
浓香型白酒酿造过程粮食蒸煮效果评价方法研究
2022-06-29 08:10戴诗皎王晓慧陈桂芳杨建梅
酿酒科技 2022年6期
戴诗皎,王晓慧,赵 琦,陈桂芳,杨建梅
(江苏洋河酒厂股份有限公司,江苏宿迁 223800)
白酒作为我国特有的传统固态发酵蒸馏酒,在发展过程中形成了独树一帜的酿造工艺及酒体风格。浓香型白酒作为中国白酒的重要代表,其感官风味及市场份额均在行业占主导地位。浓香型白酒的酿造以泥窖发酵、续糟配料、混蒸混烧为主要工艺特点,其中混蒸混烧为蒸馏取酒以及蒸粮糊化的过程,在同一工艺操作下同时完成蒸酒和蒸粮,通常采用先低火低温流酒,再大火蒸煮使原料糊化。因此,对原料的蒸煮是浓香型白酒酿造工艺中重要的一个环节,蒸煮的目的主要是使淀粉颗粒进一步吸水、膨胀、破裂、糊化,使淀粉结构从有序排列的微晶束状态转变成无序的胶体状态,以利于微生物的利用和代谢。只有经过糊化的淀粉才能被淀粉酶利用,因此,在浓香型白酒生产过程中,对蒸煮程度的把握,是最重要的关键环节。如果在蒸煮过程中淀粉未完全糊化,部分细菌会利用生淀粉进行代谢并大量繁殖,导致酒醅酸败;如果蒸煮时间过长,容易使熟粮粘连、结块、成团,不利于后期发酵,且容易导致粮食风味物质的流失。
淀粉在蒸煮中的变化主要是淀粉的膨胀和淀粉的糊化,淀粉膨胀是淀粉糊化的前提,当温度达到70 ℃左右且淀粉颗粒膨胀到原体积的50~100倍时,分子间的作用力被削弱,淀粉颗粒解体,形成均一的黏稠体,这种淀粉颗粒无限膨胀的现象就是淀粉糊化。糊化度一直被用来作为评价颗粒饲料加工质量的重要指标。淀粉的糊化程度也可以用来表征粮食的蒸煮程度。
在白酒生产过程中主要靠有经验的酿酒师傅通过感官(主要以手感为主)评价酿酒原料的蒸煮效果,以原料蒸煮达到“熟而不烂,内无生心”为判断标准。由于存在人为因素的影响,使用感官方法评价粮食蒸煮效果的一致性较差,而且感官判定在师徒传、帮、带过程中,因个人理解的偏差很容易导致该经验的偏离。
针对传统感官评价粮食蒸煮效果一致性较差的难题,本研究通过开发酒醅糊化度检测方法,量化了粮食的蒸煮效果,建立了浓香型白酒生产过程中粮食蒸煮评价方法。糊化度有多种检测方法,如双折射法、酶水解法、膨胀法和粘度测量法等。本研究选择与发酵机理相似的酶解法,并对检测方法进行了进一步的优化,形成浓香型酒醅糊化度检测方法,用来评价浓香型白酒酿造过程中粮食的蒸煮熟烂程度。在此基础上,利用近红外光谱技术,建立了入池酒醅糊化度检测模型,用于快速测定入池酒醅糊化度,判断粮食蒸煮效果,解决了因糊化度手工检测耗时长,无法实现在酿酒生产过程中有效应用的难题。
1 材料与方法
1.1 材料、试剂及仪器
样品:江苏洋河酒厂股份有限公司浓香型入池酒醅。
试剂及耗材:氢氧化钠、酒石酸钾钠、次甲基蓝、硫酸铜、盐酸、亚铁氰化钾、无水葡萄糖等均购于国药集团;糖化酶(5 万U/g),无锡市雪梅酶制剂科技有限公司。
仪器设备:傅里叶近红外光谱仪,瑞士步琦有限公司;电热恒温水浴锅,南通华泰实验仪器有限公司;电子天平,奥豪斯仪器(上海)有限公司;电子万用炉,天津市泰斯特仪器有限公司。
1.2 试验方法
1.2.1 入池酒醅粮食蒸煮糊化程度检测方法
糊化是淀粉结构由β型转换成α型的过程,已糊化的淀粉在糖化酶的作用下水解成还原糖,未经糊化的淀粉不能被糖化酶水解,α度越高,糊化的淀粉越多,水解后生成的糖越多,通过测定糖的含量可确定淀粉的α度。将完全糊化样品与未处理原样品分别用糖化酶水解,原样品与完全糊化样品还原糖释放量的比值即为糊化度。
1.2.2 样品预处理
(1)完全糊化样品制备:称量2 g 的酒醅样品,加入100 mL 蒸馏水,加热煮沸2 h 使淀粉充分糊化,标记为样品1。
(2)部分糊化样品制备:称量2 g 的酒醅样品,加入100 mL蒸馏水,标记为样品2。
(3)糖化:在样品中加入过量的糖化酶(约0.5 g),混匀后在50 ℃±1 ℃下糖化2 h。
(4)终止反应:加入3 mL 的1 mol/L 氢氧化钠溶液终止水解反应。
(5)用脱脂棉过滤酶解液,收集滤液及洗涤液,加水定容至500 mL 的容量瓶中以备检测还原糖含量。
1.2.3 理化指标测定
还原糖测定采用斐林试剂法,样品1 和样品2消耗标准葡萄糖溶液的体积分别记录为V和V。空白对照直接加入等量的糖化酶,在同温度、同时间下进行水浴,终止反应后采用斐林试剂法消耗的葡萄糖溶液的体积记录为V。
计算酒醅的糊化度,其计算公式为:
糊化度(%)=(V-V)/(V-V)×100%
1.2.4 近红外光谱分析法
采用理化检测方法测定酒醅糊化度耗时较长,检测1 个样品需5~6 h,为了实现该指标的日常监控应用,我们开发了近红外光谱分析快检方法。采用瑞士步琦傅里叶近红外光谱仪NIRMaster 和固体测量池以及自动旋转采样系统进行样品光谱的采集。共采集252 个样品756 条光谱。使用NIRcal 软件对光谱进行预处理并采用偏最小二乘(PLS)算法建立了糊化度近红外模型。
2 结果与分析
2.1 入池酒醅粮食蒸煮糊化程度评价模型的建立
实验按照1.2.1 的方法,检测了5 个小组的入池酒醅在不同蒸煮时间下(0 min、30 min、60 min、90 min、120 min、140 min、160 min)的糊化度,通过5 个小组的数据分析表明,糊化度指标与入池酒醅的蒸煮时间存在着明显的线性关系,结果见图1。由图1 可知,相关方程为:y=0.3585x+29.18,相关系数R达到0.9649,结果表明,入池酒醅的糊化度指标能够客观真实的反映出浓香型白酒生产过程粮食的蒸煮程度和酒醅的性状。
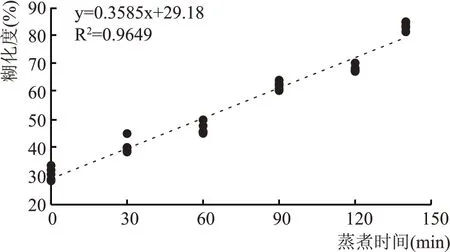
图1 入池酒醅蒸煮糊化度评价模型
2.2 糊化度近红外快检模型的建立
本实验利用NIRcal 软件对扫描的光谱出现的异常光谱进行剔除,并通过平滑预处理(sa3),归一化预处理(ncl)以及一阶导数对光谱进行预处理,消除一部分噪音、随机误差以及基线漂移等影响,以提高模型的准确性及精度。经过预处理的入池酒醅近红外光谱见图2,信息量最丰富的谱区范围10000~7400 cm和7080~5000 cm,主成分维数为8,可较好地建立入池酒醅糊化度的校正模型。在此建模条件下,模型的Q 值和决定系数最大,标准误差最小。校正集相关系数为0.9107,验证集相关系数为0.9126,SEC、SEP 分别为1.110 和1.004。上述结果表明,所建模型的各项决定系数和标准差均满足对酒醅样品糊化度的检测要求。

图2 入池酒醅样品NIRS原始光谱图
为了验证模型的准确性,除了用验证集样品对所建模型进行检验外,我们还随机选取20 个样品,使用化学方法测定其化学值,并用所建立的模型进行化学值预测,两者的相对误差在0.04 %~2.33%。散点图表明,预测值与化学测量值间的相关系数高达0.9678。上述结果表明,所建模型满足酿酒生产过程检测需求,可用于对入池酒醅样品的糊化度进行实际预测。

图3 平滑预处理(sa3),归一化预处理(ncl)以及一阶导数预处理后的光谱图

表1 糊化度化学方法测定值和NIR测定值比较

图4 糊化度模型预测值与化学值的比较
2.3 糊化度检测数据与入池酒醅性状的关系初探
本研究通过对不同的酒醅性状进行感官盲评,并与对应的糊化度检测数据进行关联分析,初步探讨最佳酒醅性状的糊化度范围。盲评过程由经验丰富的生产技术人员参照《洋河酒厂酒醅性状感官评价标准》对不同性状的酒醅进行感官质量描述及等级判定,采用“近红外光谱分析法”检测对应的酒醅糊化度。入池酒醅的感官质量鉴定及糊化度检测结果见表2。
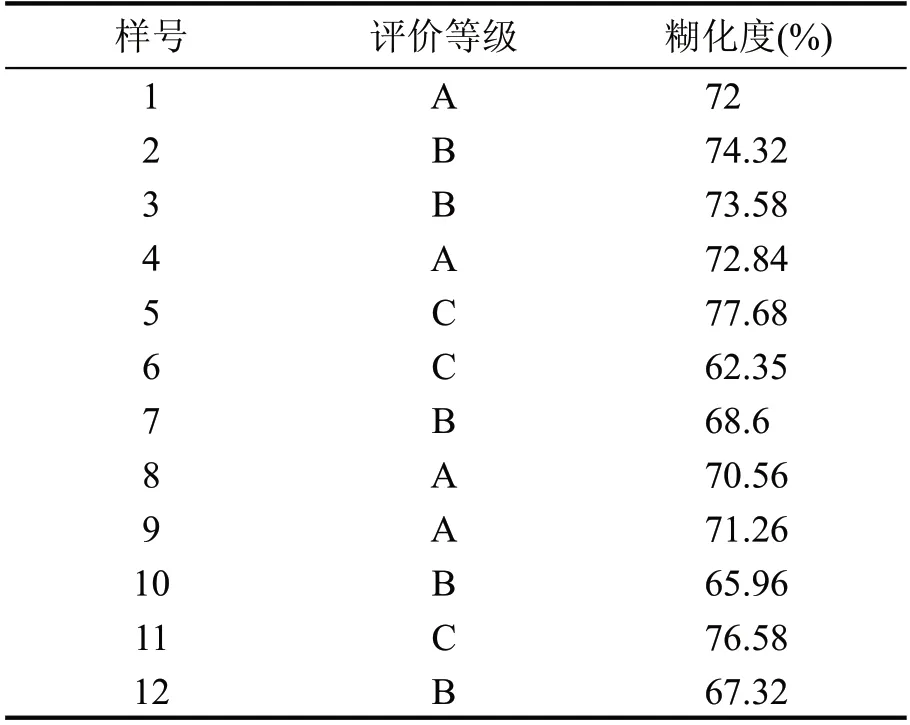
表2 入池酒醅感官评价等级及糊化度检测结果
通过对12 个具有代表性的入池酒醅进行感官评价和等级评定,分析了对应的糊化度数据,结果表明:质量好被评为A 级的入池酒醅糊化度在70.0 %~73.0 %之间;质量一般被评为B 级的入池酒醅糊化度在73.0%~75.0%或65.0%~70.0%之间;质量较差被评为C 级的入池酒醅表现为粮食蒸煮过烂,粘腻黏手或过于蓬松,扎手,粮食蒸煮有生心,糊化度大于75.0%或小于65.0%。
3 结论与展望
在浓香型白酒生产过程中,入池酒醅的性状是后期发酵的关键,好的酒醅性状要求粮食蒸煮熟而不烂,酒醅柔熟,有弹性,有骨力,不扎手,不腻手。粮食的蒸煮熟烂程度是影响入池酒醅性状的重要因素,若粮食蒸煮过度,酒醅则显得过肉,腻手无弹性,含氧量低,发酵过程酵母菌个体增殖数量会受到限制,厌氧发酵不彻底,直接影响淀粉、还原糖的利用,使得出窖时糟醅残淀、残糖含量过高从而影响原酒产量及质量;若粮食蒸煮不充分,颗粒度较明显,有生心或返生现象,酒醅过于蓬松,扎手,显糙,此时酒醅内空气过多,前期发酵迅猛,窖内升温较快,会导致酒醅酸度过大,产量下降且影响酒质,因此对粮食蒸煮程度的把握是浓香型白酒生产过程中最重要的工艺环节。
本研究通过开发入池酒醅糊化度检测方法,建立了入池酒醅粮食蒸煮糊化程度评价模型,量化了浓香型白酒生产过程中粮食蒸煮程度并实现了入池酒醅性状判定的数字化。使用近红外光谱技术实现了糊化度的快检应用,在浓香型白酒日常生产过程中起到数据指导以及监控生产的作用。酿酒师傅可通过调节润料水量、蒸煮时间、蒸煮气压等达到合适的糊化度,使粮食蒸煮熟而不烂,内无生心。同时可根据糊化度检测数据,有目的的调节酒醅性状,使酒醅柔熟不腻,疏松不糙。
猜你喜欢
水产养殖(2022年8期)2022-09-21
阅读(科学探秘)(2021年11期)2021-03-10
祝您健康·文摘版(2021年3期)2021-03-09
饮食与健康·下旬刊(2018年3期)2018-04-11
文理导航·科普童话(2017年4期)2018-02-10
农民致富之友(2017年19期)2017-10-21
文理导航·科普童话(2017年2期)2017-05-31
中学化学(2014年11期)2015-01-20
中学生物学(2008年11期)2008-12-02
作文与考试·高中版(2008年11期)2008-11-21
