失水山梨醇倍半油酸酯的合成工艺研究
2022-05-31 04:57张英杰
河南化工 2022年4期
张英杰 , 马 平 , 叶 辉*
(1.首钢集团有限公司矿业公司 , 河北 唐山 064404 ; 2.矿冶科技集团有限公司 , 北京 100160 ; 3.北京北矿亿博科技有限责任公司 , 北京 100160)
0 前言
失水山梨醇倍半油酸酯的商业名称是Span 83,是一种典型的低分子非离子型表面活性剂,具有较好的乳化、分散和增溶等性能,在纺织助剂、医药化工、食品工业、乳化炸药制备和金属加工切削等领域应用广泛[1-2]。
Span 83合成主原料是山梨醇和油酸,两者的酸醇物质的量比一定程度上决定了产品的使用性能。如果酸醇物质的量比较低(<1.3),山梨醇未完全酯化而造成产品分层,且产品羟值偏高、黏度偏大影响使用;如果酸醇物质的量比过高(>1.7),Span 83产品羟值过低,作为乳化剂使用时因HLB(亲水亲油平衡值)偏低影响起乳能力,因此理想的醇酸物质的量比约为1.5,由此制备的Span 83是含有一定比例的失水山梨醇单油酸酯和失水山梨醇双油酸酯的混合物,具有较优的乳化活性。
Span 83常见的合成有两种方法:一步法和二步法。一步法是将所有物料同时投入,在高温下经催化剂作用同步发生醚化和酯化反应,得到Span 83产物。此方法的缺陷是产物中直链山梨醇酯的含量较大,色泽深,流动性差,熔融状态下易浑浊,并且内部规整性差,产品质量不稳定[3]。二步法是合成Span 83比较理想的方法,该方法易于控制产品的技术指标和产品质量,反应过程包括山梨醇失水成环的内醚化反应和油酸的酯化反应。本文对二步法合成工艺中的酯化关键工艺指标,特别是酯化反应温度、催化剂种类和用量进行了探索,对Span 83的产业化提供技术支撑。
1 实验部分
1.1 原料和仪器
原料:D-山梨醇,白色结晶粉末,纯度>99%;油酸,酸值为195.5 mg KOH/g,C18∶1含量>70%;磷酸、亚磷酸、氢氧化钠均为分析纯,所有滴定试剂均为分析纯。仪器:反应釜,1 L,北京世纪森朗实验仪器有限公司;黏度测定计、DSL-007 ZN,大连世隆电子设备有限公司。
1.2 失水山梨糖醇倍半油酸酯(Span 83)的制备
将山梨醇和一定量的催化剂加入至l L反应釜里,调节机械搅拌转速至500 r/min,然后加热保温,启动真空泵抽真空,保持真空度为0.1 MPa。每隔一段时间取样监测羟值,直至羟值降至合格为止。
取一定羟值的失水山梨糖醇,然后加入油酸(山梨醇和油酸物质的量比约为1∶1.5)和酯化催化剂;调节机械搅拌转速至500 r/min,启动真空泵抽真空,保持反应釜真空度在0.1 MPa,在205 ℃下反应数小时,直至体系酸值降至7 mg KOH/g以下,然后沉降得到产品。
1.3 失水山梨醇倍半油酸酯测定和表征方法
失水山梨醇中间体的羟值按照文献[4]进行;按照GB 13482—92测定其Span 83的酸值、皂化值和羟值,按照GB265—88测定其运动黏度。
2 结果与讨论
二步法合成Span 83第一步中,山梨醇羟基之间反应活性接近,脱水反应存在多种选择性。其醚化反应的产物是一个复杂的混合物,主要产物包括1, 4-失水山梨醇、1, 5-失水山梨醇、异山梨醇等,羟值示值对于Span 83的乳化性能至关重要,其反应进程主要通过测定体系的羟值来表征。此失水山梨醇中间体不经分离与油酸进一步反应生成油酸酯,产物中包括1, 4-失水山梨醇单油酸酯、1, 5-失水山梨醇单油酸酯、异山梨醇单油酸酯、1, 4-失水山梨醇双油酸酯、1,5-失水山梨醇双油酸酯和少量失水山梨醇多油酸酯等,测定体系酸值能够跟踪反应进程。
2.1 失水山梨醇制备
山梨醇醚化程度通常用山梨醇失水度计算,理想的失水山梨醇失水度应控制在1~1.2,即1 mol山梨醇具有1.0~1.2 mol时,拥有最佳的实用性能。此时羟值控制为1 180~1 400 mg KOH/g,产物混合物中未醚化的山梨醇较少。如果失水度小,直链过多,失水山梨醇黏度过大;失水度大,产品羟值过低,对第二步和油酸的酯化造成影响,Span 83产品羟值过低影响性能。根据文献[4],影响山梨醇失水度因素有催化剂用量(山梨醇含量的0.4%~0.8%)、温度(150~165 ℃)和反应时间等,按照此工艺条件制备失水山梨醇:采用质量分数0.4%的磷酸,醚化温度为165 ℃,反应3 h,中间体羟值为(1 340±40)mg KOH/g。
2.2 Span 83酯化工艺条件探索
以2.1中失水山梨醇和油酸进行酯化反应,山梨醇和油酸的物质的量比固定在1∶1.5,酯化工艺影响因素主要有催化剂种类和用量、反应温度、反应时间等。
2.2.1反应温度
失水山梨醇和油酸酯化为两相反应,生成的水需要吸收大量的热,因此,温度越高越有利于酯化反应正向进行[5]。当反应温度为190 ℃时,失水山梨醇未完全酯化造成分层,产物含有较多的双酯、三酯产物。但是酯化温度升高至230 ℃时,由于反应温度较高造成油酸中含有易被氧化的组分颜色加深,从而产物颜色较深。因此,将酯化温度固定在205 ℃,考察了不同反应条件对产品工艺的影响。
2.2.2催化剂种类
酯化反应常用的催化剂是酸性催化剂,但对于高级脂肪酸的酯化,碱性催化剂也有较高的催化效率。选取磷酸、氢氧化钠和碳酸钠作为酯化催化剂,用量为反应体系质量的0.8%,通过反应体系的酸值变化检测酯化程度。不同催化剂对酯化反应的催化效率如图1所示。可以发现,NaOH的催化效率最高,磷酸催化效率最低,由于碳酸钠碱性稍弱,催化效率稍低于NaOH。因此选取NaOH作为酯化催化剂。

图1 不同催化剂作用下反应体系酸值随时间变化
2.2.3催化剂用量
不同的催化剂用量对酯化反应进行程度有较大影响,图2为不同催化剂用量对酯化反应体系酸值的影响。从图2可以看出,NaOH用量为0.4%时,反应进行到6 h时,酸值才降至合格,催化效率较低。而用量为0.6%时,催化效率明显提升,0.8%的催化效率最高。
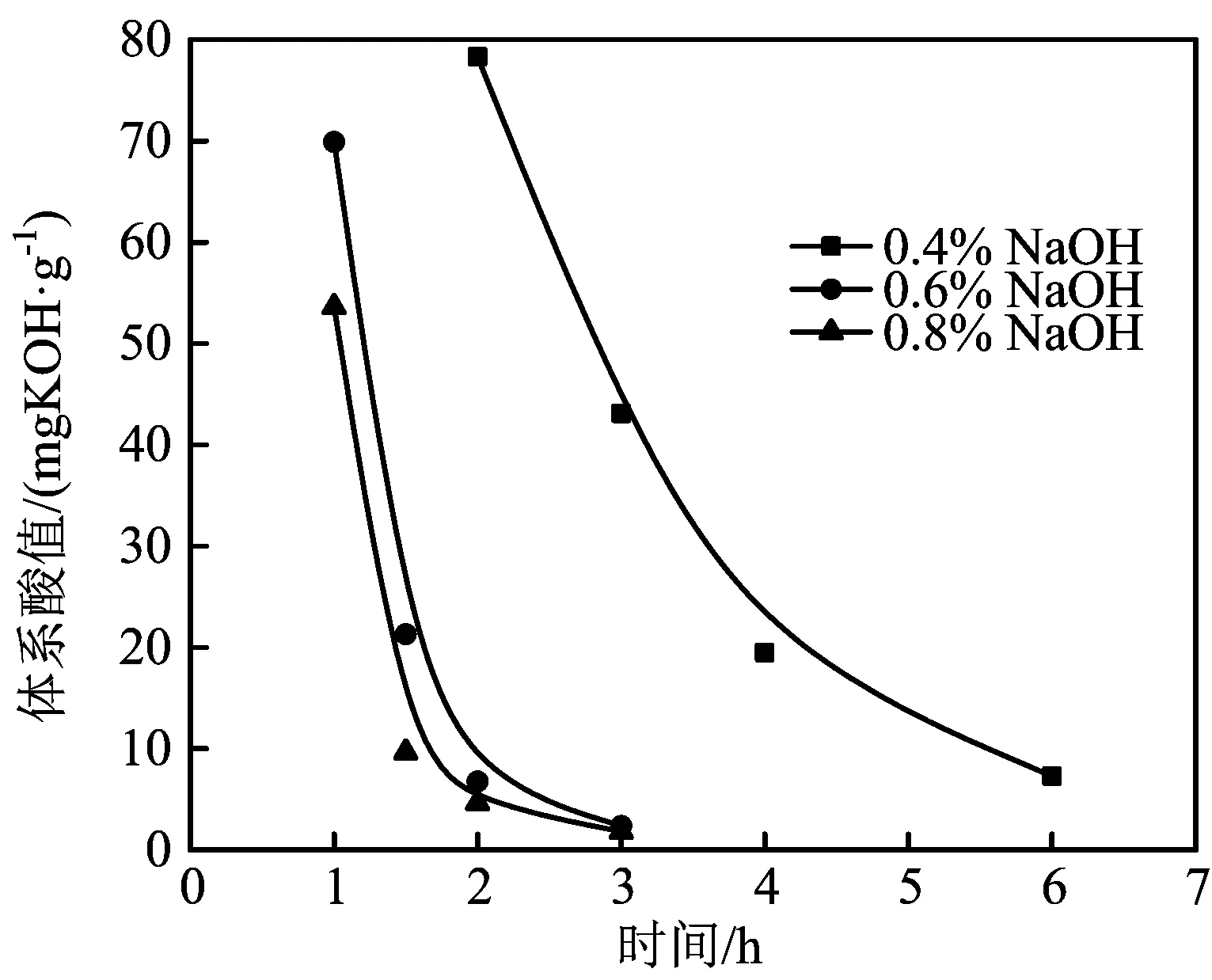
图2 不同催化剂用量对反应体系酸值的影响
2.3 Span 83制备和表征
选取羟值为1 300~1 400 mg KOH/g的失水山梨醇,醇酸物质的量比为1∶1.3、1∶1.5和1∶1.7,反应温度为205 ℃,在质量分数为0.8%的NaOH催化下,和油酸酯化制备Span 83。表1为其酸值、羟值、皂化值和运动黏度值。Span 83的各项技术指标因在不同领域的应用而不同,通常酸值<7 mg KOH/g,皂化值在140~145 mg KOH/g,羟值在210~230 mg KOH/g内,均可作为活性较高的多元醇非离子表面活性剂。

表1 Span 83各项参数
从表1中可知,当醇酸物质的量比为1∶1.3和1∶1.7时,羟值不合格,而且产品状态出现分层或者颜色偏深。当醇酸比为1∶1.5时,产品状态较好,且各项参数稳定。
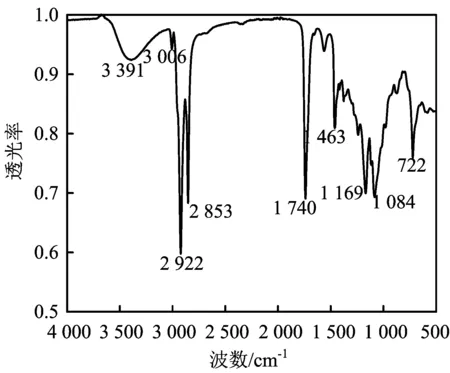
图3 Span 83 IR光谱

3 结论
①采用质量分数0.4%的磷酸作为山梨醇醚化催化剂,醚化温度165 ℃,反应3 h,保持真空度0.1 MPa,可制得羟值为(1 340±40)mg KOH/g的失水山梨醇;②采用山梨醇和油酸的最佳物质的量比为1∶1.5,且经验证,相比较于磷酸和碳酸钠,氢氧化钠为油酸酯化的有效催化剂(质量分数0.8%),反应温度为205 ℃,真空度0.1 MPa的工艺条件,能够得到状态较好的失水山梨醇倍半油酸酯;③制得的产品酸值<7 mg KOH/g,皂化值在140~145 mg KOH/g,羟值在210~230 mg KOH/g,均在理想的指标范围内,可作为W/O型非离子表面活性剂使用。
猜你喜欢
生物技术进展(2022年5期)2022-10-11
能源化工(2021年6期)2021-12-30
酿酒科技(2021年5期)2021-06-06
新农业(2020年18期)2021-01-07
上海理工大学学报(2020年5期)2020-11-21
现代农村科技(2020年2期)2020-03-24
祝您健康·文摘版(2019年10期)2019-10-14
环球时报(2018-03-01)2018-03-01
当代化工(2015年6期)2015-10-21
云南中医学院学报(2015年1期)2015-07-31