
一种圆织机用梭子及圆织机
2022-05-18 06:00王仁龙整理
塑料包装 2022年2期
王仁龙 整理
一、概述
现有的塑料圆织机用梭子,其中用来固定纬纱管的方式,大部分都是用弹簧压紧第一纱管座来实现,具体是梭体上设有第一支座和第二支座,第一支座设有固定座,滑套的后端滑动套装在固定座上,滑套的前端设有与滑套同步滑动的第一纱管座,第一纱管座相对滑套旋转,第二支座上设有可转动的第二纱管座,第一纱管座和第二纱管座用于分别固定纬纱管的两端,滑套与固定座之间设有使第一纱管座保持向第二纱管座靠近趋势的弹簧。
如果弹簧的弹力小了,容易出现纬纱管固定不可靠,在梭子高速运动的过程中,纬纱管可能从梭体上脱落下来,如果弹簧的弹力过大,工人装卸纬纱管又不方便,更换效率较低。
本文介绍了一种圆织机用梭子,方便工人更换纬纱管,提高效率。
二、技术方案
一种圆织机用梭子,包括梭体,梭体上设有第一支座和第二支座,第一支座设有固定座,滑套的后端滑动套装在固定座上,滑套的前端设有与滑套同步滑动的第一纱管座,第一纱管座相对滑套旋转,第二支座上设有可转动的第二纱管座,第一纱管座和第二纱管座用于分别固定纬纱管的两端,滑套与固定座之间设有使第一纱管座保持向第二纱管座靠近趋势的弹性件,固定座的外周侧壁设有螺纹孔,滑套的后端沿滑套的轴向设有条形通孔,锁紧件穿过条形通孔与螺纹孔配合连接,锁紧件位于弹性件的外周一侧,锁紧件具有松开位置和锁紧位置,锁紧件处于松开位置使滑套可相对固定座轴向滑动,锁紧件处于锁紧位置使滑套紧压在固定座上固定。
所述锁紧件包括锁紧螺栓,锁紧螺栓拧紧进入锁紧位置将滑套紧压在固定座的外周侧壁上。
所述滑套的外周侧面设有紧固平面,紧固平面平行于滑套的轴线,条形通孔设于紧固平面。
所述锁紧件包括连接螺栓和凸轮,连接螺栓穿过条形通孔与螺纹孔配合连接,凸轮转动连接于连接螺栓上,凸轮转动至锁紧位置将滑套紧压在固定座的外周侧壁上。
所述锁紧件还包括操作扳手,操作扳手位于滑套的外侧。
所述固定座通过螺栓轴固定在第一支座上,滑套套在螺栓轴上。
所述第一纱管座通过轴承连接于螺栓轴上,螺栓轴的前端设有防止轴承脱出的定位件,滑套的前端抵于轴承的内圈;
或者,所述第一纱管座通过轴承连接于滑套的前端,滑套的前端设有防止轴承脱出的第一定位件,螺栓轴的前端设有防止滑套脱出的第二定位件。
所述固定座与第一支座为一体成型结构。
所述第一纱管座通过轴承连接于滑套的前端,滑套的前端设有防止轴承脱出的第三定位件。
本技术还提供一种圆织机,包括主机和设于主机的门圈组件,门圈组件内设有上述任意一项技术方案所述的圆织机用梭子,门圈组件形成供圆织机用梭子做圆周运动的轨道。
三、有益效果
1.本技术中,锁紧件与螺纹孔配合连接,装拆及调节都很方便,通过切换锁紧件的不同位置,可以实现滑套的锁紧与解锁,当锁紧件处于松开位置,滑套可相对固定座轴向滑动,在工人在更换纬纱锭时,能够很方便地克服弹性件的弹力,将第一纱管座推开,使纬纱管的两端分别与第一纱管座和第二纱管座对齐连接,然后由弹性件的弹力使第一纱管座向第二纱管座靠近,使第一纱管座和第二纱管座夹紧纬纱管,然后由工人将锁紧件切换到锁紧位置,将滑套锁紧在固定座上,滑套不再可以相对固定座轴向滑动,因此第一纱管座也就不能远离第二纱管座,纬纱管无法从第一纱管座和第二纱管座上松脱下来,从而确保纬纱锭被可靠地安装在梭子上。
2.本技术中,由于只需要弹性件提供一定的弹力使第一纱管座复位将纬纱管定位在第一纱管座和第二纱管座上,然后是通过锁紧件的锁紧作用来确保第一纱管座和第二纱管座夹紧纬纱管,即不需要弹性件提供更大的弹力来实现夹紧纬纱管,因此相比现有技术而言,可以选择弹性系数较小的弹性件,如此一来,工人在拆装纬纱管时所需要克服的弹力也会变小,操作起来会更加省力、快捷,更换效率更高。
3.本技术中,由于锁紧件位于弹性件的外周一侧,而滑套和固定座均为刚性零件,锁紧件处于锁紧位置使滑套紧压在固定座上固定时,会让滑套相对固定座产生偏移,即滑套的轴心相对固定座的轴心偏移,以圆柱状的固定座为例,滑套的内圆周与固定座的外圆周从处处具有间隙的情况变成在锁紧件连接的位置呈现相切的情况,因此会导致弹性件也出现弯曲的情况,导致弹性件对滑套的弹力会在径向上产生分力,从而让滑套对固定座的压力更大,会让滑套锁紧固定得更稳定可靠。
4.本技术中,沿滑套轴向设置的条形通孔能够方便滑套相对锁紧件滑动,同时在滑套滑动时可以起导向作用,还能防止滑套在锁紧件进入松开位置后脱离固定座。
四、附图说明
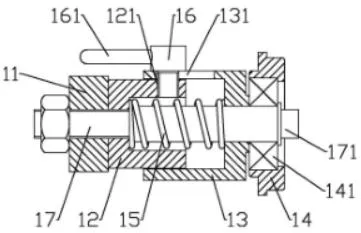
图2 本技术实施例一中第一支座处的剖视图
五、具体实施方式
实施例一
本技术提供一种圆织机用梭子,包括梭体1,梭体 1上设有第一支座 11和第二支座,如图1至图3所示,第一支座11设有固定座12,滑套13的后端滑动套装在固定座12上,滑套13的前端设有与滑套13同步滑动的第一纱管座14,第一纱管座14相对滑套13旋转,第二支座上设有可转动的第二纱管座,第一纱管座14和第二纱管座用于分别固定纬纱管的两端,滑套13与固定座12之间设有使第一纱管座14保持向第二纱管座靠近趋势的弹性件15,固定座12的外周侧壁设有螺纹孔121,滑套13的后端设有条形通孔131,锁紧件16穿过条形通孔131与螺纹孔121配合连接,锁紧件16位于弹性件15的外周一侧,锁紧件16具有松开位置和锁紧位置,锁紧件16处于松开位置使滑套13可相对固定座12轴向滑动,锁紧件16处于锁紧位置将滑套13锁紧在固定座12上。第二支座和第二纱管座的结构可以参考现有技术,这里不再赘述。弹性件15可以采用常见的弹簧、弹垫等弹性零件。
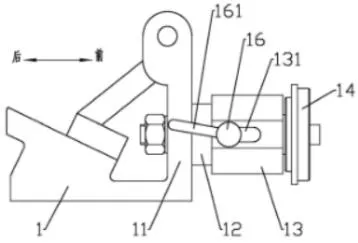
图1 本技术实施例一中一种圆织机用梭子的局部示意图
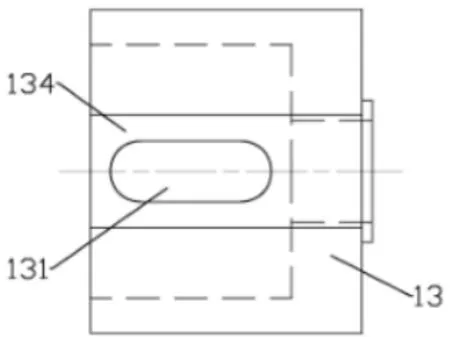
图3 本技术实施例一中滑套的示意图
本技术中,锁紧件16与螺纹孔121配合连接,装拆及调节都很方便,通过切换锁紧件16的不同位置,可以实现滑套13的锁紧与解锁,当锁紧件16处于松开位置,滑套13可相对固定座12轴向滑动,在工人在更换纬纱锭时,能够很方便地克服弹性件15的弹力,将第一纱管座14推开,使纬纱管的两端分别与第一纱管座 14和第二纱管座对齐连接,然后由弹性件15的弹力使第一纱管座14向第二纱管座靠近,使第一纱管座14和第二纱管座夹紧纬纱管,然后由工人将锁紧件 16切换到锁紧位置,将滑套13锁紧在固定座12上,滑套13不再可以相对固定座12轴向滑动,因此第一纱管座14也就不能远离第二纱管座,纬纱管无法从第一纱管座14和第二纱管座上松脱下来,从而确保纬纱锭被可靠地安装在梭子上。由于只需要弹性件15提供一定的弹力使第一纱管座14复位将纬纱管定位在第一纱管座 14和第二纱管座上,然后是通过锁紧件16的锁紧作用来确保第一纱管座14和第二纱管座夹紧纬纱管,即不需要弹性件15提供更大的弹力来实现夹紧纬纱管,因此相比现有技术而言,可以选择弹性系数较小的弹性件15,如此一来,工人在拆装纬纱管时所需要克服的弹力也会变小,操作起来会更加省力、快捷,更换效率更高。由于锁紧件16位于弹性件15的外周侧,而滑套13和固定座12均为刚性零件,锁紧件16处于锁紧位置使滑套13紧压在固定座 12上固定时,会让滑套 13相对固定座 12产生偏移,即滑套13的轴心相对固定座12的轴心偏移,例如图4中所示,以圆柱状的固定座12为例,滑套13的内圆周与固定座12的外圆周从处处具有间隙的情况变成在锁紧件 16连接的位置呈现相切的情况,即从图4中a到b的变化,因此会导致弹性件15也出现弯曲的情况,导致弹性件15对滑套13的弹力会在径向上产生分力,从而让滑套13对固定座12的压力更大,会让滑套13固定得更稳定可靠。沿滑套轴向设置的条形通孔131能够方便滑套13相对锁紧件16滑动,同时在滑套滑动时可以起导向作用,防止滑套13在锁紧件16进入松开位置后脱离固定座12。
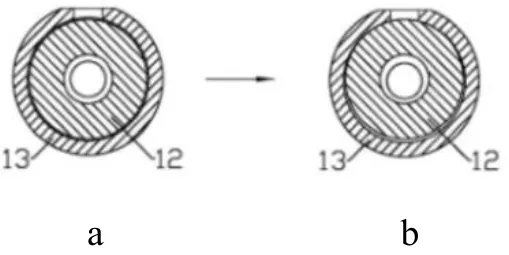
图4 本技术实施例一中滑套相对固定座产生径向偏移前后的示意图
在本实施例中,锁紧件16包括锁紧螺栓,锁紧螺栓拧紧进入锁紧位置将滑套 13紧压在固定座12的外周侧壁上。锁紧螺栓拧紧即可进入锁紧位置,拧松即可进入松开位置,工人操作简单、方便。为进一步方便工人操作,锁紧件16还包括操作扳手161,操作扳手161位于滑套13的外侧。例如本实施例中,操作扳手161固定在锁紧螺栓上。为了提高锁紧螺栓对滑套13的锁紧力,可以在滑套13的外周侧面设有紧固平面134,紧固平面134平行于滑套13的轴线,条形通孔131设于紧固平面134。
为方便加工第一支座 11及固定座 12,本实施例采用分别成型的方式,然后将固定座12通过螺栓轴17固定在第一支座11上,滑套13套在螺栓轴17上。螺栓轴17既用于固定座12与第一支座11的紧固连接,也用于滑套13的滑动连接,对滑套13进行导向,而且滑套13相对固定座12出现径向偏移后,也会相对螺栓轴17产生径向偏移,从而使滑套13与螺栓轴17之间也会产生摩擦阻力,进一步提高滑套13固定的可靠性。为了第一纱管座14能够跟随纬纱管灵活地旋转,可以将第一纱管座14通过轴承141连接于螺栓轴17上,螺栓轴17的前端设有防止轴承141脱出的定位件171,滑套13的前端抵于轴承141的内圈,受弹性件15的弹力作用,滑套13会与轴承141的内圈保持相抵从而同步滑动。定位件171可以采用常见的螺母或螺钉配合垫片,或者采用卡簧等。第一纱管座14受到螺栓轴17的支撑,纬纱管高速旋转能够更加稳定。
由于滑套一般不需要旋转,因此滑套与固定座的孔轴配合结构也可以是方形结构或其他易加工的结构。
以下实施例未描述内容可以参考实施例一。
实施例二:
如图5所示,在本实施例中,锁紧件16包括连接螺栓162和凸轮163,连接螺栓162穿过条形通孔131与螺纹孔121配合连接,凸轮163转动连接于连接螺栓162上,凸轮163转动至锁紧位置将滑套13紧压在固定座12的外周侧壁上。操作扳手161固定在凸轮163上。
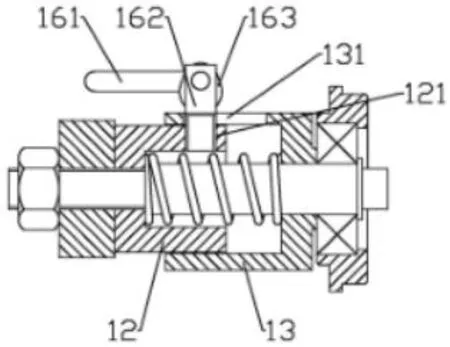
图5 本技术实施例二中固定座与滑套配合的剖视图
实施例三:
如图6所示,在本实施例中,第一纱管座14通过轴承141连接于滑套13的前端,滑套13的前端设有防止轴承141脱出的第一定位件132,螺栓轴17的前端设有防止滑套13脱出的第二定位件172。第一定位件132和第二定位件172也可以采用常见的螺母或螺钉配合垫片,或者采用卡簧等。
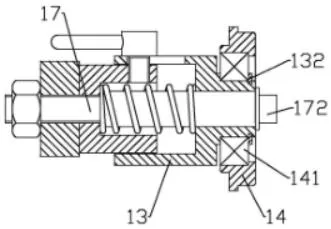
图6 本技术实施例三中固定座与滑套配合的剖视图
实施例四:
如图7所示,在本实施例中,也可以选择固定座12与第一支座11为一体成型结构,可以省去螺栓轴17紧固,简化结构与装配工艺,降低生产成本。
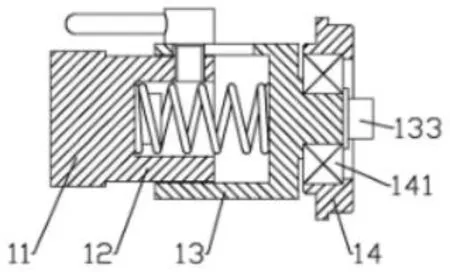
图7 本技术实施例四中固定座与滑套配合的剖视图
省去螺栓轴17后,第一纱管座14可通过轴承141连接于滑套13的前端,滑套13的前端设有防止轴承141脱出的第三定位件133。第三定位件 133也可以采用常见的螺母或螺钉配合垫片,或者采用轴用卡簧等。
另外,在上述实施例中,若采用螺栓轴 17固定连接固定座12与第一支座11,螺栓轴17也可以不穿过滑套13,将第一纱管座14通过轴承141连接于滑套13的前端。
实施例五:
一种圆织机,包括主机和设于主机的门圈组件,门圈组件内设有上述任意一个实施例中的圆织机用梭子,门圈组件形成供圆织机用梭子做圆周运动的轨道。门圈组件的结构可以参考现有技术,不再赘述。纬纱管固定可靠,有利于圆织机实现高速编织,提高编织效率;纬纱管拆卸方便,有利于减轻工人的劳动强度,同时缩短每次更换纬纱管的时间,也有利于提高圆织机的效率。
猜你喜欢
棉纺织技术(2022年3期)2022-11-21
电镀与精饰(2022年11期)2022-11-15
纺织学报(2021年8期)2021-08-31
中老年保健(2021年3期)2021-08-22
现代电子技术(2021年3期)2021-02-02
黑龙江八一农垦大学学报(2020年2期)2020-05-06
棉纺织技术(2019年4期)2019-12-30
航天制造技术(2019年2期)2019-05-09
科技资讯(2016年7期)2016-05-14
儿童故事画报(2013年3期)2013-06-24
