喷砂工艺对22MnB5热成形钢涂装性能的影响
2022-05-25 10:46龙袁郝玉林刁鑫林黎敏姚士聪曹建平刘华赛于孟徐海卫李学涛
电镀与涂饰 2022年8期
龙袁,郝玉林,刁鑫林,黎敏,姚士聪,曹建平,刘华赛,于孟,徐海卫,李学涛
(首钢集团有限公司技术研究院,北京 100043)
在节能减排的背景下,汽车轻量化的作用越来越重要。据报道,车身每减轻10%,可减少6% ~ 8%的燃料消耗和5% ~ 6%的尾气排放[1]。使用超高强度钢制造车身部分零件,既可以减轻车身,实现节能减排,又能够提高汽车的安全性[2]。
22MnB5热成形钢在高温状态下具有良好的成形性,不易回弹,对模具寿命影响小,并且成形淬火后的零件具有超高强度,价格也相对合理[3]。因此,将22MnB5热成形钢应用在车身上是实现汽车轻量化和提升车身安全性的重要手段之一。但是22MnB5材料在热成形后表面有一层氧化膜,直接影响后续涂装性能,因此需要对材料进行除锈处理[4-5]。车身零件一般通过喷砂(抛丸)除锈。本文采用不同目数的钢砂对22MnB5进行喷砂,以研究氧化膜对磷化膜性能和电泳漆膜耐蚀性的影响。
1 实验
1.1 试验样板的制备
22MnB5的尺寸为1.2 mm × 100 mm × 200 mm,使用国产青峰6050喷砂机在压力0.15 MPa下以80、100或120目的钢砂对其进行喷砂,以除去表面氧化膜。磷化前处理和电泳均在国内某汽车厂涂装产线随线完成。磷化液参数为:FA(游离酸)0.8点,TA(总酸) 20.5点,AC(促进剂)5.0点,温度35 ∼ 40 °C。电泳参数为:MEQ(毫克当量)24.0,pH 5.9,ASH(灰分)18.6 %,NV(固体分)20.4 %,烘干温度180 °C。
1.2 性能测试
采用日本电子JSM-7001F扫描电镜观察基材和磷化膜的微观形貌,并用其附带的能谱仪分析元素组成。
根据GB/T 9792–2003《金属材料上的转化膜 单位面积膜质量的测定 重量法》配制脱膜溶液,将称重后的磷化板置于(75 ± 5) °C脱膜液中15 min,取出后吹干、称重,计算膜重,重复3次,取平均值。
根据GB/T 2523–2008《冷轧金属薄板(带)表面粗糙度和峰值数测量方法》,采用德国Hommel T8000粗糙度测试仪测量不同试样的轮廓算术平均偏差(Ra)和峰值数(RPc)。
根据CETP 00.00-L-467Global Laboratory Accelerated Cyclic Corrosion Test,在英国Ascott AT2600ip型盐雾箱中进行为期6周的循环腐蚀试验。工作日循环条件为:先在25 °C下喷淋0.5% NaCl溶液6 h,由湿到干燥过渡2.5 h,再在温度50 °C、相对湿度70%的恒温恒湿条件下保持15.5 h;休息日在温度50 °C、相对湿度70%的恒温恒湿条件下保持48 h。
2 结果与讨论
2.1 钢砂粒径对喷砂效果的影响
如图1所示,未喷砂的22MnB5呈现出典型的热处理后的表面形貌。采用不同粒径钢砂喷砂的22MnB5表面形貌差别较小,都存在氧化铁皮被砂粒撞击剥落的痕迹。

图1 未喷砂和经不同目数钢砂喷砂的22MnB5的表面形貌Figure 1 Surface morphologies of 22MnB5 before and after being sandblasted by steel grits with different mesh numbers
从表1可知,未喷砂时22MnB5表面O的质量分数较高,在15% ∼ 22%之间,说明材料表面存在氧化膜。喷砂后22MnB5的O质量分数显著降低(见表2),说明通过喷砂能够有效去除22MnB5表面的氧化膜。

表1 未喷砂处理的22MnB5能谱分析结果Table 1 Energy-dispersive spectroscopic analysis results of unsandblasted 22MnB5
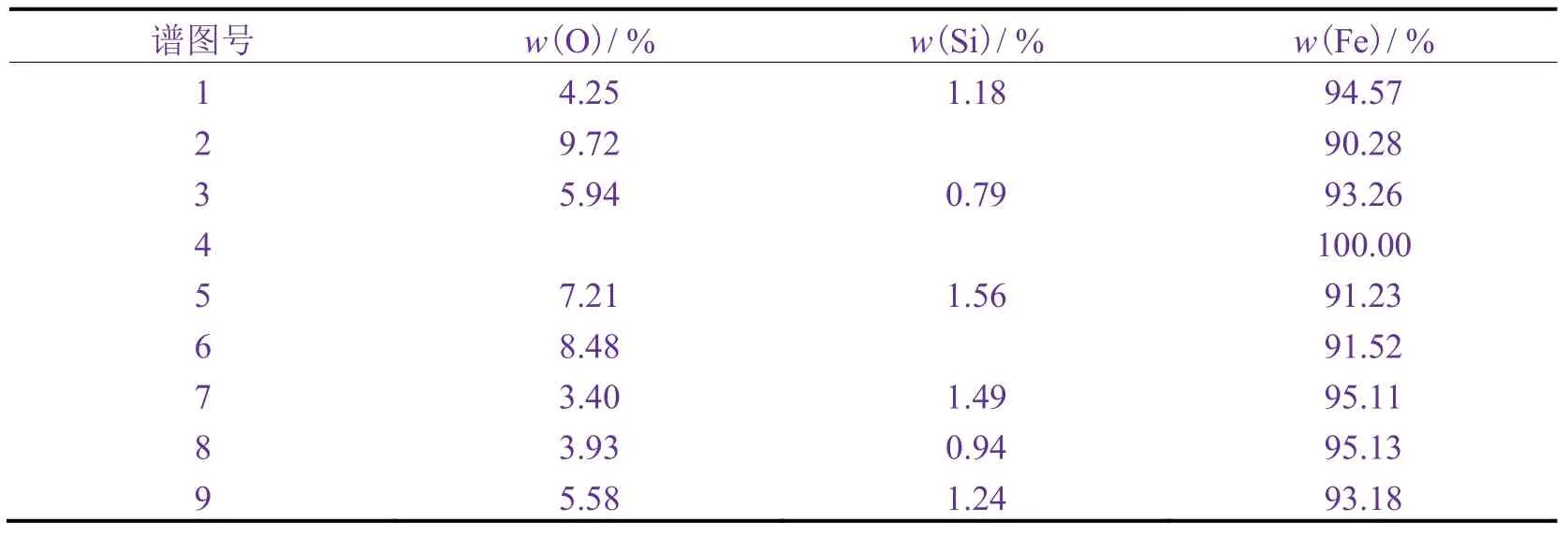
表2 100目喷砂处理的22MnB5表面能谱分析结果Table 2 Energy-dispersive spectroscopic analysis results of 22MnB5 surface sandblasted with 100-mesh steel grits
国内汽车厂要求板材的Ra在0.6 ∼ 1.3 μm之间,RPc在60 ∼ 100 cm−1之间[6]。从图4可知,随着钢砂粒径的增大,22MnB5的Ra和RPc均先降后升,使用100目钢砂喷砂时Ra最低。采用80目或120目钢砂喷砂时,板材Ra都偏大,后续电泳处理时表面粗糙度超标的可能性较大。

图2 未喷砂处理的22MnB5能谱分析位点Figure 2 Sampling points for energy-dispersive spectroscopic analysis of unsandblasted 22MnB5
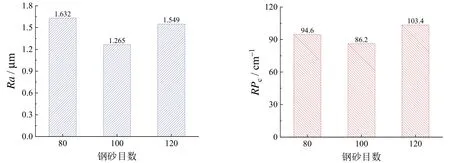
图4 采用不同目数钢砂喷砂后22MnB5的表面轮廓Figure 4 Surface profile of 22MnB5 after being sandblasted with different mesh numbers of steel grits
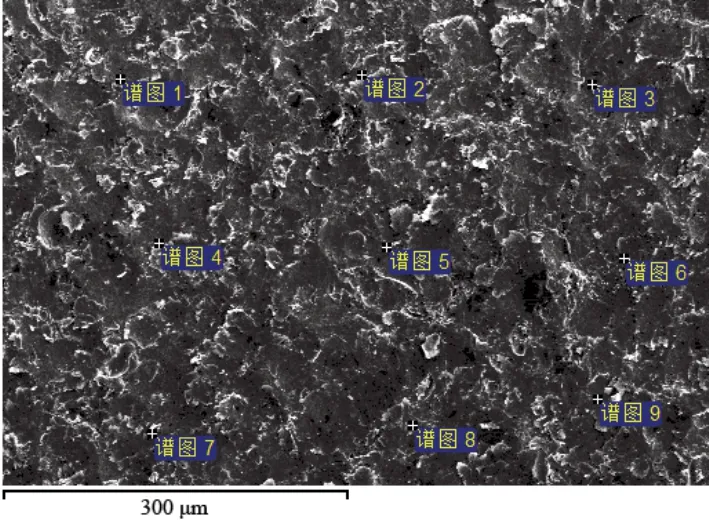
图3 100目喷砂处理的22MnB5能谱分析位点Figure 3 Sampling points for energy-dispersive spectroscopic analysis of 22MnB5 sandblasted with 100-mesh steel grits
2.2 钢砂粒径对磷化效果的影响
从图5a可知,未喷砂处理的22MnB5磷化后表面零散地分布着球状颗粒,结合能谱分析结果(见表3)可知,这些颗粒含有P和Zn,属于磷化膜成分,无颗粒处的元素组成与未喷砂处理的22MnB5相近,说明22MnB5表面氧化膜的存在会阻碍磷化的进行,导致板材磷化膜覆盖不完整。

表3 未喷砂处理22MnB5的磷化膜能谱分析结果Table 3 Energy-dispersive spectroscopic analysis results of phosphating film on unsandblasted 22MnB5
从图5b−5d可知,分别采用80、100和120目钢砂喷砂后再磷化所得膜层形貌相近,都由均匀、致密的球形颗粒组成,颗粒直径都在2 ∼ 5 μm之间,测得膜重分别为2.57、2.64和2.41 g/m2。汽车厂要求磷化膜在1 ∼ 3 g/m2之间[7],因此3种试样均满足要求。
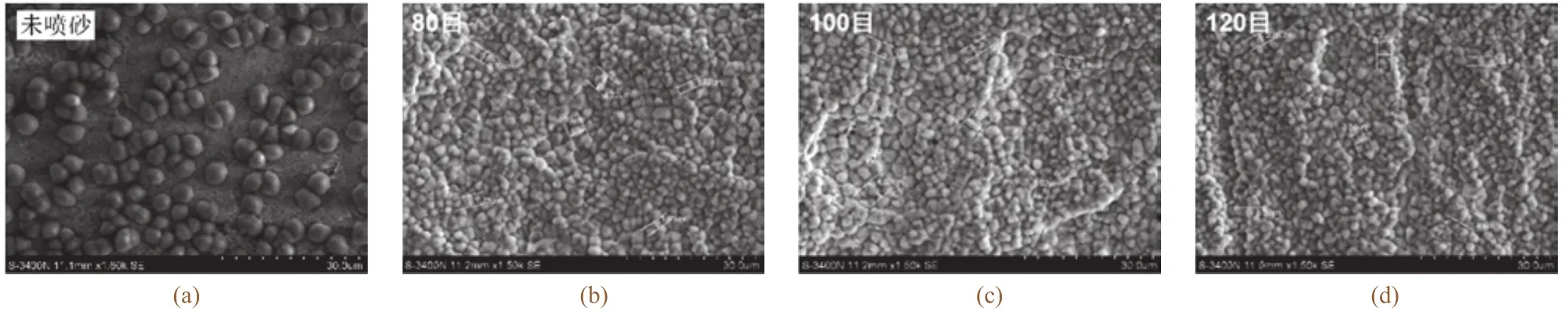
图5 未喷砂和采用不同目数钢砂喷砂的22MnB5表面磷化膜的微观形貌Figure 5 Morphologies of phosphating films on 22MnB5 unsandblasted and sandblasted with different mesh numbers of steel grits, respectively
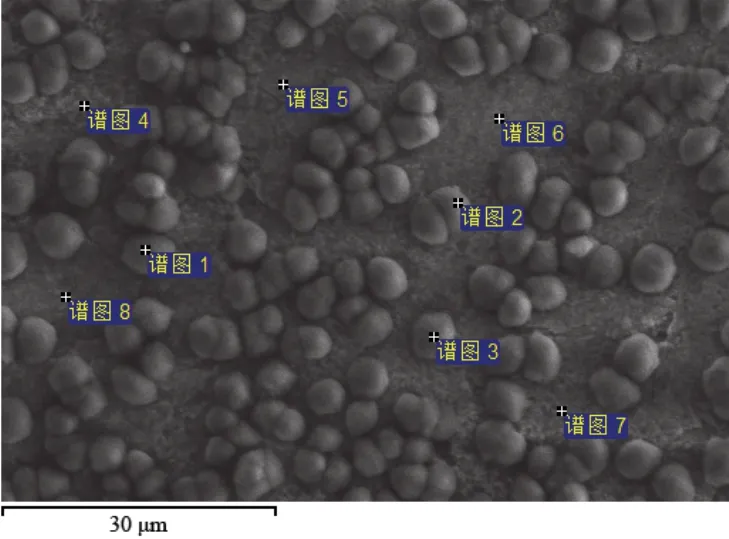
图6 未喷砂的22MnB5表面磷化膜能谱分析位点Figure 6 Sampling points for energy-dispersive spectroscopic analysis of phosphating film on unsandblasted 22MnB5
2.3 钢砂粒径对22MnB5电泳板性能的影响
国内汽车厂一般要求电泳板Ra在0.2 ∼ 0.3 μm之间,RPc在5 ∼ 15 cm−1之间[6]。从图7可知,采用80目或120目钢砂进行喷砂时,所得的电泳板Ra都不合格。只有采用100目钢砂进行喷砂时电泳板的Ra和RPc才同时符合要求。因此选用100目钢砂对22MnB5喷砂。

图7 采用不同目数钢砂喷砂时22MnB5表面电泳漆膜的表面轮廓Figure 7 Surface profiles of electrophoresis coating on 22MnB5 sandblasted with different mesh numbers of steel grits
如图8所示,未喷砂和100目钢砂喷砂预处理时所得电泳板划线均发生显著的扩蚀,存在红锈流淌痕迹。经测量,未喷砂和100目喷砂电泳板划线的平均扩蚀宽度分别为12.1 mm和5.3 mm,前者明显大于后者。电泳漆膜的扩蚀是由于划线处发生吸氧腐蚀而 pH升高,使得磷化膜溶解,腐蚀产物逐渐形成并在干燥阶段脱水,造成漆膜分离和破裂,随后O2、H2O、Cl−等沿着破裂处持续向内部扩散,磷化膜继续溶解,腐蚀逐渐内扩。而未喷砂22MnB5表面存在氧化膜,由此而引起的磷化膜覆盖率不足是导致其电泳后耐蚀性差的主要原因[8]。
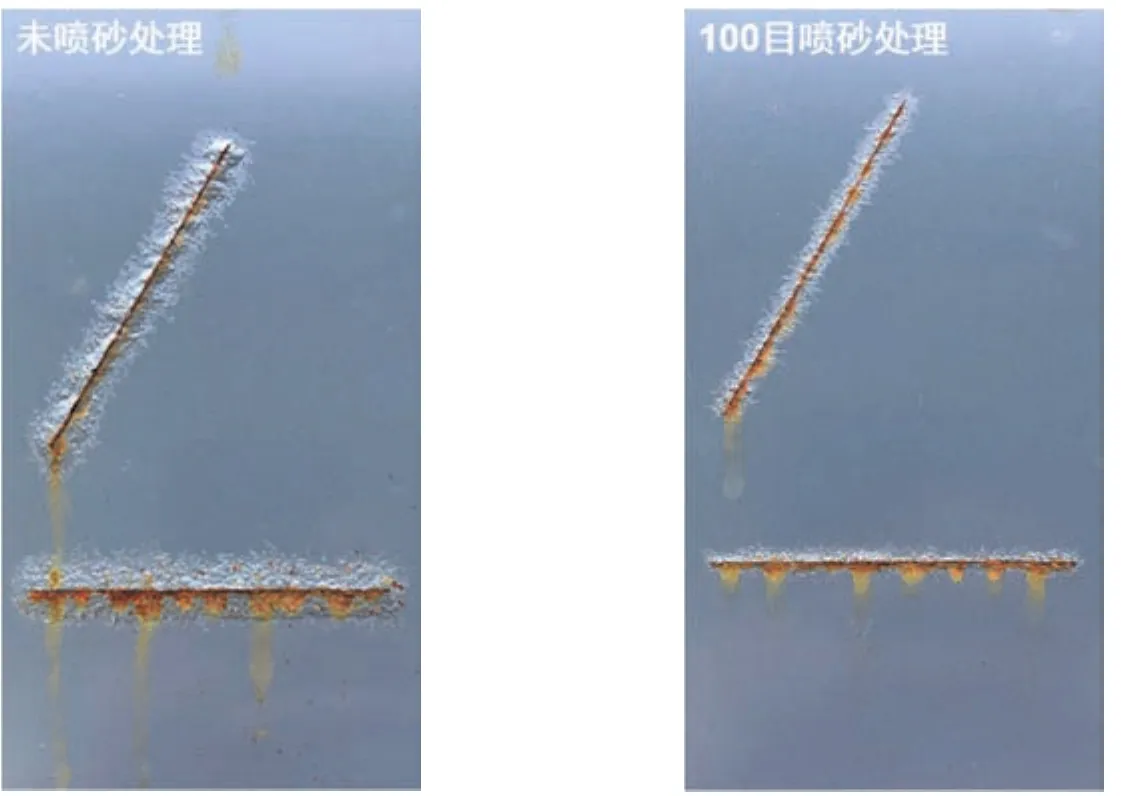
图8 未喷砂和采用100目钢砂喷砂的22MnB5表面电泳漆膜划线加速腐蚀试验结果Figure 8 Accelerated corrosion results of electrophoresis coating with artificial scratches on 22MnB5 unsandblasted and sandblasted with 100-mesh steel grits, respectively
3 结论
(1) 22MnB5热处理后在其表面形成的氧化膜不除尽会导致后续磷化膜覆盖率不足,引起电泳漆膜耐蚀性下降。因此22MnB5在热处理后要进行喷砂。
(2) 采用80、100和120目钢砂对22MnB5进行喷砂均能有效去除其表面氧化膜,磷化膜质量符合汽车厂要求,但电泳之后,80目和120目喷砂处理后的电泳板粗糙度超标,因此宜用100目钢砂对22MnB5喷砂。
(3) 喷砂处理后,电泳板的耐蚀性明显提升,划线扩蚀宽度从12.1 mm降低为5.3 mm。
猜你喜欢
材料保护(2022年10期)2022-12-07
电镀与精饰(2022年10期)2022-10-14
数学物理学报(2022年5期)2022-10-09
热喷涂技术(2022年1期)2022-08-06
成都信息工程大学学报(2022年3期)2022-07-21
造船技术(2022年2期)2022-07-19
中草药(2022年8期)2022-04-19
化工机械(2020年5期)2020-11-14
表面工程与再制造(2019年6期)2019-08-24
武汉工程职业技术学院学报(2019年1期)2019-04-09