
LY-2010-BH/LY-9702/LY-9802 级配床加氢催化剂在煤基裂解汽油加氢装置中的应用
2022-06-03 07:20:30孙利民胡晓丽杨红红
石油化工 2022年5期
孙利民,马 萍,陈 俊,胡晓丽,王 斌,杨红红
(1.中国石油 兰州化工研究中心,甘肃 兰州 730060;2.神华宁夏煤业集团有限责任公司烯烃二分公司,宁夏 银川 750411)
神华宁夏煤业集团4 000 kt/a 煤炭间接液化项目为全球单套装置规模最大的煤制油项目,烯烃二分公司1 400 kt/a 裂解装置以4 000 kt/a 煤制油项目副产的石脑油和LPG 为原料,蒸汽热裂解生产聚合级乙烯、丙烯,同时副产裂解汽油等产品,总烯烃规模达1 000 kt/a,该裂解装置配套的裂解汽油加氢装置是国内煤基油生产领域最大规模的裂解汽油加氢项目[1-3]。与石油基石脑油蒸汽裂解制乙烯副产的裂解汽油相比,煤基石脑油蒸汽裂解制乙烯副产的裂解汽油中不饱和烯烃含量高、硫含量低[4-6],要求裂解汽油催化剂具有优异的低温加氢活性和抗结焦性能,并对低硫原料有较好的适应性。中国石油兰州化工研究中心针对煤基裂解汽油原料特点,对现有石油基裂解汽油二段加氢催化剂进行了性能改进研究,开发了煤基裂解汽油二段加氢LY-2010-BH/LY-9702/LY-9802 系列催化剂技术[7-10]。
本工作于2017 年9 月在神华宁夏煤业集团煤基裂解汽油二段加氢装置实现装剂应用,装置一次开车成功,截至2021 年9 月,装置已平稳运行47个月,且催化剂未再生,加氢产品烯烃和硫含量指标合格,满足装置生产控制要求。
1 装置流程
神华宁夏煤业集团采用两段加氢的方式对来自裂解装置的粗裂解汽油进行加氢精制处理,C5~9粗裂解汽油经过一段低温加氢脱除双烯烃及部分单烯烃后,再经脱C9塔,得到C5~8和C9+组分,C5~8组分与来自循环氢气压缩机的H2混合,混合物料经换热及加热后进入裂解汽油二段加氢反应器,加氢精制脱除单烯烃及硫、氮等杂质,反应器出口物料经冷却后进入脱C5塔,分馏出C6~8及C5组分,C6~8馏分进入芳烃抽提装置进一步处理后,最终用于三苯产品和芳烃抽余油的生产。裂解汽油二段加氢反应器分上、下两个催化剂床层,上床层催化剂装填高度为1 850 mm,下床层催化剂装填高度为5 460 mm,催化剂床层自上而下依次装填LY-2010-BH/LY-9702/LY-9802 系列催化剂,上下床层之间设有急冷油通道。
2 催化剂物性
裂解汽油是乙烯工业的重要副产物,因富含50%(w)以上芳烃而成为生产基本有机化工原料芳烃的重要来源[11-13]。裂解汽油中含有一定量的不饱和烃及硫、氮等杂质,用于抽提芳烃前工业上通常采用两段加氢的方式进行精制处理,一段加氢主要用于脱除易聚合结焦的二烯烃,二段加氢用于饱和一段剩余的烯烃,并脱除硫、氮等[14-15]。工业装置催化剂采用级配装填的方式进行裂解汽油二段加氢,以实现装置长周期稳定运转。LY-2010-BH为加氢保护剂,具有较大的孔体积及容胶能力,主要用于脱除高温下极易聚合生胶的二烯烃,避免反应器压降累积;LY-9702 催化剂具有优异的烯烃加氢活性,以脱烯烃为主、脱硫为辅,主要用于脱除单烯烃;LY-9802 催化剂具有优异的脱硫、脱氮活性,以脱硫为主、脱烯烃为辅,主要用于脱除硫、氮等杂质。表1 为LY-2010-BH/LY-9702/LY-9802系列加氢催化剂的理化性质。
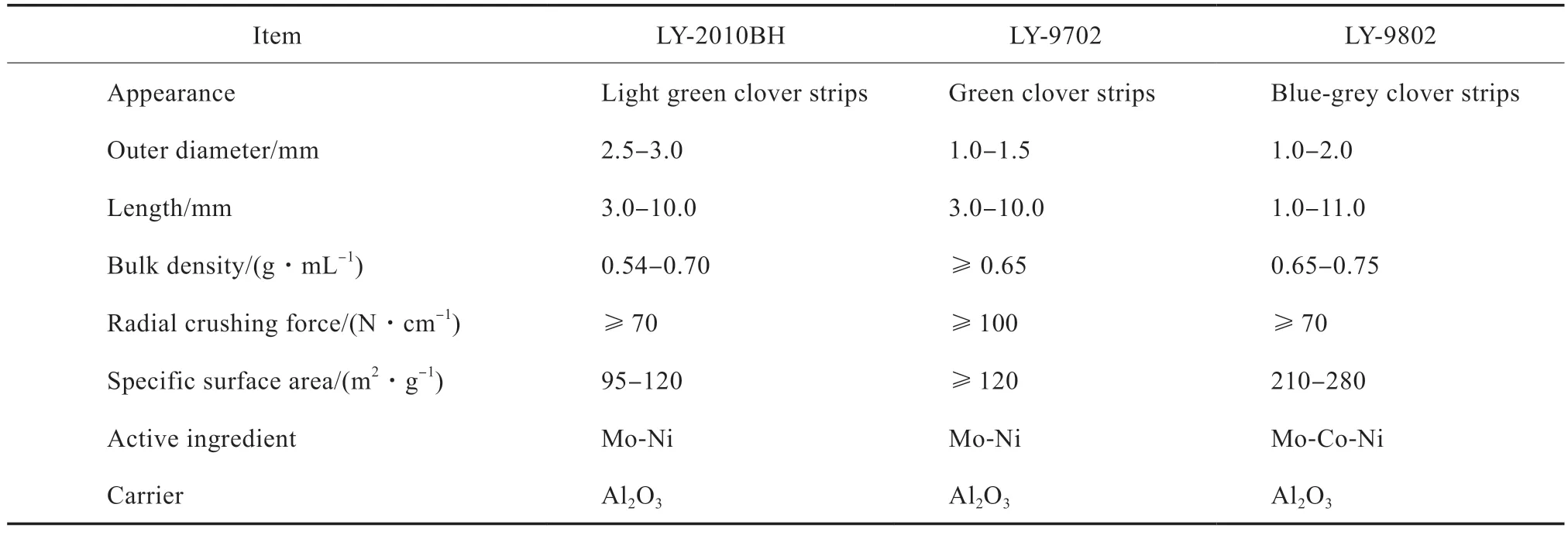
表1 催化剂理化性质Table 1 Physical and chemical properties of catalysts
3 催化剂预硫化工艺条件
催化剂和加氢保护剂均以氧化态形式装填,投料前需对催化剂进行硫化,将金属氧化物转化成具有更高活性的硫化物[15-17]。以二甲基二硫醚为硫化剂,采用干法硫化法进行催化剂预硫化,硫化过程中系统压力控制在1.8~2.0 MPa,采用循环氢将催化剂床层温度升到180 ℃时,系统开始注入硫化剂,注入速率125 kg/h,系统循环氢量不低于70 000 Nm3/h,硫化曲线见图1。
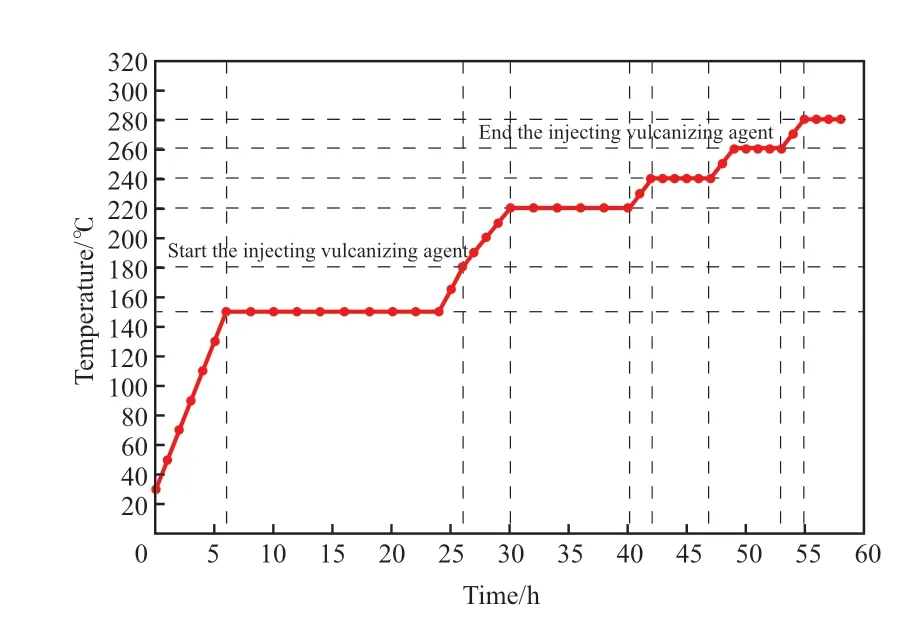
图1 催化剂硫化曲线Fig.1 Sulfuration curve of catalyst.
4 催化剂工业应用情况
4.1 原料性质
裂解汽油二段加氢原料主要为C5~8馏分,原料性质见图2 及表2。结合图2 和表2 可知,与石油基裂解汽油原料相比,原料中共轭双烯烃含量和水含量基本相当,且都在通常范围内,但溴值含量高、主要集中在40~60 g(基于100 g 原料油,溴值有明显波动,与原料中C5含量波动有关);总硫含量低,主要集中在20~60 μg/g;石油基裂解汽油原料溴值通常为20~40 g、总硫含量80~300 μg/g。原料溴值含量高,要求催化剂兼具优异的加氢活性和抗结焦性能;原料硫含量低,催化剂运行过程中会存在失硫而失活的风险,要求催化剂对低硫原料有较好的适应性。

表2 原料性质Table 2 Properties of feedstock
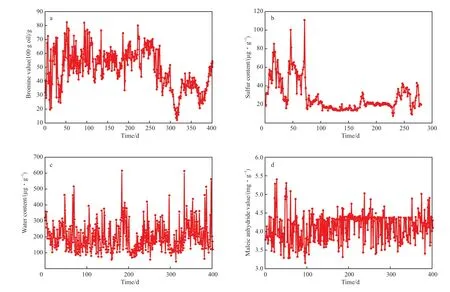
图2 原料的溴值(a)、硫含量(b)、水含量(c)及马来酸酐值(d)Fig.2 Bromine value(a),sulfur content(b),water content(c) and maleic anhydride value(d) of feedstock.
4.2 装置运转情况
2017 年9 月25 日,煤基裂解汽油二段加氢装置投油开工,开工过程反应床层升温平稳,产品质量短时间内达到技术指标。装置开工以来,催化剂一直保持稳定运行,2020 年5 月装置大检修,裂解汽油二段加氢装置停工,但催化剂未进行再生处理,7 月底装置检修完毕后,重新投油开工。
图3 为反应器入口温度及产品溴值变化趋势。由图3 可知,反应器入口温度一直稳定在230~233 ℃,提升速率非常缓慢,催化剂长周期运转稳定性较好;加氢产品溴值(100 g 原料油)始终低于80 mg,大部分溴值(100 g 原料油)集中在20~40 mg,远低于小于500 mg 控制指标,催化剂具有良好的烯烃加氢活性;加氢产品硫含量一直小于1 μg/g,满足总硫含量小于1 μg/g 的控制指标(由于装置控制产品总硫含量小于1 μg/g,当硫含量小于1 μg/g 时,分析检测人员都按小于1 μg/g 出具报告,故不在此绘图统计),催化剂脱硫活性良好。
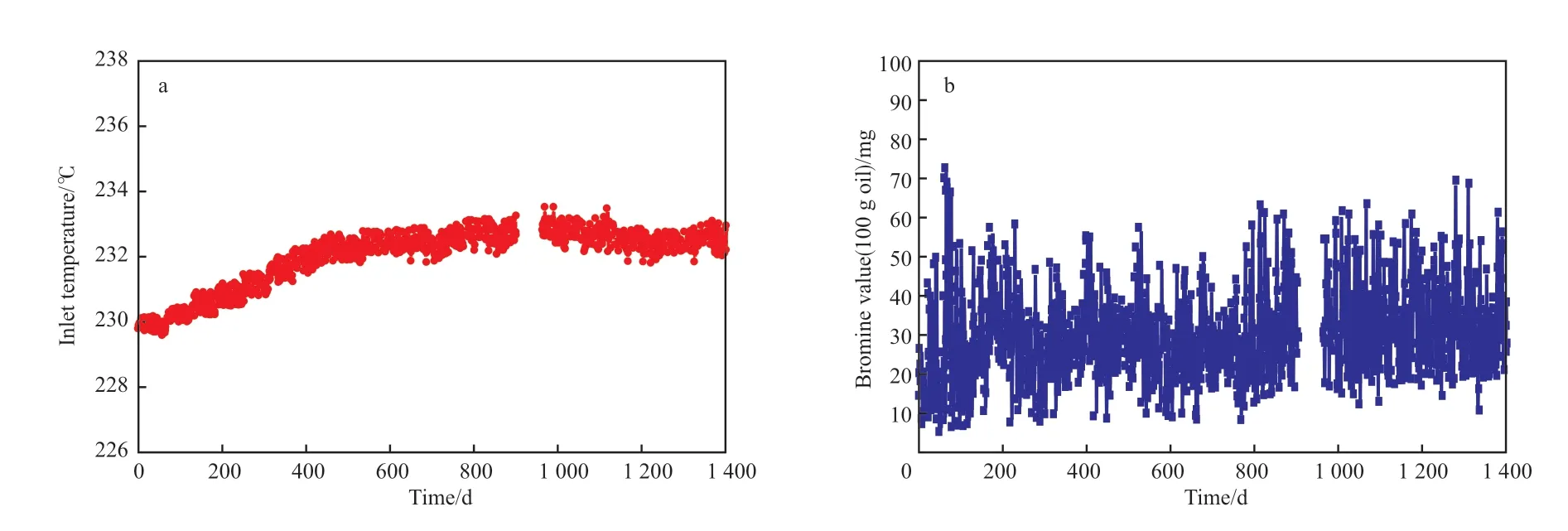
图3 反应器入口温度(a)及产品溴值(b)变化趋势Fig.3 Viaration trend of reator inlet temperature(a) and bromine value of product(b).
截至2021 年9 月,装置已稳定运行47 个月,且所用催化剂未再生,工业应用期间,反应器入口温度230~233 ℃、反应温升30~55 ℃、进料量23~27 t/h、床层总压差50~100 kPa,加氢产品溴值(100 g 原料油)小于80 mg,总硫含量小于1 μg/g。从近4 年的装置运行压差来看,投油初期压差为50 kPa,目前压差90~100 kPa,在装置进料烯烃含量较高的情况,床层压差涨幅较慢,说明催化剂具有优异的抗结焦性能。
5 结论
1)级配床LY-2010BH/LY-9702/LY-9802 系列加氢催化剂在煤基裂解汽油加氢装置应用,神华宁夏煤业集团应用结果表明,催化剂在稳定运行47 个月后,反应器入口温度依然稳定在230~233 ℃,加氢产品溴值(100 g 原料油)低于80 mg,硫含量低于1 μg/g,完全满足煤基油裂解汽油二段加氢装置的生产技术要求,系列催化剂具有优异的低温加氢脱硫、脱烯烃活性,长周期稳定性及较强的抗结焦性能,同时对低硫原料具有较好的适应性。
2)催化剂在神华宁夏煤业集团的成功应用,实现了向煤化工应用领域的突破,同时也积累了宝贵的装置运行经验,对国内其他同类装置的运行具有重要的借鉴和指导意义。
猜你喜欢
天津大学学报(自然科学与工程技术版)(2024年3期)2024-01-20 15:16:40
新疆大学学报(自然科学版)(中英文)(2022年5期)2022-12-07 14:01:56
山东冶金(2022年3期)2022-07-19 03:27:06
昆钢科技(2022年2期)2022-07-08 06:36:28
石油炼制与化工(2020年7期)2020-07-08 07:11:42
四川化工(2020年2期)2020-05-20 10:46:42
兵工学报(2019年6期)2019-08-06 01:06:46
山东冶金(2019年3期)2019-07-10 00:53:54
石油石化绿色低碳(2019年6期)2019-01-14 01:16:12
咸阳师范学院学报(2016年6期)2017-01-15 14:18:46
