双臂式电力抢险工程车设计
2022-05-19 13:20:50双臂式电力抢险工程车设计项目课题组王康宁胡耀文
重庆电力高等专科学校学报 2022年2期
“双臂式电力抢险工程车设计”项目课题组,王康宁,胡耀文
(1.重庆电力高等专科学校,重庆 400053;2.欧姆〈重庆〉电子技术有限公司,重庆 400039;3.中广核核电运营有限公司,广东 深圳 518028)
1 行业现状
电力行业是国民经济发展的基础性支柱行业,也是工业发展的命脉,行业自身维护水平的高低直接关系到电力供应的安全可靠性。以环境污染、自然冰灾对电力工业造成的影响为例,据统计,自1971年以来,因环境污染,全国35~500 kV输电线路共发生污秽闪络5 481次,跳闸366条次,跳闸线路44条,造成120座66 kV变电所、12座220 kV变电站全停。每年冬季受寒潮影响,变电站绝缘子冰闪、输配电线路的覆冰厚度超过自身覆冰厚度的设防条件,会造成线路弧垂增大引起相间短路、导线对地绝缘能力降低、导线从压接管内抽出、塔基沉降或爆裂、杆塔倾覆或折断。由此可见,电力行业的安全可靠供电是一项长期而艰巨的重要任务。
目前,行业广泛使用的防污闪方案主要有防闪增爬裙、RTV防污闪涂装、人工停电清扫、飞机喷射纯水清扫等。其中,防污闪增爬裙、飞机喷射纯水清扫等方案生产成本高;人工停电清扫方案存在作业劳动强度大、效率低、电能计量损失等不足;RTV防污闪涂装方案存在绝缘周期短等缺点。
冬季时,行业广泛使用的电缆除冰方案主要是采用人工停电高空除冰法后,逐渐尝试使用电缆降压融冰法、动力机械小车铲冰法等。其中,人工高空除冰方案存在作业劳动强度大、生产效率低、电能计量的损失;电缆降压融冰方案热损大,作业成本高,且降压输电容易加速输配电线路的提前老化,线路负载因电压严重下降容易造成整个电网的瘫痪;动力机械小车铲冰方案现场高空挂车专业难度大,同档距线路因结冰厚度不一致,容易造成铲冰塞车现象。
电缆头的现场标准化作业,一直是困扰行业的一大难题,虽然各企业都不同程度地引进了一些专用设备,但这些装置基本都形同虚设,要么是只注重噱头,没有真正的应用价值,要么是不符合国情,未与行业生产实际相接轨。据调查,行业目前的真实现状是,大部分企业在电缆头的作业过程中,仍然沿用原始手工作坊的老套办法,由于受个人技术水平的影响,产品质量参差不齐,生产效率低,劳动强度大。
针对上述行业存在的问题,项目组对双臂式电力抢险工程车项目进行了一些有益的探索,解决了行业的某些弊端,提供了一套行之有效的标准化作业的选择,填补了行业在该领域作业的技术空白。
2 双臂式电力抢险工程车项目介绍
2.1 设备组成及主要功能
双臂式电力抢险工程车的基本构造见图1至图3。该设备主要由特种车部件(件1)、1#伸缩臂组件(件2)、2#伸缩臂组件(件15)、系列智能式绝缘子清洗机械手组件(件10)、系列智能式电缆除冰机械手组件(件11)、储存式施工平台组件(件13)及一站式电缆头快速施工装置构成(处于绝缘区的所有零部件采用高分子复合材料),见图1。
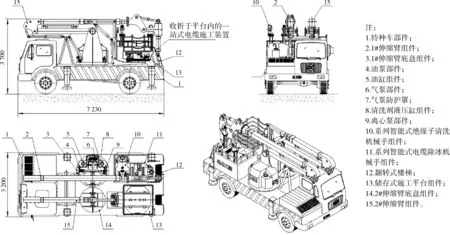
图1 双臂式电力抢险工程车待工状态平面图
其中,1#伸缩臂组件(件2)的顶端(见图2),通过快接方式联结系列智能式绝缘子清洗机械手组件(件10)或系列智能式电缆除冰机械手组件(件11),可分别用于带电绝缘子的清洗或带电电缆的除冰作业。该两部分的作业通过设置工作参数,由无线遥控完成作业。

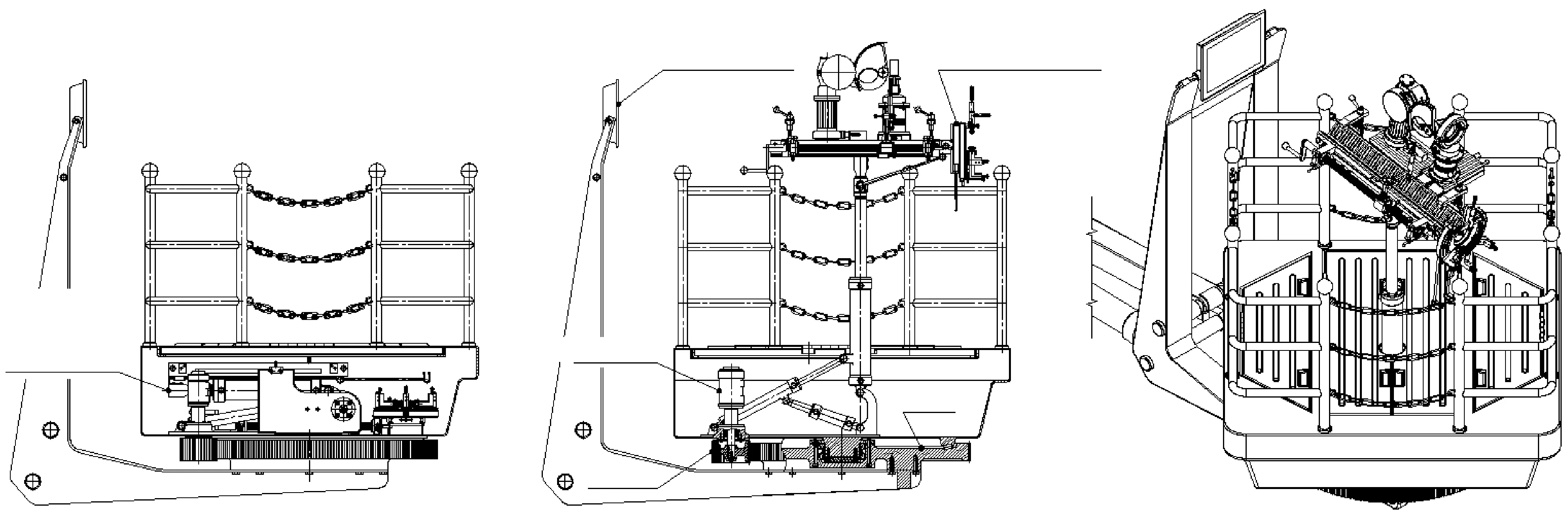
图2 双臂式电力抢险工程车伸缩臂Ⅰ、Ⅱ工况状态平面图
储存式施工平台组件(件13),通过2#伸缩臂组件(件15)的末端联结,将其升举至高位作业区,可实现2人高空作业,储存式施工平台组件(件13)同时也可进行高、低位电力设施的转运(见图3)。
储存式施工平台组件(件13)内设置一站式电缆头快速施工装置。通过对外置触摸屏的现场操作,可使该装置的主干自动伸出平台,并通过该装置的快装结构,可完成对各功能部件的接插装配待用(见图1、图3)。

图3 双臂式电力抢险工程车伸缩臂Ⅱ工况状态平面图
2.2 主要技术参数
双臂式电力抢险工程车技术参数见表1。

表1 双臂式电力抢险工程车技术参数一览表
3 双臂式电力抢险工程车主要部件描述
3.1 手握智能式带电绝缘子清洗机械手
3.1.1 清洗机械手结构
图4中,直线伸缩缸(件2-13)的端头,通过过渡螺母套(件10-44)、内六角圆柱头螺钉(件10-45)及O型密封圈(件10-46)的联结,为手握智能式带电绝缘子清洗机械手部件提供了一个用于现场动力接口的快装接头。
为了使装置能够适应多种规格绝缘子的清洗,在机械手的总成中设置有快速更换结构。从图4中的A向视图(快装接头结构断面)可知,套装的导向轴(件10-1)和丝杆(件10-9)上的机械手快装接头(件10-49)的结构两侧设置有燕尾槽,其外部设置有左右对称的快装楔型锁紧机构(件10-48);在机械手关节(件10-8)的内侧设置有与机械手快装接头(件10-49)具有装配关系的燕尾轨,当需要更换系列机械手时,只需将机械手快装接头(件10-49)插入机械手关节(件10-8)的燕尾槽内,旋紧快装楔型扳手锁紧机构(件10-48)的手柄,即实现系列机械手的快速换接。其中,快速换接结构中的燕尾槽与燕尾轨的装配关系用于限制二者在Y轴和Z轴两个方向上的自由度;快装楔型锁紧机构(件10-48)用于限制二者在X轴方向上的自由度。这样就抑制了机械手换接部位在三维空间内所有自由度,为机械手对绝缘子的精准清洗提供了可靠的保障。

图4 手握智能式带电绝缘子清洗机械手结构平面图
3.1.2 清洗机械手工作原理
首先,机械手在清洗程序的驱动下,由2组构成捕捉角为90°的复合式超声波测距组件(件10-25)对绝缘子轴线实施第一次捕捉定位。然后,由设置在机械手握掌里的构成捕捉角为180°的复合式雷达发射-接收器组件(件10-23),在定位轴组件(件10-31)的辅助下,对绝缘子轴线实施第二次捕捉定位,使其定格在清洗机械手的清洗轴线上等待清洗。
当绝缘子经两次捕捉定位后,分别由6组单向旋转气缸(件10-24)带动6组毛刷(件10-29)产生旋转运动,双向旋转缸(件10-4)带动的摆动小齿轮(件10-16)和扇形齿轮(件10-20)产生的往复80°的摆动运动,双向旋转缸(件10-47)带动的丝杆螺母机构(件10-9/件10-7)提供线性运动,三者运动合而为一,并在喷淋管部件(件10-28)喷洒带电清洗剂的配合下,完成对绝缘子在径向和轴向方向上轨迹重叠的无死角清洗,从而保证了机械手对绝缘子清洗过程的可靠性。
3.2 手握智能式带电线路除冰机械手
3.2.1 除冰机械手结构
在图5中,由于手握智能式带电除冰机械手与图4中的手握智能式带电绝缘子清洗机械手共用图1中的1#伸缩臂组件(件2),二者有相同的联结方式,因此,不再赘述直线伸缩缸(件2-13)及快装楔型锁紧机构(件10-48)与手握智能式带电除冰机械手的现场快装结构。
除冰机构主要由双轴式双向旋转缸(件11-1)、万向节组件(件11-9至件11-12构成)、伸缩式连杆组件(由件11-12至件11-22构成)、前连杆(件11-3)、曲柄铰支组件(件11-2至件11-3、件11-6至件11-8、件11-31至件11-32、件11-34至件11-35、件11-39、件11-42构成)、曲柄连杆组件(件11-36至件11-38、件11-40至件11-41构成)、锤头(件11-24)、锤头座(件11-26)、线性轨道组件(件11-23、件11-25等构成)构成,该结构为对称布置的双向曲柄滑块机构。
3.2.2 除冰机械手工作原理
由于手握智能式带电除冰机械手需要对除冰线路进行捕捉,对象定位过程及其他的辅助运动与手握智能式带电绝缘子清洗机械手的过程等同,故在此不再赘述。
首先,机械手在除冰程序的驱动下,双轴式双向旋转缸(件11-1)输出的双向扭矩,通过万向节组件(件11-9至件11-12构成)、伸缩式连杆组件(由件11-14至件11-22构成)、前连杆(件11-3)、万向节组件(件11-9至件11-12构成),经曲柄铰支组件(件11-2至件11-3、件11-6至件11-8、件11-31至件11-32、件11-34至件11-35、件11-39、件11-42构成),将水平旋转运动转变为垂直旋转运动,套在曲柄铰支组件上的曲柄连杆组件(件11-36至件11-38、件11-40至件11-41构成)通过偏心轴(件11-39)、铰支轴(件11-33)联结,将动力传递给勾型滑块(件11-30),通过内六角圆柱头螺钉(件11-28)联结的勾型滑块(件11-30)、锤头座(件11-26)及插入锤头座(件11-26)燕尾槽内的锤头(件11-24)在线性轨道组件(件11-23、件11-25等构成)的作用下,完成对称双向除冰动作。因为该机构中的两个锤头(件11-24)为错位布置,所以该机构的除冰过程类似于剪板机的工作原理。

图5 手握智能式带电除冰机械手结构平面图
3.3 电力检修高架平台结构及工作原理
该平台兼具储藏、转运、旋转功能,同时为电力抢修现场作业提供了高、低位两个标高的作业选项。当平台需辅助高空作业时,由图1中的2#伸缩臂组件(件15)将平台伸举至杆塔相应的作业区即可。
在图6中,六角头螺钉(件13-6)将定齿轮(件13-4)与平台支撑架(件15-14)联结成一个用于支撑高架平台的整体。
(a)电力检修高架平台示意图
内六角圆柱头螺钉(件13-7)、圆锥滚子轴承(件13-8)、轴承端盖(件13-9)、内六角圆柱头螺钉(件13-10)与定齿轮(件13-4)构成一个旋转支点,将平台外壳(件13-3)底部凸出部位的旋转轴定位于定齿轮(件13-4)的轴线中心。
平台外壳(件13-3)底部圆周的凸出部位、圆锥滚子(件13-5)及面朝平台外壳(件13-3)底部定齿轮(件13-4)的凸出部位三者的装配关系构成一个具有向心力的非标推力圆锥滚子轴承,用于提高高架平台做旋转运动的平稳性。
固定于平台底部内侧的双向旋转缸(件13-19),其旋转轴的伸出端,通过内六角圆柱头螺钉(件13-15)、轴承端盖(件13-16)、圆锥滚子轴承(件13-17)、调整垫圈(件13-18)四者的装配关系,对双向旋转缸(件13-19)动力输出轴进行轴向定位。
内六角圆柱头螺钉(件13-11)、行星齿轮压盖(件13-12)、行星齿轮(件13-13)、平键(件13-14)及双向旋转缸(件13-19)动力轴伸出端存在装配关系,用于行星齿轮(件13-13)在双向旋转缸(件13-19)动力轴伸出端的轴向定位。
当双向旋转缸(件13-19)输出扭矩时,行星齿轮(件13-13)沿着定齿轮(件13-4)做圆周运动,并同步实现高架平台沿着定齿轮(件13-4)的轴心做旋转运动。
平台储藏室内的支撑直线缸(件13-20)、斜拉直线缸(件13-21)、垂直直线缸(件13-22)三者联动,将电缆剥切装置的电缆定位槽组件(件16-6,见图7)举出平台,为后续的电缆头作业做好准备。
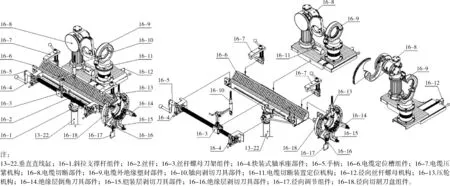
图7 一站式电缆头剥切装置快装示意图
3.4 一站式电缆头剥切装置构成及工作原理
在图7中,被举出平台的电缆定位槽组件(件16-6)属于一站式电缆头剥切装置中的一个基础母件,该组件周边设置有若干个接插件接收槽,每个接收槽对应相应的加工工序部件。其中,丝杆(件16-2)、丝杆螺母刀架组件(件16-3)、快装式轴承座部件(件16-4)、手柄(件16-5)构成装置中具有自适应能力的轴向剥切机构;压轮机构(件16-13)、绝缘层剥切刀具部件(件16-16)、铠装层剥切刀具部件(件16-15)、绝缘层倒角部件(件16-14)、径向调节组件(件16-17)、径向切割刀盘组件(件16-18)构成装置中具有自适应能力、多工序的径向剥切机构。斜拉支撑杆组件(件16-1)与垂直直线缸(件13-22)的扣接,用于定位电缆定位槽组件(件16-6)的水平状态,当取消斜拉支撑杆组件(件16-1)与垂直直线缸(件13-22)的扣接,电缆定位槽组件(件16-6)在垂直直线缸(件13-22)的连接端头,有一个摆动自由度和一个旋转自由度未受约束,因此,该装置可适用处于一般位置状态下电缆头的现场作业。加工电缆头时,工序按如下步骤进行:
1)用电缆切断部件(件16-8)将电缆端口切整齐;
2)将端口整齐的电缆通过电缆压紧机构(件16-7)压紧于电缆定位槽组件(件16-6)的Ⅴ型槽内;
3)根据电缆规格,调节轴向剥切刀具部件(件16-10)的进刀量;
4)转动手柄(件16-5),使丝杆(件16-2)的旋转运动通过丝杆螺母刀架组件(件16-3)转变为轴向剥切刀具部件(件16-10)的直线运动,实现对电缆的轴向剥切;
5)打开压轮机构(件16-13),将电缆置于径向切割刀盘组件(件16-18),用电缆压紧机构(件16-7)将电缆固定于电缆定位槽组件(件16-6),根据电缆规格,调整径向调节组件(件16-17),使径向切割刀盘组件(件16-18)的回转中心与电缆的轴线同轴,然后压紧电缆压紧机构(件16-7);
6)旋转副刀盘,按照先绝缘层剥切刀具部件(件16-16),再铠装层剥切刀具部件(件16-15),最后绝缘层倒角部件(件16-16)的顺序对准压轮机构(件16-13),分别压紧压轮机构(件16-13),根据电缆规格,依次调整各工序的进刀量,旋转径向切割刀盘组件(件16-18),完成电缆头剥切环节各工序的剥切作业;
7)松开电缆压紧机构(件16-7),在电缆头剥切后的绝缘二次处理部位套上相应规格的热塑绝缘管;旋转径向丝杆螺母机构(件16-12),将电缆外绝缘塑封部件(件16-9)的工作重心调整至电缆定位槽组件(件16-6)的纵轴向剖面中心,打开热风口,将套有热塑绝缘管的电缆头置于环形热风口处进行电缆头的再次热塑绝缘作业。
4 设备经济效益展望
4.1 变电站绝缘子清洗部分
根据对行业的调查可知,虽然已有各种类型的绝缘子清洗设备和方式,但这些清洗作业或多或少存在以下不足:第一是设备在清扫过程中的许多环节需要人工进行辅助操作,清扫效率低,劳动强度大,自动化程度较低;第二是适用某种特定位置状态下的绝缘子清扫,适用范围较小;第三是清扫不彻底,清扫是由设备对绝缘子的一侧转向另外一侧的间断清扫,不是连续的清扫过程,因此清扫容易留下死角;第四是需要在区域电网停电的条件下进行操作,给电网的正常运行带来不便或不必要的计量损失。
以某110 kV变电站为例,用3种不同方式对变电站绝缘子清洗所产生的作业成本进行比对(见表2、表3)。

表2 某110 kV变电站绝缘设备清洗清单一览表

表3 某110 kV变电站不同清洗方式的经济指标比对一览表
4.2 高架线路除冰部分
目前,行业针对110 kV及以上电压等级的线路,通常采用热力融冰法、机械除冰法、自然除冰法及人工除冰法。这些除冰方式存在线损大、跨障性能低、偶然性较强、可靠性差、劳动强度大、安全系数低等弊端。而智能式电缆除冰机械手以跨越式的方式,智能捕捉除冰对象,进行剪切式的除冰,利用除冰的剪切外力,使电缆挂冰产生冰丝裂缝,进而达到除冰效果。以某110 kV、长度为1 km的高架线路为例,用2种不同方式对挂冰线路除冰所产生的作业成本进行比对(见表4)。
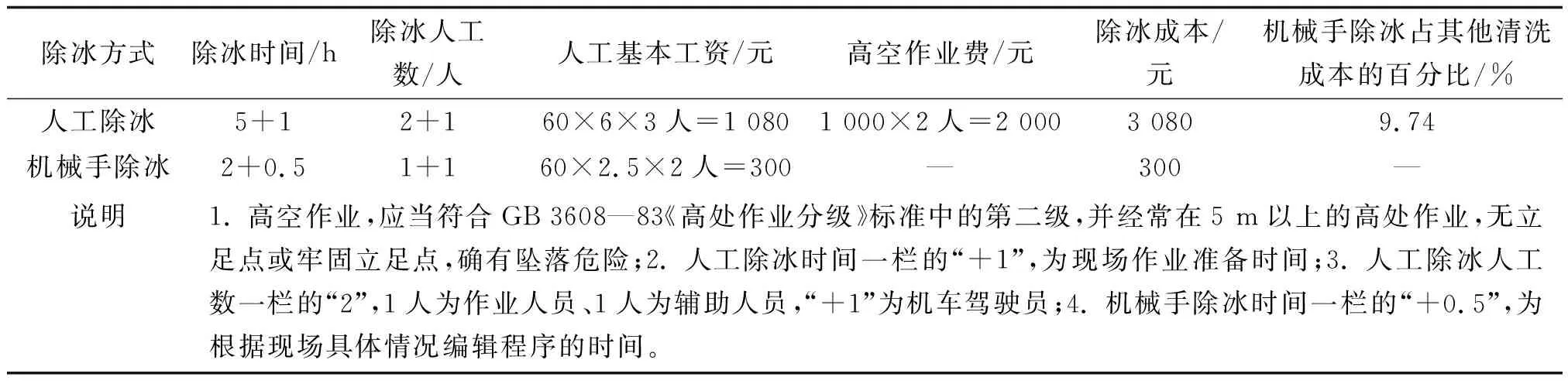
表4 某110 kV/1 km线路不同除冰方式的经济指标比对一览表
4.3 一站式电缆头快速剥切装置
从对目前行业的调查来看,纯手工剥切一个电缆头,需要两名熟练的操作者耗时20~30 min,这其中还不包括对电缆头外绝缘的二次处理时间。从一站式电缆头快速剥切装置的使用情况来看,操作该装置处理电缆头,只需1名操作者耗时8 min便可加工出符合行业标准的电缆头,施工效率提高了60%~73.33%,从源头上杜绝因手工剥切过程中产生的外绝缘粉尘与金属粉尘对电缆头绝缘性能的影响,消除了作业现场的安全事故,提升了电缆头现场作业的工艺质量,达到了行业标准化作业的目标。
5 结论
对该装置变电站绝缘子清洗机械手部分、高架线路除冰机械手部分及一站式电缆头快速剥切装置进行分类比对,可以看出,各项指标的经济优势毋庸置疑,能满足行业标准化作业的基本要求。实践表明,双臂式电力抢险工程车的推广与应用,是实施行业变电站带电绝缘子的清洗、高架线路的冬季除冰、电缆头标准化作业等行之有效的选项方案。目前,该装置已获授权5项发明专利、12项实用新型专利,另有6项发明专利、18项实用新型专利正在公示中。
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
机电信息(2020年36期)2020-12-29 07:57:04
中国电气工程学报(2020年15期)2020-11-16 09:45:34
科学与财富(2019年36期)2019-06-29 16:25:10
小学科学(学生版)(2018年11期)2018-11-22 07:12:22
创新作文(1-2年级)(2017年11期)2018-04-17 01:48:18
创新作文(小学版)(2017年31期)2017-04-09 06:13:26
发明与创新(2016年30期)2016-08-22 11:35:24
通信电源技术(2016年1期)2016-04-16 04:57:29
机电信息(2015年3期)2015-02-27 15:54:53