仔猪膨化饲料的适宜加工参数的探讨
2022-06-30 08:26冯勋胜
黑龙江八一农垦大学学报 2022年3期
冯勋胜
(大庆石油管理局农场,大庆 163319)
仔猪早期断奶是集约化养猪生产中普遍采用的技术,但仔猪断奶后受营养、心理、环境等应激因素的影响,常出现腹泻、采食量低、生长受阻、免疫力降低、死亡率高的仔猪早期断奶综合征。因此,研制并应用优良的仔猪料就成为了实施仔猪早期断奶的关键。目前,膨化配方技术的应用性研究是饲料技术发展的新方向,通过原料饲料膨化使得淀粉糊化、蛋白质组织化,利于乳猪的消化吸收,从而提高饲料的利用率。膨化加工还可以提高饲料适口性,提高采食量,使乳猪生长速度加快。膨化还将会对产品的无菌化及剔除原料的有害成分起到重要作用[1-2]。鉴于此,研究以玉米、豆粕、大豆和米糠为原料,采用膨化技术,探索膨化加工生产优良仔猪饲料的生产工艺和生产方法,为了研制优良的仔猪饲料奠定理论基础。
1 膨化实验
1.1 膨化原料的加工工艺
膨化原料的加工程序:
A.原料清选
B.微粉碎后进待膨化仓
C.适当膨化
D.冷却,待用
1.2 膨化玉米工艺参数的研究
1.2.1 实验材料的准备
将合格的玉米原料,先粉碎过筛(2.5 mm 筛网)后,经检测水分为13.11%。
1.2.2 试验内容
(1)温度和水分含量不同对膨化玉米理化指标的影响。
(2)膨化腔温度对玉米膨化效果的影响。
将粉碎的玉米加水充分调和成含水21%,喂料速度为350 r·min-1,螺杆转速为250 r·min-1,选用孔径4 mm 四孔模头考察膨化腔温度为80、90、100、110 和120 ℃对玉米膨化效果的影响。
1.2.3 评价指标
评价不同膨化工艺条件下玉米的膨化效果,可以采用淀粉糊化度、可利用赖氨酸的含量来衡量。
糊化度的测定:淀粉中糊化淀粉与总淀粉含量的百分比,按Karkalas 酶解法测定有效赖氨酸含量的测定:按中国国家标准GB/T 15398-1994 方法测定。
1.2.4 结果与分析
经过试验,测得不同温度下的糊化度和有效赖氨酸的数据,具体试验数据如表1 所示。

表1 不同膨化温度对玉米膨化效果的影响Table 1 Influence of different expanding temperature on corn puffing
从表1 可见,在膨化腔温度较低时,随着温度的提高,玉米淀粉的糊化度也逐渐升高,有效赖氨酸含量变化不大;至110 ℃时淀粉糊化度达到最高;此后再增加膨化腔的温度,淀粉糊化度不再增加反而略有下降,同时有效赖氨酸含量明显降低(P<0.05)。
随着机筒温度不断增加,挤出物的糊化度也不断增加,在机筒温度为110 ℃时达到最大。但是,机筒温度过高时可能会造成原料中的蛋白质与淀粉降解的糖在高温下发生“美拉德”(Maillard)反应,有效赖氨酸含量降低。
原料水分对玉米淀粉糊化度、可利用赖氨酸的影响见表2。

表2 不同水分含量对玉米膨化效果的影响Table 2 Influence of different moisture content on corn puffing
从表2 中可见,膨化玉米的糊化度随着原料水分的增加而提高;在物料水分21%时,糊化度达到最高点。物料水分>21%以后,再提高物料水分,则降低了膨化玉米的糊化度。而对于有效赖氨酸的含量,提高物料水分对有效赖氨酸含量影响不显著(P>0.05)。在物料水分较低时,挤出物的糊化度较低。随着物料湿度的不断增加,挤出物的糊化度也不断增加,在21%时达到最大,和水分含量为15%、24%,27%时的糊化度有明显的差异(P<0.05),和水分含量为15%的差异不显著(P>0.05)。对于温度和玉米含水量较适宜的是在110 ℃和21%糊化度和有效赖氨酸是最佳的。
1.3 膨化豆粕工艺参数的研究
经前人研究指出,经过特殊加工工艺处理的大豆和豆粕是早期断奶仔猪和犊牛良好的蛋白质饲料,从抗营养的角度讲,热处理法是目前大都产品的最佳方法。但普通的热处理方法大豆抗原的处理效果不是很有效,据实验发现,膨化加工的豆粕能降低仔猪血清种抗大豆球蛋白和半球蛋白的IgG 效价,并能减轻仔猪对大豆蛋白引起的过敏反应程度[3-7]。对35 日龄断奶仔猪的实验表明,膨化加工的熟豆粕能减轻过敏反应造成的肠道损伤程度。Makki F[8]比较了膨化和干炒对大豆化学成分的影响,结果表明,与干炒相比,膨化能使大豆中的抗原活性从11%降至3.5%,仔猪皮肤过敏的皮褶厚度也从1.07 mm 降至0.37 mm。
1.3.1 膨化豆粕工艺参数试验设计
豆粕的膨化采用干法膨化法,试验设计方案见表3。
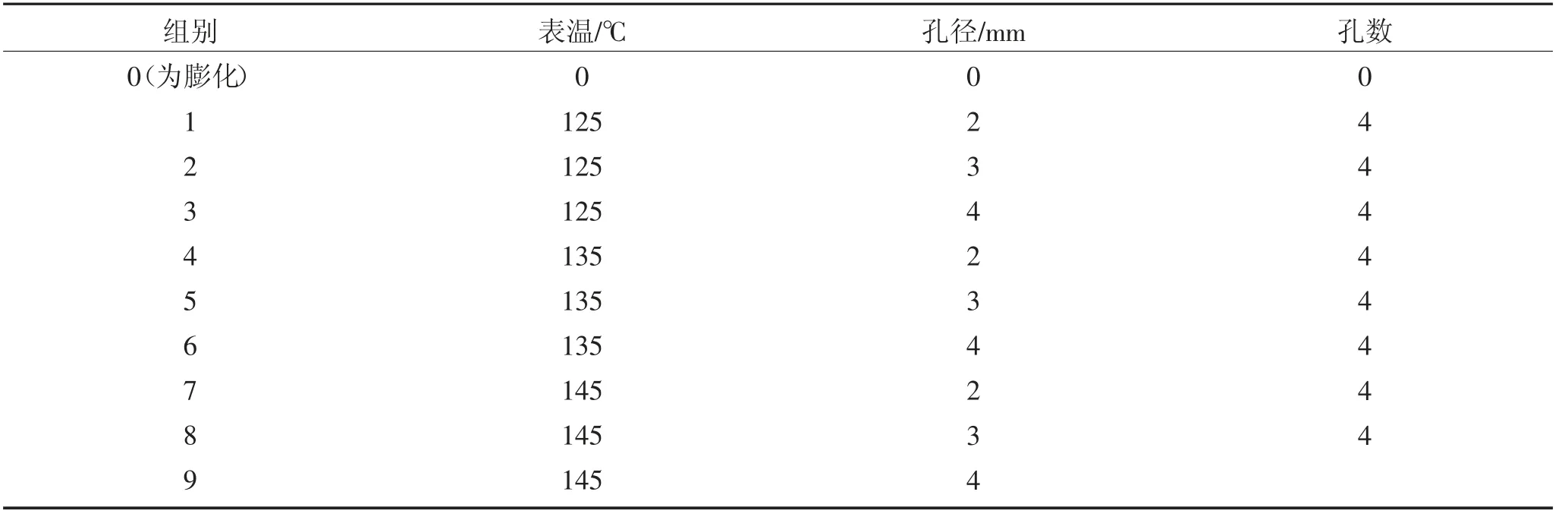
表3 豆粕膨化的实验方案Table 3 Experimental scheme of soybean meal expansion
1.3.2 检测指标与方法
(1)服酶活性:(用pH 值上升法)参见《饲料分析与饲料质量检测技术》。
(2)蛋白溶解度:(Dale 等,1987)参见《饲料分析与饲料质量检测技术》。
1.3.3 试验结果
不同的工艺参数对豆粕的影响是不同的,结果见表4。

表4 不同的膨化豆粕工艺对豆粕理化指标和仔猪性能的影响Table 4 Effects of different extruded soybean processes on soybean meal and performance of piglets
从结果可以看出温度对脲酶活性和蛋白的溶解度的影响是,随温度升高活性二者均呈降低的趋势,对于脲酶活性的高低可以反映出豆粕中抗营养成分的灭活的程度,也可以反映出是否加热过度,对于脲酶活性一般要求在0.05~0.5 是比较适宜的,实验研究中设计的不同的温度条件下膨化豆粕的脲酶活性均是适宜的。
通过以上实验研究,可以得出较适宜的膨化豆粕的温度是在125 ℃,模孔孔径来说对膨化豆粕的影响不明显,但是在孔径更大的情况下膨化的产量更高,因此,膨化豆粕的适宜工艺参数时在125 ℃,模孔孔径为4 mm,孔数为4 时较适宜于实际生产的应用。
首先,我们需要把理解人类思维的运作方式放在更高的优先级上,特别是关于我们自己的智慧和同情心是如何培养出来的。如果我们在人工智能上投入太多,而在开发人类头脑方面的工作太少,那么复杂的计算机人工智能可能只会增强人类的愚蠢,并培养我们最坏(但可能也是最强大)的冲动,其中包括贪婪和仇恨。为了避免这样的结果,对于我们投资于改进人工智能的每一美元和每一分钟,明智的选择应当是将其投资在探索和发展人类意识方面。
1.4 膨化大豆工艺参数试验设计
大豆营养价值高且含有丰富的各种必需氨基酸,是优质的蛋白饲料,而且大豆中能量含量也很高,属于高能高蛋白的饲料原料。但是大豆中也含有多种抗营养成分,作为动物的饲料,特别是仔猪的饲料原料必须要高温处理,而膨化是目前最合理的热处理方法之一。试验采用干法膨化处理大豆,研究不同的膨化温度和膨化机模空孔径对大豆脲酶活性、蛋白溶解度和对仔猪过敏性的影响。
1.4.1 大豆的膨化试验设计方案见表5

表5 大豆膨化实验方案Table 5 Experimental scheme of soybean expansion
1.4.2 检测指标与方法(与上述方法相同)
1.4.3 试验结果
试验结果见表6。
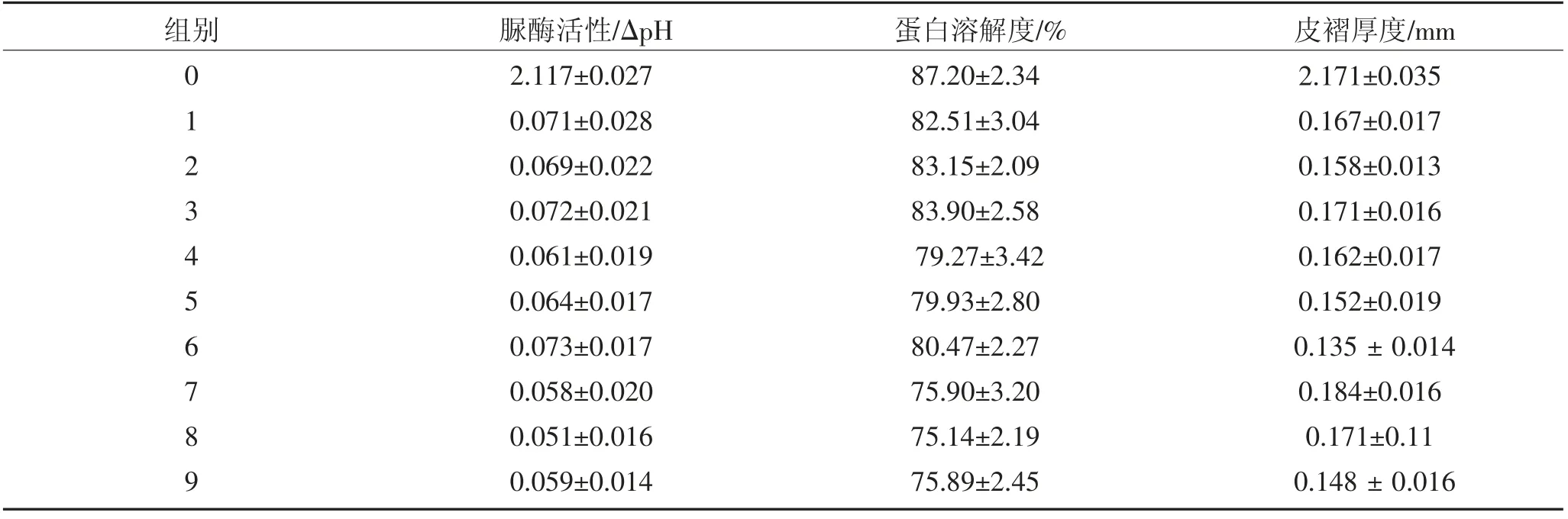
表6 不同的膨化大豆工艺对豆粕理化指标和仔猪性能的影响Table 6 Effects of different extruded soybean processing on soybean meal and performance of piglets
通过以上实验研究,可以得出较适宜的膨化大豆的温度是在125 ℃以下,模孔孔径来说对膨化大豆的影响不明显,但在孔径更大的情况下大豆膨化的产量更高,因此,膨化大豆的适宜工艺参数时在125 ℃,模孔孔径为4 mm,孔数为4 时较适宜于实际生产的应用。
1.5 膨化米糠工艺参数的研究
此工艺研究的目的是通过膨化来增加米糠的保存时间,利用不同处理的米糠在一定贮藏时间内(0,10,20,30,40,50 d)的酸败情况(根据酸价)来筛选适宜的米糠膨化工艺参数。 膨化米糠采用干法膨化,研究不同的膨化温度和模空孔径对米糠酸败的影响。
将碎米糠加水充分调和成含水21%,喂料速度为350 r·min-1,螺杆转速为250 r·min-1,选用孔径4 mm四孔模头考察膨化腔温度为80,90,100 和110 ℃对米糠膨化后酸败的影响。
1.5.2 模空孔径对米糠膨化效果的影响
膨化腔温度为90 ℃,螺杆转速为250 RPM,喂料速度为350 RPM,考察在模孔孔径为2,3,4 mm 时对膨化后酸败的影响。
1.5.3 评价指标
评价不同膨化工艺条件下米糠在一定的贮藏期内氧化酸败的酸价来衡量。
酸价的测定:采用氢氧化钾滴定法,按国标GB 5530-85 方法测定。
1.5.4 结果与分析
(1)膨化腔温度对米糠膨化后酸败的影响
不同的膨化温度对膨化米糠不同的贮藏时间酸价的影响的实验数据见表7。
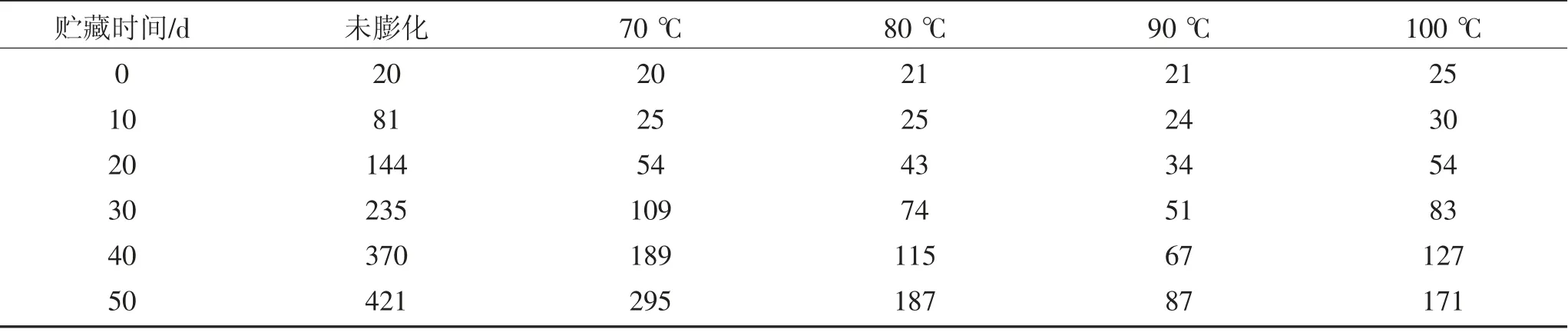
表7 不同膨化温度对米糠不同贮藏时间酸价的影响Table 7 Influence of different expansion temperature on acid value of rice bran at different storage time
新鲜米糠在贮藏10 d 后开始出现哈味,而20 d后则有明显的氧化酸败,酸价达到144 mg·g-1,已不适合作为饲料原料来使用,而在不同的温度膨化的米糠则是在90 ℃能最长的贮藏期,可以在整个乳猪料的贮藏期中保持在相对适宜的酸败水平,而其他几个膨化温度则都可能在此期间大量酸败。因此,在90 ℃膨化处理米糠是最适宜的米糠膨化温度。
(2)膨化模孔孔径对米糠膨化后酸败的影响
膨化模孔孔径对米糠膨化后酸败的影响的实验数据见表8。
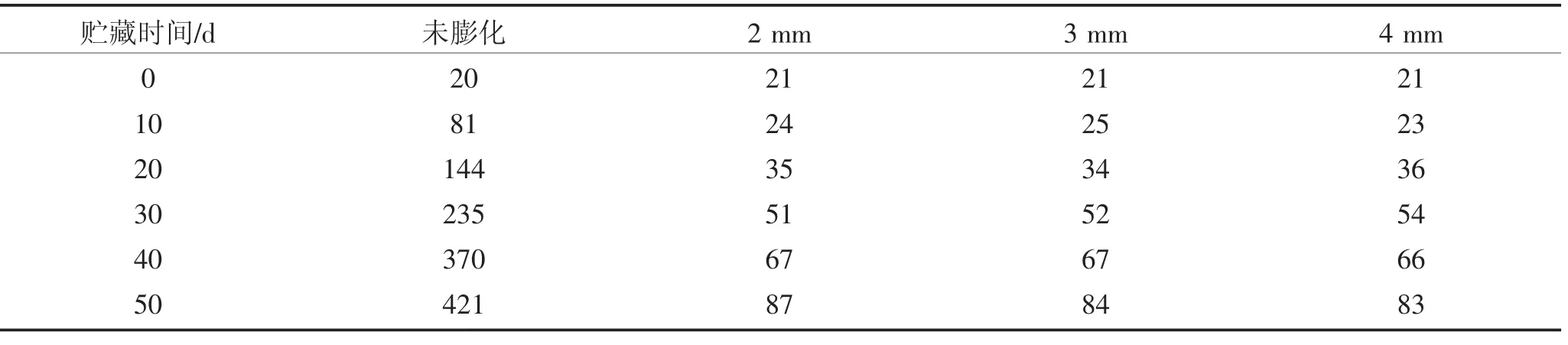
表8 不同的膨化模孔孔径对膨化米糠不同贮藏时间酸价的影响Table 8 Influence of different hole sizes on acid value of expanded rice bran at different storage time
新鲜米糠在贮藏在短时间内(20 d)就开始出现明显酸败,而膨化处理工艺则可以很好的抑制氧化酸败,而不同的膨化模孔数对米糠的氧化酸败的影响则不大,均能够在较长时间(40 d 以上)保持米糠不出现明显的酸败,同时考虑到模孔数大时,膨化产量更高,因此,在膨化模孔孔径4 mm 膨化米糠是较适宜的孔径大小。对于膨化处理米糠在90 ℃和4 mm的模孔孔径是最佳的米糠膨化参数。
2 膨化原料的卫生学观察
膨化原料还具有生产卫生饲料的功效,能适应饲养业对于提高养殖动物健康、安全生长的需求,通过化验检测发现膨化和制粒对乳仔猪饲料细菌学指标的有明显的影响,实验数据见表9。

表9 不同的加工处理对仔猪料细菌指标的影响Table 9 Effects of different treatments on bacterial indexes of piglets feed
通过表9 可以看出,饲料膨化后具有明显细菌净化作用。
3 结论
通过上述的试验,玉米的适宜膨化参数为:21%水份的玉米经110 ℃膨化;,膨化豆粕的适宜工艺参数时在125 ℃,模孔孔径为4 mm,孔数为4 时较适宜于实际生产的应用;膨化大豆的适宜工艺参数时在125 ℃,模孔孔径为4 mm,孔数为4 时较适宜于实际生产的应用;对于膨化处理米糠在90 ℃和4 mm 的模孔孔径是最佳的米糠膨化参数。饲料膨化后具有明显细菌净化作用[9-10]。值得注意的是,膨化原料加工制作配合颗粒饲料时,往往造成制粒不整齐,表面不光滑、粉化率偏高。在饲料工业进入规模化、微利化的今天,怎样提高饲料的成品率、降低损耗、节约能耗,从而获得更高的经济效益是不可忽视和要解决的问题。为此,下一步计划采用包埋水分子于物基中的方式,在生产制粒过程饲料物基有效的吸收蒸汽中的水分子起到润滑、软化作用,达到更加完美的效果。
猜你喜欢
粮食与饲料工业(2022年3期)2022-06-27
粮油食品科技(2021年5期)2021-10-14
当代水产(2020年3期)2020-06-15
保健与生活(2020年1期)2020-05-07
肉类研究(2018年5期)2018-09-26
农村百事通(2017年2期)2017-02-17
农村百事通(2016年24期)2017-01-07
山东农业科学(2014年1期)2015-03-09
绿色科技(2014年1期)2014-11-28
祝你幸福·午后版(2008年7期)2008-06-23