
ML40Cr冷镦螺栓法兰外圈表面开裂原因分析
2022-05-16 13:03:02王小忠朱文凯安鹏达
四川冶金 2022年2期
王小忠,朱文凯,安鹏达,王 涛
(中天钢铁集团有限公司,江苏 常州 213011)
ML40Cr盘条作为常规10.9级螺栓标准件原材料,广泛应用于机械、电气、汽车、交通运输、航空航天等领域[1]。一批ML40Cr钢Φ10 mm热轧盘条在冷镦螺栓时出现密集性开裂现象,开裂比例高达到50%以上。螺栓制造工艺流程:盘条球化退火→酸洗磷化→拉拔至Φ8.81 mm→冷镦六角头及法兰→搓丝→调质→发黑。
1 理化检验
1.1 宏观分析
螺栓开裂是在冷镦六角头及法兰时产生的。裂纹出现在螺栓的六角头法兰外圈表面,整个圆周方向均有分布,裂纹方向均与螺栓轴向呈45°角,倾斜方向不一致,部分裂纹呈“X”字型交叉宏观形貌,如图1、图2所示。将有裂纹螺栓经15%~30%工业盐酸水溶液酸洗后肉眼观察,在螺栓六角头侧面、杆部表面均未发现有折叠、裂纹等原材料冶金缺陷存在。

图1 螺栓形貌

图2 螺栓六角头法兰外圈表面裂纹形貌
1.2 化学成分分析
在螺栓上取样,使用德国超谱公司QSN750型直读光谱仪进行化学成分分析,结果见表1,可知螺杆的化学成分符合《GB/T28906-2012冷镦钢热轧盘条》标准对ML40Cr钢的成分要求。
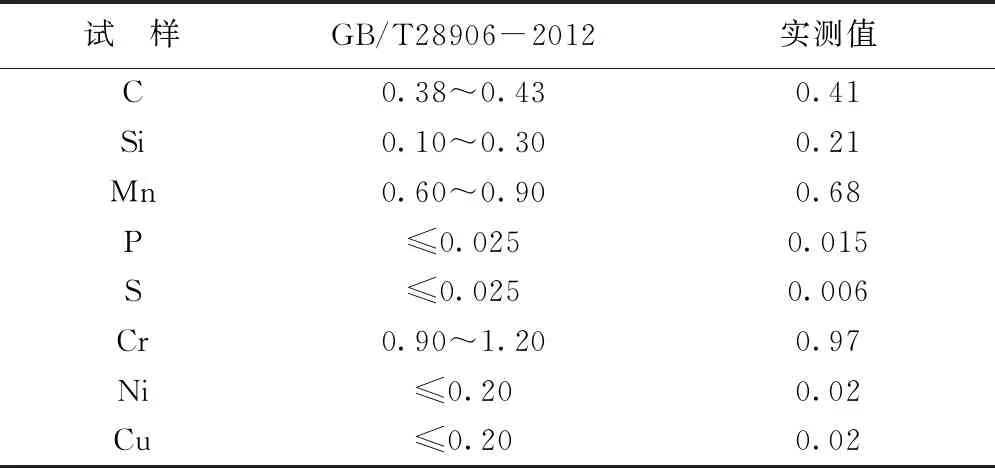
表1 螺栓样品的化学成分与标准对照 单位:%
1.3 金相组织分析
1.3.1 开裂螺栓法兰处组织
选取开裂螺栓法兰处横截面进行金相检验,法兰处基体组织为球状珠光体组织,碳化物呈球状,比较均匀地分布于基体中,整体球化效果明显,见图3。但是在法兰处外圈表层组织则为片状珠光体+铁素体,球化效果非常差,表层片状珠光体层深度约为0.12 mm,有部分裂纹仅产生于片状珠光体层,见图4~图6。
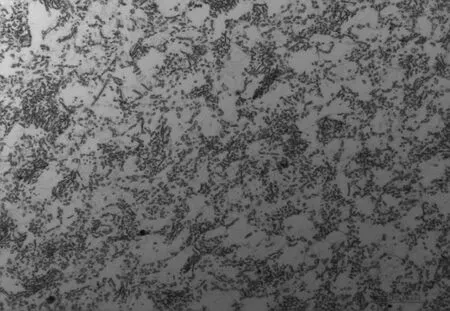
图3 法兰处基体组织(500X)
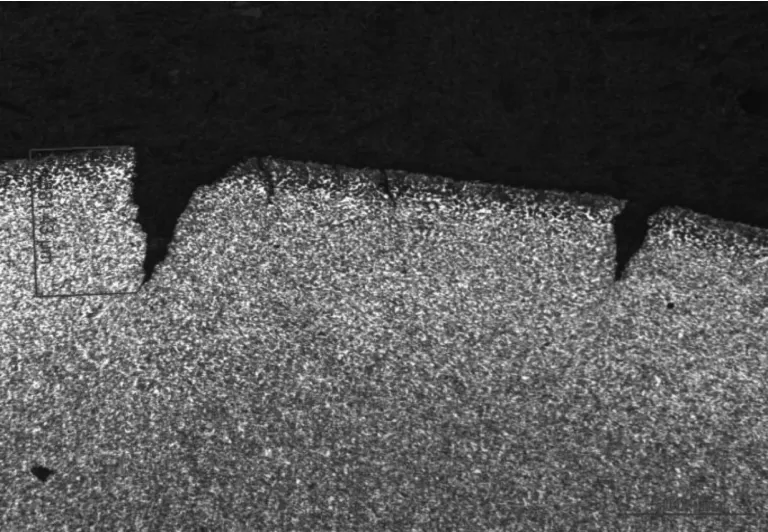
图4 法兰处表层及基体组织(50X)
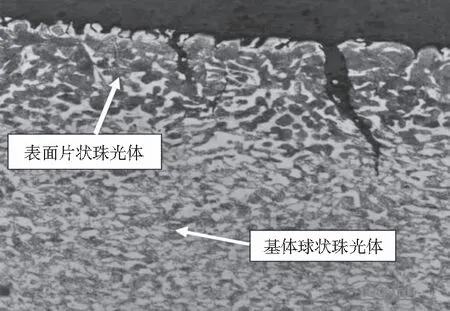
图5 法兰处外圈表层组织(200X)

图6 法兰外圈表面组织为片状珠光体+铁素体(500X)
1.3.2 开裂螺栓杆部组织
选取开裂螺栓杆部取横截面样品金相检验,其基体组织为球状珠光体组织,整体球化效果良好(与图3相同)。螺栓杆部表层组织也是片状珠光体+铁素体,表面片状珠光体层深度约为0.11 mm,见图7~图8。

图7 杆部表层及基体组织(50X)
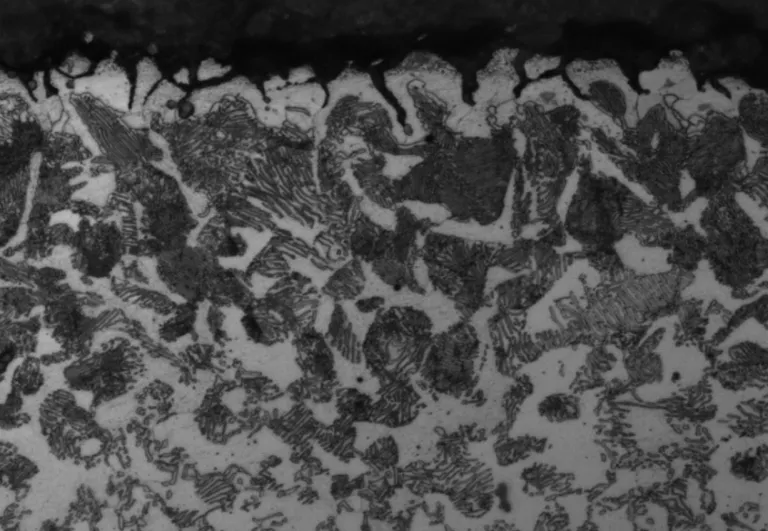
图8 杆部表面组织(500X)
1.3.3 未开裂螺栓杆部组织
选取未开裂螺栓杆部取横截面样品金相检验,其表层及基体组织均为球状珠光体组织,整体球化效果良好,图9~图10。
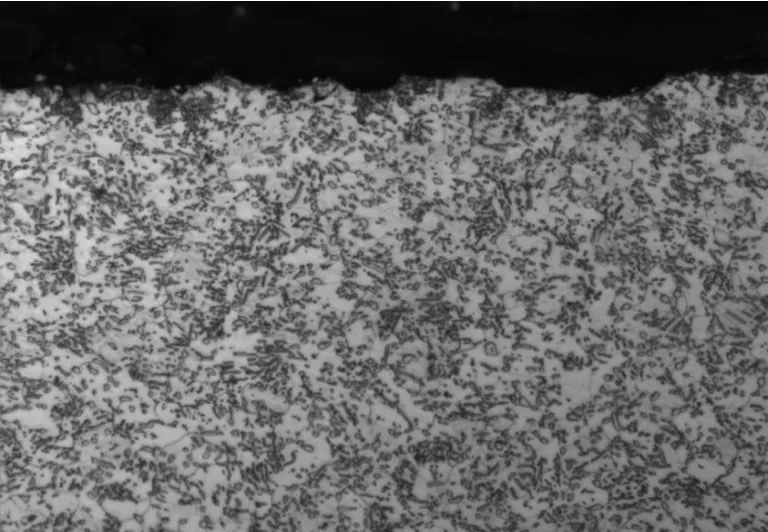
图9 未开裂螺栓杆部表面组织(500X)

图10 未开裂螺栓杆部基体组织(500X)
1.4 冷顶锻试验验证
为了验证螺栓六角头法兰外圈表面出现的45°斜向裂纹及“X”字型交叉裂纹是否与其表层存在的片状珠光体有关,分别取开裂螺栓和未开裂螺栓的杆部进行1/4冷顶锻试验。试验结果表明,开裂螺栓的杆部冷顶锻试验后出现与螺栓生产厂家冷镦时相同的斜向45°开裂,而未开裂螺栓的杆部表面没有出现任何开裂形貌,见图11-1、图11-2。

图11 开裂螺栓杆部冷镦结果

图12 未开裂螺栓杆部冷镦结果
2 分析与讨论
(1)螺栓化学成分符合《GB/T28906-2012冷镦钢热轧盘条》标准中ML40Cr钢的规范要求。
(2)螺栓开裂出现在六角头法兰外圈表面,整个圆周方向均有分布,开裂方向均与螺栓轴向呈45°角,倾斜方向不一致,部分裂纹呈“X”字型交叉形貌。将有裂纹螺栓经15~30%工业盐酸水溶液酸洗后观察,在螺栓六角头侧面与杆部表面均未发现折叠、裂纹等原材料冶金缺陷。螺栓冷镦出现45°斜向开裂,特别是呈“X”字型交叉形貌特征,一般都与盘条表面划伤、折叠等质量缺陷无关,经由裂纹螺栓酸洗检验证实。
盘条表面质量引起的冷镦开裂,基本沿轧制方向分布,表现形式规则,开裂深度、宽度一致,裂口外翻张开,新金属外露严重[2]。冷镦钢经冷镦出现斜向开裂及呈“X”字型交叉开裂形貌,常被认为是组织异常引起。
(3)金相检验表明,开裂螺栓基体组织为球化珠光体,碳化物呈球状,较均匀分布在基体中,整体球化效果较好。但在螺栓六角头法兰外圈表面及螺栓杆部表层均有片状珠光体层,区域深度约为0.12 mm。本次冷镦开裂螺栓,其冷镦螺栓六角头法兰之前的材料为拉拔盘条,冷镦时螺栓杆部没有受到变形作用,基本上仍是拉拔盘条原貌。而杆部表面存在片状珠光体层,说明这是由拉拔盘条带来的。
在相同应力下,球状珠光体裂纹扩展速率远低于片状珠光体,细小均匀、圆形碳化物分布在铁素体基体,使材料耐磨性、接触疲劳强度、抗断裂韧性得到改善与提高。珠光体型的不同显微组织,其冷镦性能从优到劣排列次序为粒状珠光体、索氏体、细片状珠光体、片状珠光体[3]。由于拉拔盘条基体组织为球化效果较好的球状珠光体组织,渗碳体呈球状颗粒,弥散分布在铁素体基体上,塑性较好,冷变形能力好。拉拔盘条表层组织为片状珠光体组织,塑性较低,冷变形能力差,因此深度冷镦容易出现内部变形不均匀,内应力集中,导致开裂。
(4)根据工艺流程分析,开裂螺栓冷镦之前的材料为拉拔盘条,而拉拔盘条是原材料热轧盘条经球化退火后拉拔而来,因此拉拔盘条表层存在片状珠光体组织与球化退火过程有关。ML40Cr属于中碳合金钢,其热轧线材组织为铁素体+片状珠光体,具有这种组织的线材强度、硬度偏高,断面收缩率低,不适合直接冷镦,在冷镦前一般要对盘条进行球化退火处理,得到球状珠光体组织。这种组织硬度低,冷加工时工件变形和开裂倾向小,可提高盘条的冷加工变形能力。
球化退火工艺根据其工作原理,主要分为亚温球化退火、缓慢冷却/等温或周期循环球化退火( 也称为双相区球化退火)、淬火+高温回火、形变球化退火等[4]。大多数螺栓生产厂家均采用双相区球化退火,其原理是将片层状珠光体迅速加热到铁素体+奥氏体双相区,使片状渗碳体快速熔断,然后快速冷却到Ar1点以下保温,使熔断的渗碳体聚集呈球状。采用双相区球化退火工艺时,双相区的保温温度、保温时间及随后的冷却速度对球化组织影响很大,如果球化后出现片状珠光体组织,则可能与球化退火时的保温温度过高或保温时间过长、降温冷却速度过快以及加热时速度过快等因素有关。
若是保温温度过高或保温时间过长,会导致渗碳体溶解,碳化物全部溶解于奥氏体中,在随后的冷却过程中有利于形成片状珠光体组织,而不是球化组织。如果双相区退火后的冷却速度过快,超过临界冷却速度,也会导致在保温时形成的奥氏体向片状珠光体转变[5]。出现两种现象应是盘条整个截面组织球化不良,而非仅表面出现片状珠光体。由此认为拉拔盘条表层出现片状珠光体层应与盘条球化退火时加热时速度过快有关。
(5)球化退火在接近保温温度时,因加热速度过快会产生一定的升温惯性,并出现冲温现象[6]。如果保温温度设定过高,则冲温使温度升至接近奥氏体区,致使表层形成极少量铁素体+奥氏体的状态,奥氏体成分比较均匀化,即使随后温度回落至设定的奥氏体+铁素体两相区,但表层奥氏体仍会保持成分均匀化这一状态,此时冷却后表层就会形成相当于中碳钢完全退火的组织,即铁素体+片状珠光体。
3 结论
ML40Cr钢Φ10 mm盘条生产10.9级螺栓时,在冷镦六角头法兰时,法兰外圈表面出现大量密集性、斜向、“X”字型交叉裂纹宏观形貌。这是由于冷镦用拉拔盘条的表层存在片状珠光体,这种组织塑性较低,冷变形能力差,致使在冷镦螺栓六角头法兰时因变形量较大而出现外圈表面开裂现象,而拉拔盘条表层存在片状珠光体层是由于原材料热轧盘条在球化退火时加热温度过快及保温温度过高而产生冲温现象所引起的。
猜你喜欢
精密成形工程(2023年10期)2023-10-18 02:43:40
山东冶金(2022年1期)2022-04-19 13:40:36
昆钢科技(2022年1期)2022-04-19 11:36:16
装备制造技术(2020年2期)2020-12-14 03:09:30
TMR Modern Herbal Medicine(2020年2期)2020-05-07 10:27:24
安徽冶金科技职业学院学报(2019年3期)2019-09-19 08:21:44
中国铸造装备与技术(2017年6期)2018-01-22 01:50:02
智富时代(2018年12期)2018-01-12 11:51:50
中小企业管理与科技·上旬刊(2016年9期)2016-05-14 22:58:25
上海金属(2015年4期)2015-11-29 01:12:44
