
弹簧片精密级进模设计
2022-05-27 02:16:52王希亮
模具工业 2022年5期
0 引 言
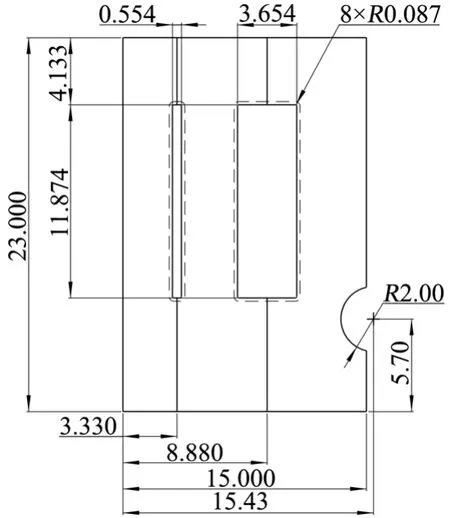
图1所示为手机电池接触件中的弹簧片,需在其上镶嵌塑件,如图2所示。弹簧片料厚0.13 mm,材料为镍带,外形尺寸精度±0.02 mm,制件表面不能有划伤、开裂、压白且毛刺<0.03 mm,生产批量300万件,400次/min,模具使用寿命≥2 000万冲次,成形制件表面还需镀金处理,在电池中起导电作用。制件表面及尺寸精度要求高、生产批量大,设计的模具需满足凸、凹模易拆卸、易更换等要求,决定采用级进模进行成形。


1 成形工艺分析
从上述弹簧片的特点可知,制件外观表面及弯曲形状尺寸精度要求高,弯曲
处不允许增厚或开裂,冲裁速度达400次/min,冲裁废料上浮是冲压生产的难点。由于成形制件需要镶嵌塑件,必须保证弯曲成形后形状规整,且要与镶嵌塑件的型腔完全配合,成形的制件需要清洗并传递到后工序镶嵌塑件,必须考虑传递稳定及成形制件在传递过程中不变形。由于制件材料为贵重金属且表面镀金,还需考虑材料的利用率,以降低制造成本。
然而在施莱尔马赫看来,在理解中误解才是普遍存在的,他将诠释学当作“避免误解的艺术”,并提出“哪里有误解,哪里就有诠释学”。由于误解普遍存在,所以就需要解释来将误解排除,因此解释也是始终需要的。这样理解和解释便成了不可分割的统一体。如此,浪漫主义对理解和解释的统一却导致“应用”与诠释学割裂开来。
2 排样设计
排样设计如图3所示,成形工序为:①冲导正孔;②导正;③导正;④冲废料;⑤导正、冲废料;⑥导正、检测;⑦冲废料;⑧导正、弯曲、整形;⑨导正、弯曲、整形;⑩导正、弯曲、整形;[11]导正;[12]压筋;[13]切口;[14]落料。由于成形制件表面及尺寸精度要求高,排样设计时采用单面载体并每道工序安排导正销导正,成形制件还需要与镶嵌塑件的型腔配合,每道工序弯曲成形后需要增加整形工位,主要成形工序如图4所示。


3 模具及主要零件的结构
3.1 模具结构
模具结构如图5所示,采用精密四导柱滚珠导向模架。为保证模具的导向精度和装配精度,固定板、卸料板采用4根导柱导向。结构上为保证模具零件拆卸方便有利于修模,采用从上面安装弹簧及凸模用压板快换结构,凸模与卸料板导向间隙为0.002 mm。为确保成形制件尺寸精度要求,每道工序弯曲成形后进行微调整形,保证成形制件尺寸一致、外形美观。
冲细槽凸模结构如图7所示,该结构一方面可减小冲裁力,另一方面可防止废料回弹,并保证凸模刃口粗糙度达到镜面要求,凸模的公差尺寸保证在0.002 mm以内。

整形结构采用微调侧推机构,如图10所示,以便于调整弯曲角度来调整成形尺寸;侧推成形接触面大,采用侧推方式不会损伤需镀金的制件表面。

3.2 主要零件结构
(6) 对合并心房颤动需持续抗凝治疗的直接PCI患者,建议应用氯吡格雷600mg负荷量,以后75mg/d(Ⅱa,B)。

冲细槽凹模结构如图8所示,采用镶拼方式,并用磨削加工,一方面可保证冲裁凹模的加工精度,另一方面可保证凹模的粗糙度达到镜面要求(延长凸、凹模的使用寿命),凹模的公差尺寸保证在0.002 mm以内。
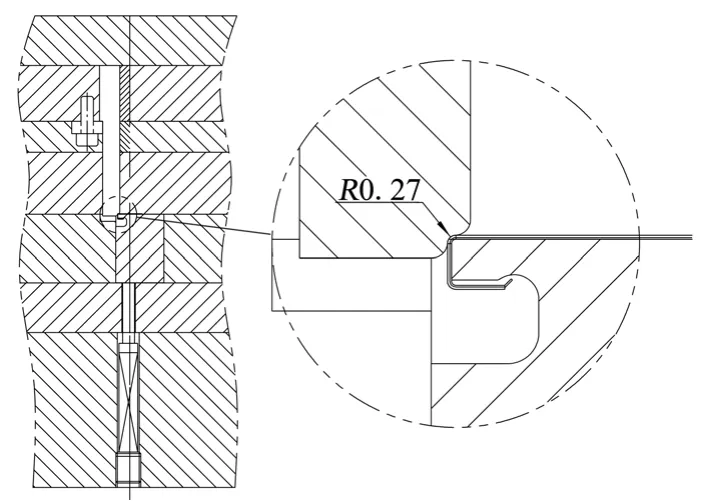
待成形制件弯曲工序采用局部扣
预弯成形,如图9所示。
的尺寸根据凹模匹配,扣
成形能够保证
的尺寸、形状规整以及表面完好。成形凸凹模镶件必须保证成形表面粗糙度达到
0.4 μm,成形镶件必须保证六面角尺寸且精度在0.002 mm以内。
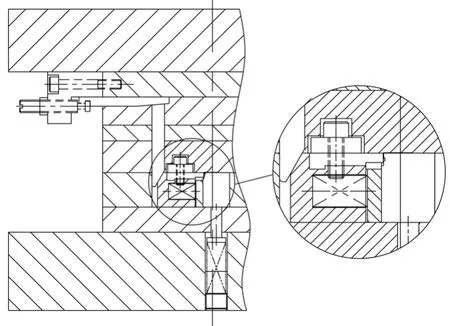
冲裁废料上浮的主要原因:①冲裁废料的形状比较简单;②冲裁废料较薄或较软(容易粘凸模);③冲裁速度高(废料易带出凹模);④冲裁间隙大;⑤凸凹模刃口锋利;⑥被冲材料润滑油多(废料易粘凸模);⑦凸、凹模形状简单;⑧凸、凹模材料没有退磁(磁性导致废料粘凸模)。为确保冲小孔及细槽的废料不上浮压伤成形制件及损坏模具,在凸模设计了吹气孔,细小冲裁设置吹气负压,可提供细小废料向下吸的力,防止废料上浮,如图6所示。
4 主要零件加工
因成形制件材料为0.13 mm厚的镀金镍带,对凸模和凹模镶件要求较高,为了保证成形制件质量、延长模具使用寿命,冲裁凸模和凹模镶件材料选用进口硬质合金,成形凸模和凹模镶件选用优质粉末冶金材料。为提高模具零件精度,使模具工作零件具有互换性,固定板、卸料板和凹模板型孔采用慢走丝加工,精度达到0.002 mm;凸模和凹模镶件等工作零件采用慢走丝、成形磨削、光学曲线磨削、座标磨削加工,精度可达0.002 mm。
总之,“学风是大学精神的集中体现,是教书育人的本质要求,是高等学校的立校之本、发展之魂。能否营造一个优良学风环境,关系到高等教育的科学发展和教育事业的兴衰成败”①。尽管本文调查中所反映出的是个别学校的部分学风问题,但从宏观视角来看,当前我国高校层出不穷的各类学风问题确实对创建学风建设长效模式提出了迫切要求。PDCA全面质量管理程序所具有的长效性、持久性、循环性优势使其能够有效弥补学风建设不足。同时,班主任在高校学风建设中的中心地位日益突出,也为探索优良学风建设模式提供了重要路径,这就使得基于班主任制度的高校学风建设PDCA模式成为具有一定普适性的优良学风建设模式。
5 结束语
针对镀金镍带弹簧片级进模和排样方案进行分析并经实际生产检验,模具结构灵活、可靠,能保证成形制件的质量,对此类制件的模具设计具有一定的参考作用。
[1]成 虹.冲压工艺与模具设计(第三版)[M].北京:高等教育出版社,2014:104-135.
[2]洪慎章.冲压设计速查手册[M].北京:机械工业出版社,2012:117-158.
[3]孟玉喜,李 强,张 平.侧转向灯座接触片级进模设计[J].模具工业,2021,47(8):22-26,37.
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23 06:39:54
模具制造(2022年2期)2022-03-25 11:41:26
模具制造(2021年8期)2021-10-20 06:26:40
中国设备工程(2021年1期)2021-02-01 04:41:18
模具制造(2019年7期)2019-09-25 07:29:56
制造技术与机床(2018年11期)2018-11-23 01:07:36
电子测试(2018年18期)2018-11-14 02:31:00
锻压装备与制造技术(2016年3期)2016-06-05 09:36:11
工业设计(2016年12期)2016-04-16 02:51:58
锻压装备与制造技术(2015年1期)2015-06-07 09:42:10
