
微型开关动触头元件级进模设计
2022-05-27 02:16王长喜姜宇鹏
模具工业 2022年5期
0 引 言
薄片类动触头作为强度大、导电性好的高弹性元件在开关、连接器、换向器、继电器等电子零件上得到广泛应用,其必须在静态或变数负荷条件下,才能体现较好的抗疲劳性能与导电性能,所以对选材和精度有较高的要求。圆形触点抗扭力比较弱,不适合在特定的条件下使用,触点旋转会导致铆接松动,产生触桥与触点的接触间隙,使用过程中会出现温升过高、火花腐蚀、粘连等故障,导致开关失效或起火,因此工艺上保证触点组装后的稳定性尤为重要。动触头长期在电流引起的自热和环境温度的影响下,会出现自身应力松弛的现象,需保证动触头不能有压痕、翘曲变形、毛刺等缺陷,工作时才能有良好的通断性能。在上述技术要求下,现介绍的方形触点抗扭力较好,触点不会脱落,满足铆接推力要求。
1 动触头结构及材料
图1所示动触头是由厚度为0.1 mm的铍铜片(触桥)和一个方形银合金触点铆接而成。制件尺寸精度高,要求铍铜片(触桥)不能有变形、压伤、翘曲等不良现象,方形触点尺寸符合要求,铆接推力≥50 N,触点银面不能有压伤,否则会影响制件的功能性要求。
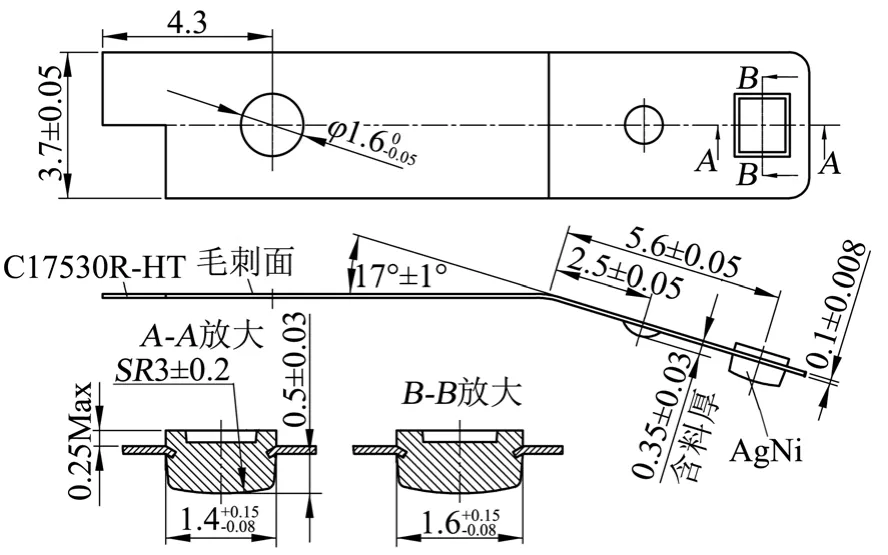
动触头触桥材质为铍铜,具有较好的抗疲劳性能。触点为导电和抗腐蚀性更好的银镍合金材料,银具有优秀的导电性,但是纯银在退火状态下的硬度和强度较低,易硫化生成硫化银(Ag
S)或硫酸银(Ag
SO
),且银的抗熔焊性能低。为了提高银作为电接触材料的电气性能,在银基体中添加Ni,这样可以抑制Ag晶粒长大,起到弥散强化的作用,提高其耐热强度。在纯银中添加10%的Ni,虽然降低了导电性,但是增加了材料的硬度,加大了接触过程中的电火花抗侵蚀能力,使其具有优良的电气性能及较长的使用寿命。
2017年9月,经国务院台办、国家发改委、商务部联合批复,广西设立了全国首个海峡两岸产业合作区,从政策上促进了台资企业向大陆中西部转移。该项政策的实施,不仅是当前经济发展的必然需要,更是构建“一带一路”新经济发展的必然趋势。海峡两岸产业合作区的设立,是广西对台经贸发展过程中的重要事件,对两岸经济文化交流大有益处。在产业合作区的设立过程中,自治区台办认真听取台商的意见和建议,主动与相关部门加紧沟通落实,真正把握中央惠台政策中的要领。合作区成立后,吸引了很多台商的目光,意向投资总额已经超过了80亿元。
2 工艺分析及排样
该动触头触桥薄,厚度仅有0.1 mm,铆接方形触点。方形触点若使用圆线料冷镦工艺无法将触点的棱角填满,成形制件会出现缺陷,可行性工艺应为粉末冶金制作触点,再手工或半自动组装到触桥上,但该成形工艺增加了触点的制造成本。对于0.1 mm厚的触桥,没有更好的方法解决手工组装带来的应力变形问题,无法成形合格、稳定、高效的动触头元件。基于上述问题,采用单侧载体的方式运载条料,并在级进模内组装的工艺。铍铜为主料带,由压力机的高速滚轮送料机从左至右进行送料,在铍铜料带上预冲方孔。方线料用自行设计送料机构送料,垂直铍铜料带的方向送进模具,方线料在模具内剪切后铆接在铍铜料带的方孔上,即预铆接。预铆接的触点会随着铍铜料带进入下一个工位,进行多次压铆整形,使触点尺寸和形状符合要求。通过该方法能较好地完成铍铜料带上方形触点的铆接,然后再进行铍铜料带的冲切和弯曲,最后以连续料带的方式出料,卷盘收料,完成触桥的加工。动触头元件的成形工艺排样如图2所示,由17个工序组成:①冲定位孔;②压凸包;③冲方孔;④冲圆孔;⑤预断线;⑥翻孔;⑦切边;⑧预铆接方线料;⑨铆接;⑩铆接;⑪整形;⑫光纤检测;⑬切边;⑭弯曲;⑮弯曲调整;⑯切边;⑰调整扇形。

3 模具设计
3.1 模具总体结构和设备要求
薄片冲压铆接的最大问题是在铆接过程中产生的应力释放和挤压变形。制件铆接时触点膨胀会挤压铍铜料带,致使铍铜料带内存在应力,触点整形过程中因为受力不均会存在触点上下窜动的情况,使铆接在铍铜料带上的触点上凸或下翘。经研究采用3种方法解决:①冲切工序将触点周边的废料切开,铆接过程中应力会逐步释放,待铆接完成后再进行触桥尺寸的精切;②将方孔内孔边缘压凸0.05~0.1 mm,并依据体积相等的原理将铍铜料带每侧触点的长度在预铆接工序调整;③铆接工序采用浮升块8和卸料板3先将铍铜料带压住进行触点的压形,关键工序铆接1的过程如图7所示。这种先压住薄片料带,再对触点压形,并采用分步先固定触点一侧,再压形另一侧的方法能控制触点在铍铜料带上下窜动的情况。通过以上方法,解决了触点铆接后铍铜料带应力变形的问题。
触点成形工艺为:冲孔→压凸→送线预铆接→铆接1→铆接2→整形,如图6所示。卸料板先将铍铜料带压住再进行铆接和整形,铆接1为整形触点上侧,铆接2为整形触点下侧,整形为微调触点尺寸。铆接配件的材料为SKH-9,其硬度为62~64 HRC,经过抛光后,再进行表面镀钛处理,提高了硬度和成形配件的耐磨性,延长了制件的使用寿命。

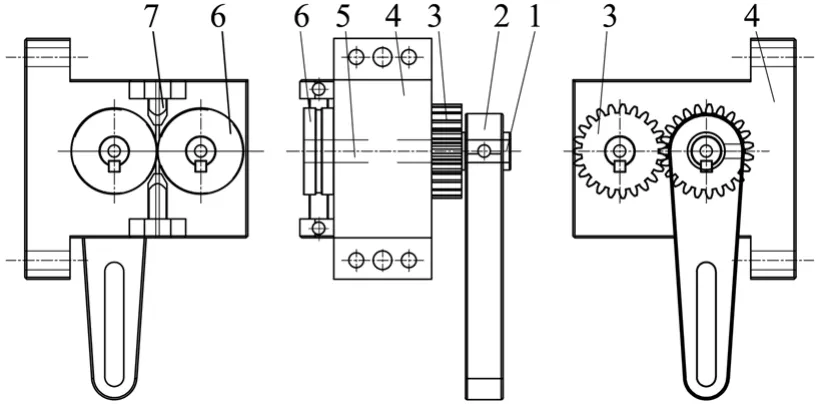
3.2 方线料送料机构
压力机不能提供方线料送料,设计了机械式送料机构,如图4所示。机构利用齿轮的传动原理,带动2个带槽的滚轮夹紧方线料进行送料。送料过程如下:在基座4上固定2个精密滑配的轴5,轴5的一侧固定2个齿轮3,2个齿轮啮合传递动力。在轴5的另一侧固定2个送料的滚轮6,在齿轮一侧的轴上固定拉杆2,且拉杆通过单向轴承1与轴5连接,当模具开模时就会拉动拉杆2,拉杆2通过单向轴承1带动轴5,轴5上齿轮3转动带动送料滚轮6旋转。方线料通过导轨7进入送料滚轮6的中间,滚轮6旋转带动方线料直线送料,送料的尺寸由拉杆2的摆动幅度确定。当上模向下止点运动时,拉杆2在自身重力的作用下自动复位(也可以加装复位弹簧复位),当上模继续向上止点运动时,开始下一次的送料。
3.3 触点的预铆接过程
采用模内送方线料的工艺,在级进模内铆接后外观平整,没有变形和翘曲现象,触头表面光亮,无压伤、条纹,如图8所示。
3.4 触点成形工艺
1.3 统计学分析 采用SPSS 22.0统计软件对数据进行统计学处理,计量资料以表示,多组比较采用单因素方差分析,两两比较采用SNK-q检验,P<0.05为差异有统计学意义。
有数据显示[2],纯电动汽车动力磷酸铁锂(LiFePO4, LFP)、三元体系电池(LiNixCoyMnzO2,NCM)、钛酸锂(Li2TiO3, LTO)、锰酸锂(LiMn2O4,LMO)四种锂离子电池2016年的需求量占比70%、26%、2%和2%,2017年则为49%、45%、4%和2%,从以上数据可以看出,在2016年前之新能源动力汽车以LFP为主,因此在报废的初期,以LFP动力电池为主。而随着市场规模的快速发展,三元材料体系动力电池报废量将与LFP持平。另外,根据目前市场发展趋势及国家对动力电池能量密度的要求,三元材料体系电池市场占有量甚至可能超过LFP电池市场量。

3.5 触桥变形问题的解决方法
动触头级进模结构如图3所示,通过内外导柱连接上、下模并使模具零件具有准确位置关系,保证制件的成形精度。模架选用对角四导柱形式,由于铆接触点存在应力问题,工艺上要满足先压住铍铜料带、再整形触点的要求,使用弹压式卸料板。动触头尺寸精度要求高,选用400 kN精密高速压力机,行程为30 mm,模具生产过程中外导柱和导套不会脱离,以保证模具的导向精度。十字形滚珠式内导柱安装在卸料板上,模具运行过程中也不会脱离下模板,保证运动过程中模具有更好的垂直度。

4 试验结果分析
4.1 铆接外观
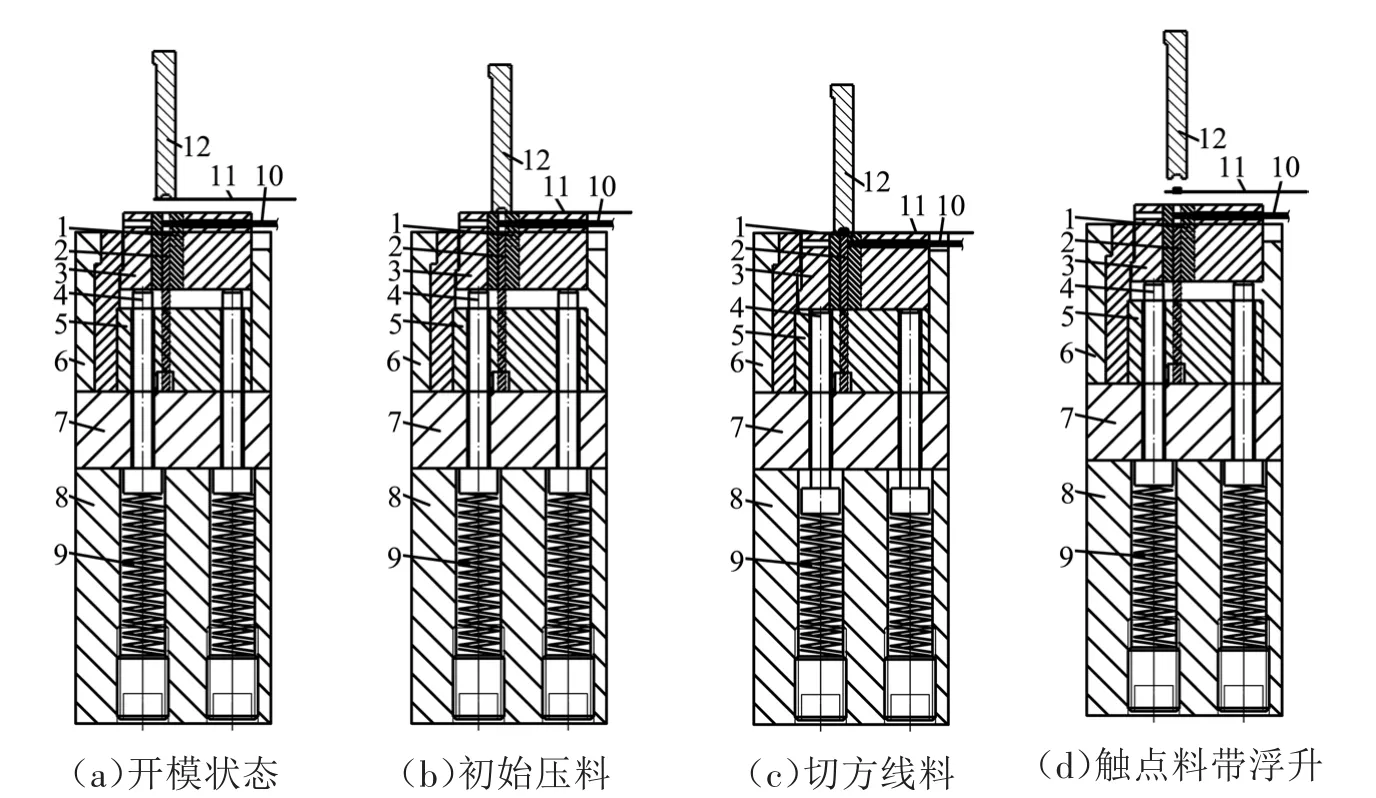
模具的卸料板起导向和压料、卸料的作用,在刀口剪切或成形时需要卸料板将铍铜料带压住才能进行,使用矩形弹簧确保压料力和卸料力的稳定。方线料的送料时间是在模具的卸料板离开料带到上止点之间,如图5(a)所示。随着上模下行,上限位铆模12跟随卸料板先接触铍铜料带11并一起向下运动,与在下模浮起的凹模固定块3一起压住铍铜料带11,如图5(b)所示。上模继续向下运动,固定在凸模固定块5上的切方线料凸模2接触方线料10,并与凹模固定块3一起切断方线料10,此时推杆4随下模座8内的弹簧9被压缩而下行,上模继续向下运动至下止点,切方线料凸模2将切下的触点压进铍铜料带11预冲的方孔内,如图5(c)所示,并与上限位铆模12进行预铆接。上模运行到下止点后,卸料板上的上限位铆模12随上模一起抬升,凹模固定块3在推杆4的作用下一起浮升,使切方线料凸模2复位,脱离被铆进铍铜料带的触点,上模继续上行,被铆接的触点随铍铜料带11继续浮升,如图5(d)所示,浮升结束后跟随铍铜料带11被送到下一个工位,完成方线料的切断和在铍铜料带上的预铆接。
1.3.1 血压水平 采用血压计测量治疗前后两组妊娠期高血压疾病患者的收缩压(SBP)和舒张压(DBP)。

4.2 金相显微分析
将铆接后的制件用工具钳剪切到一定的尺寸,使用金相镶嵌机制备金相样块,经过由粗到细的打磨、抛光处理后,再用金相显微镜对其铆接金相进行观察,如图9所示。触头与触桥之间无明显缝隙,触桥嵌入触点内,触点有较大的塑性变形并且和触桥之间有紧密的物理结合,获得了较高的铆接质量。

4.3 铆接推力试验
使用测力计检测铆接后的动触点铆接推力,记录推力的实际值大小,随机抽测20个制件(20个触点),铆接推力最小为60 N,平均推力为64.85 N,均满足制件铆接推力≥50 N的要求。
5 结束语
AgNi触点和铍铜料带触桥采用级进模模内送金属方线料进行触点成形与触桥铆接的工艺,基于上述技术也可以将方线料变成一层Ag、一层Cu的多层复合金属方线料,采用该工艺进行铆接也达到了效果,为后续成本优化提供了解决方案。料带触桥越薄对触点的铆接影响越大,仍需注意方线料的硬度及延展特性,否则会对触点的铆接强度和触桥的平面度产生影响。
[1]张鼎承.冲模设计手册[M].北京:机械工业出版社,1999:173-180.
[2]虞莲莲.实用有色金属材料手册[M].北京:机械工业出版社,2001:625.
[3]陈启荣.一种用于端子自动铆接机上的线材自动送料结构:中国,CN200620064513.X[P].2007-07-11.
[4]王长喜.一种模内组装的级进模设计[J].模具工业,2019,45(1):20-23.
猜你喜欢
模具工业(2022年5期)2022-05-27
中国应急管理科学(2022年1期)2022-04-18
商业2.0-市场与监管(2021年1期)2021-09-10
山东工业技术(2019年13期)2019-05-30
扬子江(2019年3期)2019-05-24
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
滇池(2017年5期)2017-05-19
哈尔滨理工大学学报(2016年2期)2016-09-12
科技资讯(2016年5期)2016-08-13
