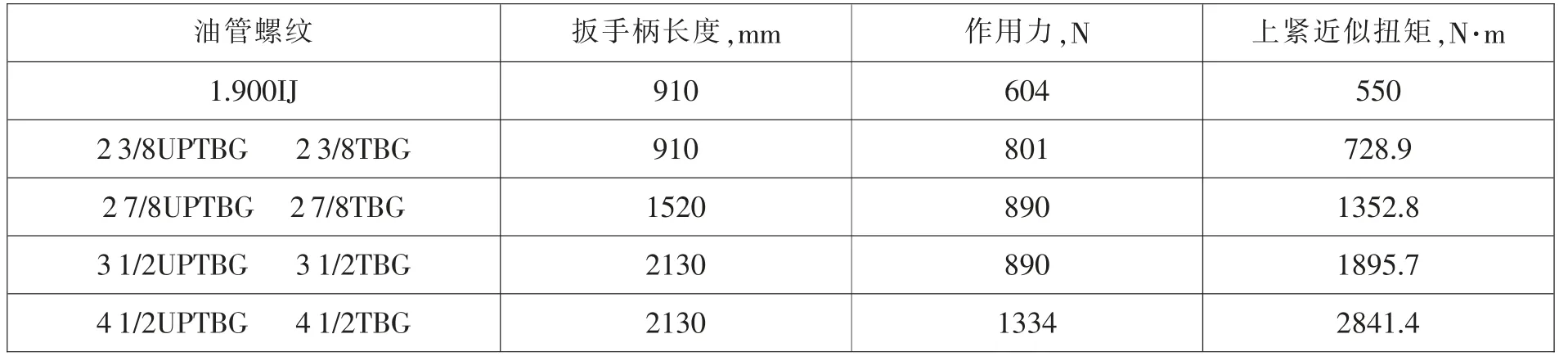
表1 油管螺纹上紧近似扭矩
2 加工及检测、试验
2.1 螺纹加工刀具及加工进刀方式的确定
HT 螺纹由于牙型侧面呈倒锥3°结构, 采用螺纹成型刀具、直进式加工的方法无法加工。 必须订制专用刀具、采用直进式、左右切削的方法来加工。 根据螺纹牙型图,我们对螺纹刀具提出了各项技术指标要求,其中包括刀尖宽度、刀尖圆角、牙深、牙侧角度等(见图3)。 高扭矩螺纹由于其复杂性, 无法用成型刀具一次加工完成,因此我们采用国外先进的刀具厂商Toolflo 的全牙形螺纹刀具,加工过程中采用直进式与左右进刀切削的方式来加工HT 螺纹。
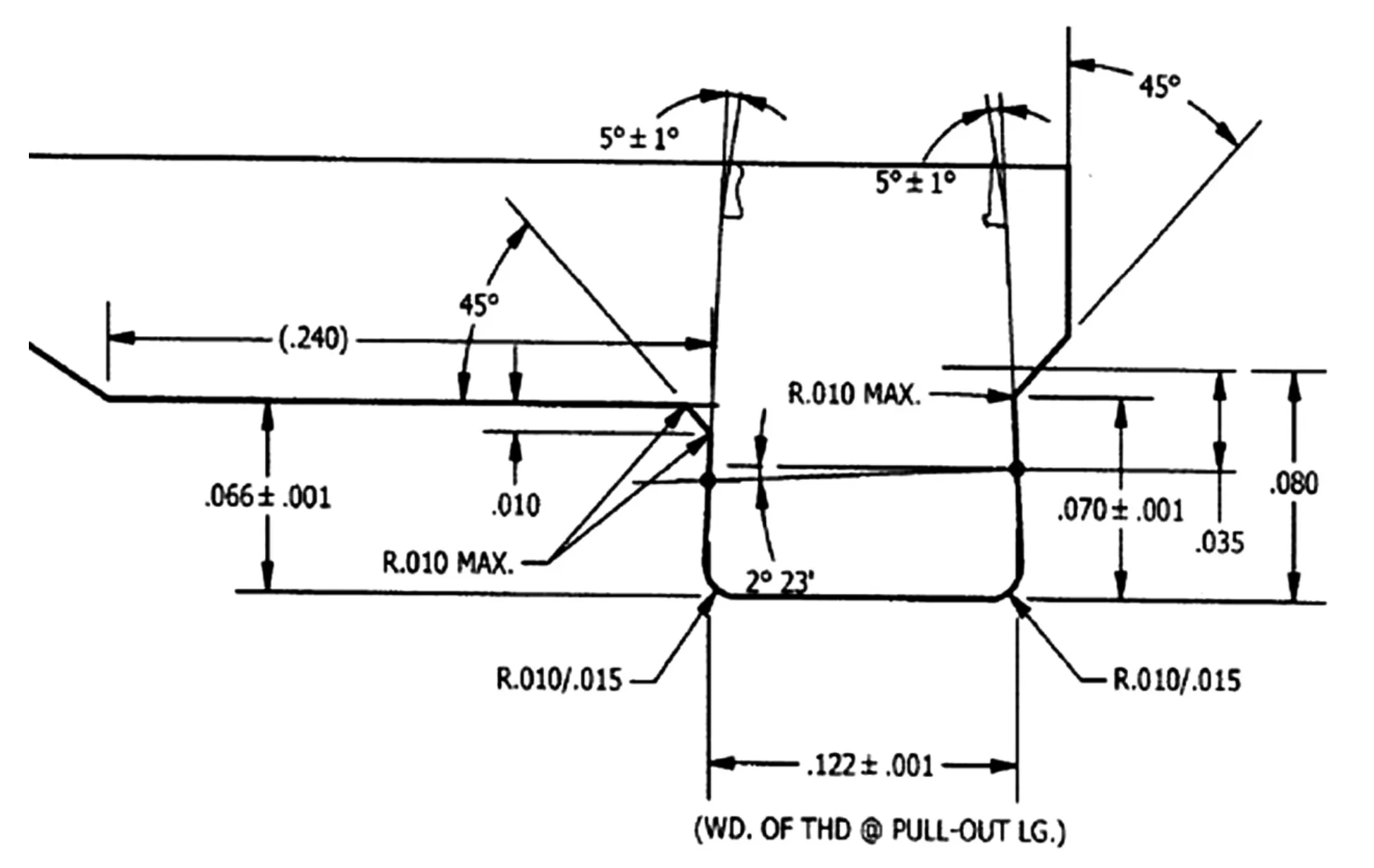
图3 螺纹刀片图
先在45# 钢料头上反复进行刀具试切,通过照光实测刀片刀尖宽度并根据试切槽宽检测数值,找出其中的差值,精确到0.001 mm,不断改进刀具补偿值,找出合适的切削参数,固化数控程序。 中间通、止规检测,加工出合格的牙宽。 在试切过程中, 加工出来的螺纹一变螺距就乱扣,经过集思广义,反复试验,一改传统的单头螺纹定程序只有一个原点坐标的做法,通过变换不同的坐标原点实现螺纹变螺距的目的, 成功实现了HT 高扭矩螺纹45 钢样件的加工。
2.2 螺纹检测
螺纹综合量规是螺纹检测时通用的工具,但由于HT 螺纹属于客户专利螺纹,螺纹量规不仅需要特殊订制,且国内多数量规生产厂家都无法提供订制,而从国外采购定制量规,存在采购周期长、成本高的问题。通过与客户沟通,此次螺纹认证放弃了综合量具的检测方法, 采用了进口Gagemaker 螺纹内、外中径测量仪MRP 和内、外锥度测量仪、牙高测量仪等螺纹单项检测仪器对HT 螺纹各单项指标进行精确检测。 螺纹综合检测采用胶泥取样、投影仪照光检测牙形,线切割破坏性切片精检牙形样件的方法进行。
在45 钢3.150 HT 螺纹样件螺距、 锥度、牙高、中径等各项检测合格的情况下,对样件进行切片(见图4),照光检测牙型完全符合客户图纸要求后,对3.150 HT 螺纹的刀具、数控加工程序运行、检测方式进行了固化,并在此基础上进行螺纹加工,经检测3.150 HT 螺纹螺距、锥度、牙高、中径等单项检测均符合客户图纸要求。

图4 3.150 HT 螺纹样件切片图
2.3 螺纹拧、卸扣试验
经过调研,江苏如石机械的TJA13 3/8-45 数显套管油管接箍拧接机设备,最大拧接扭矩可以达到45 kN·m,完全满足HT 螺纹拧、卸扣力矩要求。 经检测合格的3.150 HT 螺纹产品,在TJA13 3/8-45 数显套管油管接箍拧接机上,根据客户要求的螺纹拧、卸扣力矩,每套产品进行了9 次拧扣、卸扣试验,试验结果完全符合客户规范要求。
3 结论
3.150 HT 高扭矩螺纹的成功试制,不仅提高了公司的螺纹加工工艺技术、 螺纹检测技术,也开阔了工艺技术人员、加工操作人员的眼界。 同时,由于本次HT 螺纹试制中,技术人员、操作人员、检测人员群策群力,集思广义,对螺纹加工过程中出现的各种问题能快速反应,找到适当的解决办法, 客户对公司的整体技术水平给予了肯定。
猜你喜欢
内江科技(2022年3期)2022-03-30 10:24:50
制造技术与机床(2019年11期)2019-12-04 05:50:36
制造技术与机床(2019年9期)2019-09-10 07:36:40
时代汽车(2019年22期)2019-02-05 03:46:28
铁道学报(2018年11期)2018-12-13 10:11:46
机械工程师(2018年7期)2018-07-30 09:05:26
机械工程师(2018年5期)2018-05-23 06:38:28
电力与能源(2017年6期)2017-05-14 06:19:48
中国卫生标准管理(2015年4期)2016-01-14 05:43:52
河南科技(2014年5期)2014-02-27 14:08:42
