
VERICUT数控加工仿真系统在辊压模制造中的应用
2022-05-27 02:17韩雪松贺敏超李俭文
模具工业 2022年5期
0 引 言
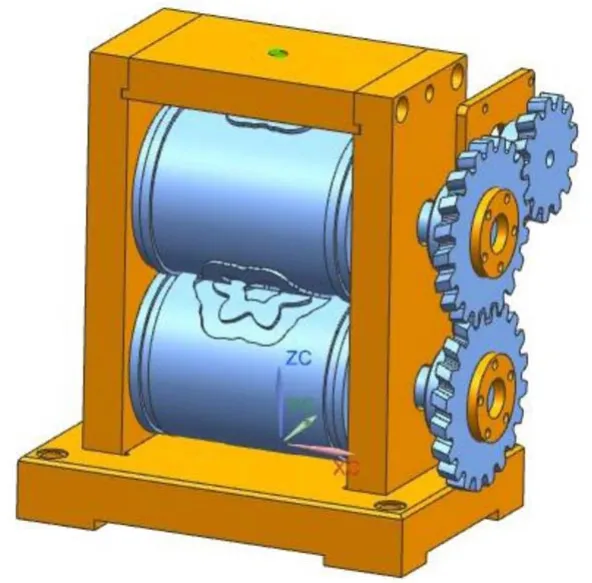
辊压模具有连续工作的特点,能提高生产效率,广泛应用于各种柔性材料的加工,如生活用纸、无纺布、医用敷料、皮革制品、印刷后加工、铝箔制品等
,如图1所示。压辊是辊压模的关键零件,由于压辊工作轮廓面的形状复杂,且为圆柱曲面,一般选用多轴联动机床进行加工。压辊的精度要求高且加工工序多,加工时间长,因此在加工前利用仿真软件进行验证,检验工艺的合理性及NC程序的正确性,降低试加工风险和成本
。
VERICUT(简称VT)是功能强大的数控加工仿真软件,软件提供的虚拟机床搭建平台可以构建与实际机床完全一致的夹具和刀具模型,能够模拟机床的真实运动过程。VT提供多种主流的CNC控制系统,能识别并执行CAM软件编写的NC程序,并运用与实际机床一致的机床模型进行仿真加工,及时发现工艺或程序中的问题,避免在机床加工中出现撞机、撞刀、撞夹具和过切等问题
。现介绍应用VT对辊压模的压辊进行虚拟仿真加工的方案。
1 建立机床三维模型
数控加工工艺系统由机床、刀具、夹具和工件组成,为了让仿真过程与实际加工过程完全一致,需要在仿真环境中建立与实际机床一致的虚拟机床。现以四轴加工中心为例,介绍机床测绘、建立三维模型以及构建VT虚拟机床的过程,机床主要技术参数如表1所示。

通过机床技术资料和测绘获取机床各个主要机械部件的外形尺寸,应用UG NX软件创建机床部件的三维模型。三维模型重点表达机床部件的外形尺寸,不需要绘制内部细节,机床上每一个独立运动的部件,如滑鞍、工作台、主轴和
轴等,都需要独立创建三维部件。在UG装配环境中将各个机床部件的三维模型按照实际机床的位置关系装配成一台完整的四轴加工中心,如图2所示。装配过程中注意2个问题:①
、
、
轴部件按照机床机械坐标原点的位置进行装配;②将工作坐标系WCS的原点设置在主轴下端面的中心,且3个坐标轴的正方向与实际机床坐标轴正方向一致。
教学视频制作是预习关键知识点的充分呈现,需要依据本节物理课程的相关理论及概念制作微视频。微视频的时间需要尽量锁定在10 min以内,以便突出关键知识点的集中性和针对性,避免出现知识冗余不便理解的弊端。那么就要求物理教师详细掌握学生的具体学情,化繁为简,突出物理教学的重点内容,而又能够契合学生的学习能力。因此,在制作教学视频的过程中,物理教师需要广泛收集与本节物理课程教学重点相关的学习资源,尽量突出教学重点,并简化其中的逻辑性,以便学生能够在短暂的教学视频中了解具体的学习内容、细节、及方法。

四轴立式加工中心的
轴旋转属性分为旋转方向和旋转逻辑2项内容。旋转方向设定当
轴执行正向指令时,
轴做顺时针或逆时针旋转;旋转逻辑设定
轴向目标位置转动的旋转策略,以下就常见的两类旋转逻辑进行说明。
传统课堂中,并不是每一位学生都有机会或愿意表达自己的观点,给教师对学情的准确判断带来了一定的难度,难以精准分层教学。
2 在VT中搭建虚拟仿真机床
1.10 Western blot检测心脏组织中 IL-17、RORrt、IL-10、Foxp3蛋白表达 取出保存好小鼠心脏组织添加蛋白裂解液研磨,离心后收集上清液,采用蛋白提取试剂盒提取总蛋白,BCA试剂盒测定蛋白总浓度,SDS-PAGE电泳结束后,凝胶转移至PVDF膜上行转膜反应,添加5%脱脂牛奶室温下封闭1 h清洗后,加入一抗,4℃过夜,TBST清洗后滴加羊抗鼠IgG二抗,TBST清洗后ECL发光,置于凝胶成像仪中观察蛋白表达情况。
根据实际机床的工作参数设置各个坐标轴的行程极限,其中行程数据是基于机床坐标系计算的。由于机床参考点设置在各坐标轴正方向的行程极限处,最大行程极限设置为0,最小行程极限设置为坐标轴行程的负值。虚拟机床在工作中如果坐标轴的移动超出行程极限,VT会发出报警信息。

VT系统默认的组件为没有尺寸和形状的实体,通过添加模型到组件使组件具有尺寸和形状。为组件添加模型的操作方法为:右键点击组件→添加模型→模型文件,选择UG导出机床部件模型的STL文件。图4所示为添加模型后得到的四轴加工中心虚拟机床。
“一带一路”背景下“双师型”外语师范人才的培 养 ……………………………………………… 刘家嘉 (68)

另外,绝大多数(76.7%)的教师是根据教学大纲授课,有23.3%的教师根据教学重点、学时、上课次数、运动员兴趣或需求等参考教学大纲进行授课。因此,绝大多数老师把运动员和普通学生一样对待,没有把教学要求降低,这也符合国际惯例。
VT用多种类型的组件定义仿真中用到的各种功能几何实体,如坐标轴、主轴、夹具等。组件使几何模型具有机床部件的功能,各类组件在数控加工程序的控制下模拟机床部件的运动,因此组件是VT仿真机床的基础对象
。

3 虚拟机床参数设置
通过项目树将各组件按照机床部件的连接关系进行组合,子节点组件安装在父节点组件上,并能够随父节点组件一起移动。以四轴立式加工中心为例,以Base(床身)作为基础组件,在Base组件下添加
线性组件和
线性组件;在
线性组件下添加
线性组件,在
线性组件下添加
旋转组件,在
旋转组件下添加Fixture(夹具)组件,在Fixture组件下添加Stock(毛坯)组件;在
线性组件下添加Spindle(主轴)组件,在Spindle组件下添加Tool(刀具)组件。整个四轴加工中心虚拟机床的组件架构如图3所示。
由于UG三维模型文件不能直接导入VT,需要将各机床部件三维模型逐一导出为STL文件。为了简化VT环境下虚拟机床的搭建步骤,将若干个没有相对运动的机床部件合并为一个STL文件,如主轴箱和主轴箱防护罩就可以组合为一个STL文件。
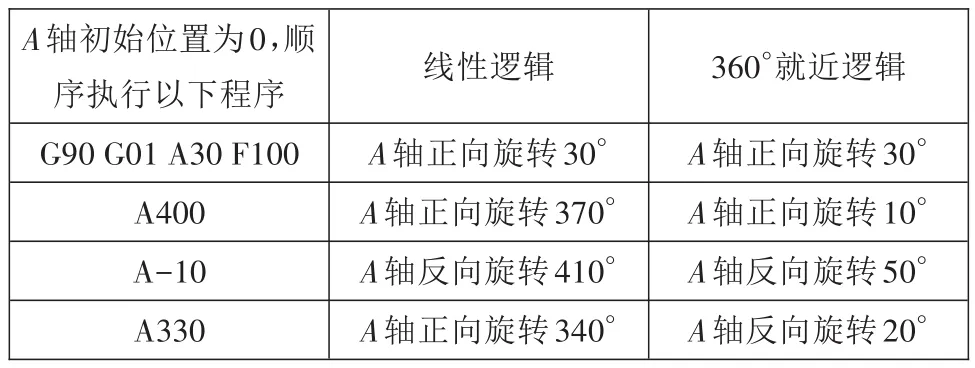
(1)线性逻辑。
轴的旋转角度和方向由目标角度和当前角度的大小比较决定,如果目标角度大于当前角度,则
轴正向旋转到目标角度,小于则反向旋转。
(2)360°就近逻辑。
轴的指令角度被折算到0~360°,例如 370°被折算为 10°,-10°被折算为350°;
轴从当前角度以最小旋转量向目标角度移动。表2所示为程序指令在两类旋转逻辑下
轴的运动方式对比。
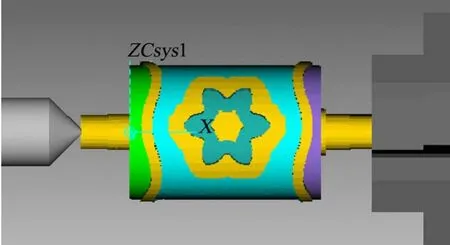
VT规定具有旋转特征的组件在工作时的旋转轴线为其组件坐标系的特定坐标轴,例如主轴组件的旋转轴线为
轴,
旋转组件的旋转轴线为
轴。在完成虚拟机床模型导入后,需要移动
旋转组件或
轴模型,使
轴模型的旋转轴线位于
旋转组件坐标的
轴上,如图5所示。
VT应用“刀具管理器”对各类切削刀具的特征进行参数设置。VT中的仿真刀具包含刀柄(Hold⁃er)和刀具(Cutter)2个部分,其中刀柄模型即可以在VT中直接创建,也可以将UG绘制的刀具模型(STL或STP格式)导入VT,如图6所示。在VT中创建刀具后,还需要进行装夹点和对刀具点的设置。装夹点是刀具在VT虚拟机床主轴上的安装定位点,与刀具组件的坐标原点重合。刀具点设置在刀具的刀位点上,刀具点与装夹点的距离是VT中刀具的长度补偿量。在加工程序中要使用T**M06调用刀具,使用G43 H**进行长度补偿。
4 创建仿真刀具和毛坯
机床
轴执行正向指令时做顺时针旋转,使用360°就近逻辑,在VT中需要对虚拟机床的控制系统进行如下设置:机床/控制系统菜单→控制设定→旋转(
轴旋转台型=360°绝对旋转,绝对旋转式方向为最短的距离)。

VT中工件毛坯既可以在VT中直接创建,也可以导入UG中的毛坯模型(STL格式),操作方法是在Stock组件下添加模型。建立毛坯模型后还需调整毛坯在夹具中的位置,对于回转体毛坯,需将毛坯轴线设置在卡盘的旋转中心上,如图6所示。
5 程序校验及优化
在VT中完成虚拟机床搭建、刀具及毛坯模型设置等工作后,可以选定控制器执行NC程序,控制虚拟刀具对毛坯进行仿真切削。加工过程中如果发生碰撞、切削量过大等情况,VT会在日志器中显示报警信息,双击该信息能快速定位对应的程序段,方便编程者查找问题。图7所示为刀具与卡盘发生碰撞后产生报警,碰撞位置显示为深色。通过进行反复多次的仿真校验和改正,得到正确的压辊加工程序,仿真加工结果如图8所示。

运用CAM软件自动编程时,可以分别设定下刀、切入、切削和退刀等路径的进给速度,但整个切削刀路的进给速度是固定的,在毛坯厚度均匀的情况下,刀具切削状态能保持平稳。如果毛坯厚度不均匀,固定的进给速度将使刀具负荷发生变化,导致刀具损坏并影响加工工件的质量。VT提供了NC程序优化功能,通过实时分析刀具运动过程中的切削量,根据工艺知识库中的切削参数对刀具进给速度进行优化,当切削量过大时可降低进给速度,当切削量偏小时可提高进给速度
。VT优化模块不会改变NC程序的刀路,当一个程序段的进给过程出现切削量变化的情况,VT会将该程序段分割为多段,给每段指定新的进给速度,使刀具的切削量保持平稳,得到更高效、更安全的NC程序。
OptiPath刀路优化模块常用以下2种方法:①恒定体积去除率:在粗加工阶段根据设定的体积去除率(mm
/min)基准值调整进给速度,在指定刀具轴向切削深度、径向切削宽度和进给速度后,VT自动计算体积去除率,并依据设定值调整进给速度;②恒定切削厚度;在精加工阶段根据理想的切削厚度调整进给速度,在指定主轴转速和进给速度后,VT自动计算切削厚度。加工压辊程序同时选用上述2种优化方法,优化后的加工时间节约18.47%。将优化后的NC程序传输到机床进行压辊制造,实际运行刀路与仿真过程一致,刀具切削过程平稳,加工工件的质量符合设计要求。
疏风散寒、解表清热。用于风寒感冒,症见头痛发热、恶寒身痛、鼻流清涕、咳嗽咽干,在感冒初起时及时服用,效果尤佳。
6 结束语
应用VT对压辊进行四轴仿真加工,虚拟机床的运动及切削过程与实际机床一致,并且能够在较短的时间内得到仿真结果,提高了对加工工艺和程序的检验效率,节约了试加工成本。刀路优化模块自动调整刀具进给速度,提升了加工工件的质量,减轻刀具磨损并缩短加工时间,提高了经济效益,具有较好的应用价值。
[1]全国模具标准化技术委员会.GB/T 8845-2017模具术语辊压模术语[S].北京:中国标准出版社,2017:103-109.
[2]廖昌城.模切机模切刀辊设计与砧辊的装配要点[J].模具工业,2016,42(5):35-37.
[3]陈阳升.成人纸尿裤切刀辊的设计[J].模具工业,2021,47(12):37-40.
[4]祁 迹,黄小峰,邝锦祥.口罩机齿辊的加工仿真与实现[J].机械工程师,2021(1):19-24.
[5]张 键.VERICUT8.2数控仿真应用教程[M].北京:机械工业出版社,2020:102-115.
[6]杨胜群.VERICUT数控加工仿真技术[M].北京:清华大学出版社,2010:32-33.
[7]霍晓佩,左 锋,张 浩,等.基于VERICUT的零件虚拟仿真加工研究[J].新技术新工艺,2020(8):67-71.
猜你喜欢
装备维修技术(2020年10期)2020-11-19
信息技术时代·下旬刊(2020年5期)2020-09-10
电脑爱好者(2018年12期)2018-06-26
中国新闻周刊(2017年7期)2017-03-22
中学生数理化·高二版(2016年7期)2016-05-14
科技与创新(2015年3期)2015-03-31
科技致富向导(2013年12期)2013-07-05
短篇小说(原创版)(2010年7期)2010-06-28
小小说月刊(2010年9期)2010-05-14
中学生数理化·高一版(2008年11期)2008-06-15
