
眼形钩类索具辊锻模具设计与研究
2022-04-29 07:28张体学付善举张来星秦威刘运斌山东神力索具有限公司
锻造与冲压 2022年9期
辊锻是借助辊锻机的一组或多组反向旋转的辊锻模具,使通过的金属坯料挤压产生塑性变形,从而得到所需锻件或锻坯的塑性成形工艺,是成形轧制(纵轧)的一种特殊形式。针对眼形钩类产品,采用辊锻制坯,就是充分利用辊锻连续局部塑性变形的特点,制造预成形坯料,有效降低材料消耗、提升产成品锻造质量,从而降低模锻设备的吨位,进一步降低设备的功耗。
明成祖永乐四年(1406)七月,明廷于交趾(即今越南)发生了历时一年的战争,朝廷派朱能、沐晟、张辅统率官军分道平叛。刘清从征,三次立功。因“从征交趾功,升陕西都指挥使”。[2]
我公司现有各类眼形钩类索具100 余个类别,涉及G80、G100 索具产品500 余个规格,面对公司产品规格种类众多、生产效率低、交货周期长、工人操作负担大的缺点,我们通过对不同规格和类别的眼形钩类索具进行论证和模拟分析,最终确定采用自动辊锻机制坯替代空气锤自由锻制坯,有效解决了生产瓶颈。
从图9中可以清楚地看到流向扰动速度关于方腔对角线是反对称的, 而流向扰动涡量关于方腔对角线则是对称的. 因此, 流场对称性Sd在这对行波不稳定模态的临界处也被打破了. 同样地, 从图9中还可以发现失稳扰动(流向速度和流向涡量)分布在对称的两个主涡区域, 而在对称的二次涡区域没有失稳扰动出现.
辊锻成形设计原理
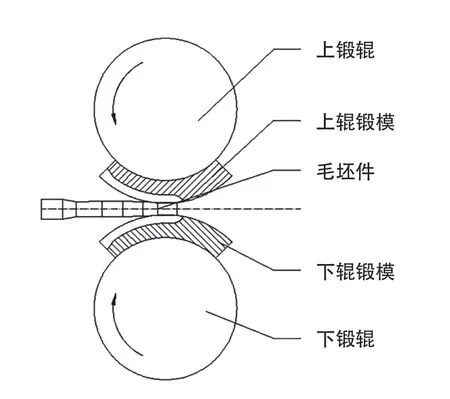
辊锻是在坯料的局部区域,通过挤压使坯料连续变形的塑性加工工艺。加工时,两锻辊的轴心线平行,旋转方向相反,辊锻后根据截面积的变化,使坯料沿径向拔长,如图1 所示。
肩袖撕裂是由肩关节外伤或慢性病变导致的以肩关节持续疼痛和活动功能受限为主要临床表现的一类疾病[1],其中肩袖撕裂大小、脂肪浸润程度以及肩袖撕裂后脂肪变性、肌腱分层改变是影响手术疗效的重要因素[2-4]。随着对肩关节解剖和生物力学研究的不断深入,以及肩关节技术的不断发展,关于肩袖分层撕裂的报道逐渐增多。尽管目前对于肩袖分层撕裂的原因尚不清楚,但是已有部分文献报道分层肩袖的存在对肩袖愈合和功能恢复造成消极影响[4,5]。但是对于如何准确的理解肩袖分层撕裂的生物力学和修复方式的选择至今尚未达成共识。因此,本文拟就肩袖分层撕裂的生物力学、治疗现状及研究进展作一综述。
眼形钩类索具辊锻模具设计
模具设计步骤
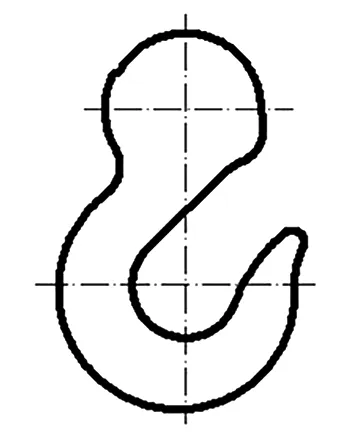
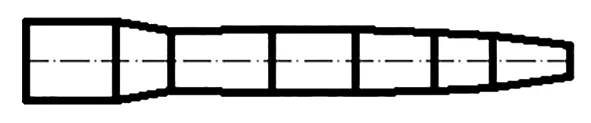
⑴设计产品毛坯图(图2)和坯料预制成形图(图3);
⑵确定辊锻模具所需道次;
F=F
+2KF
n=lnλ
/lnλ
;λ
=F
/F
①截至2010年底,绍兴市登记在册的民营企业为65,000家。65,000×90%=58,500。资料来源:http://epaper.shaoxing.com.cn/ttsb/html/2011-02/23/contoct_488833.htm.
按照毛坯图计算最大截面选定原始坯料尺寸后,按下式确定道次n:
⑸数控加工成形模具及装车验证。
设计毛坯图和坯料预制成形图
λ
=961.6/242.1=3.97;n=ln3.97/ln1.4 ≈ 4.1。
眼形钩类索具是我司特色产品,普通锻造材料利用率低,坯料在模腔放置不稳定,容易出现撕裂、缺材、断裂等缺陷。因此,通过采用辊锻制坯,有利于一次成形,以达到省力锻造和提高材料利用率的目的。
然而胡塞尔始终认为:“这个共同的、客观的世界是被设想的,它是被我与他人所意识到的,但它不是被我体验到的,因为它隐含着对没有真正被体验到的和无法真正被体验到的、而是被他人体验到周围世界。”(转引自耿宁2011:10)这决定了交互主体性语境下,译者无法像作者本人那样领会原作的完整意义,读者同样也无法完整领会译作。在翻译的实际操作层面,所谓爱的共同体和译者三级交互是终极目标,只是理论上的存在,但译者交互隐形所强调的主体交互正是限制译者过度发挥主观能动性的无形尺度。据此,我们进一步探究译者交互隐形对译本呈现的尺度价值,继而提出译者交互隐形梯升度。
式中:F
为锻件横截面积(mm
),F
为飞边槽横截面积(mm
),K 为飞边槽充满系数。
2.2.4 腹部双合诊 尽管作用有限,腹部双合诊被推荐为肿瘤临床评估的一环,除非肿瘤很小或明显为非侵袭性[5]。双合诊通常在麻醉下、患者准备前进行,并在电切结束后重复。电切后固定或持续存在的肿块提示肿瘤局部进展可能。电切后腹围增大或饱满则提示腹膜内膀胱穿孔可能。
辊锻模具所需道次确定
⑷各道次模膛设计和纵向尺寸计算;
⑶选择辊锻模膛系;
式中:λ
为总延伸系数;λ
为平均延伸系数,通常为1.4 ~1.6;F
为原坯料截面积;F
为辊锻件最小截面积。
本次采用的坯料直径为35mm,截面积F
为961.6mm
,锻件最小截面积为242.1mm
,代入公式可得:
两组患者同样采用黄体酮进行治疗,(湖北葛店人福药业有限责任公司,国药准字H20066109)。在剂量方面两组存在区别,观察组病人采用高剂量:每天入睡前用药一次,剂量为200毫克,连服10天后停止用药,之后监测病人的出血状况,并于月经结束后三天回院复诊。对照组采用低剂量组:每天入睡前用药一次,剂量为100毫克,连服10天后停止用药,之后监测病人的是否出血及出血量,之后在月经结束后三天回院复诊。
根据毛坯图,绘制坯料预制成形图,坯料的每个横截面面积F 按下式确定:
通过计算,最终确定道次为4 是最适宜和最经济的,道次排列示意图见图4。

选择辊锻模膛系
辊锻模膛系的选择要满足以下要求:
⑴满足模锻对辊锻件截面形状的要求;
此次研究中,24例患者均出现软组织肿胀,踝关节间隙狭窄与正常间隙分别为6例与18例。其中踝关节面骨质破坏6例,面骨质破坏:胫骨远端后缘关节与距骨关节面的比例为1:3;面骨质破坏:胫骨远端关节与距骨穹隆关节面和比例为2:3,下胫腓关节内软组织肿块形成共9例;24例患者中,距骨穹隆部关节软骨大程度变薄、信号不规律且杂乱,为12例;胫骨远端关节骨质出现变薄,为6例;合并距骨骨髓水肿发生,为8例;距骨关节软骨下骨、胫骨远端软骨下骨质破坏分别为5例与3例。
⑵根据价格和供货情况选择截面为圆形、方形或矩形等的材料为原始坯;
⑶应保证毛坯在模膛中有良好的稳定性。
根据我公司常规采用的热锻用材料,基本都是圆钢棒料,因此,决定采用圆形模膛系。
各道次模膛设计和纵向尺寸计算
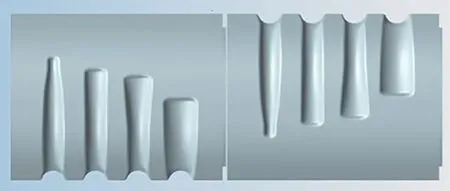
根据不同产品规格所需棒料的截面积、变形量和延展系数,我们可以确定每一道次模膛的截面积和长度。形状和尺寸确定后,基于三维造型软件对模膛截面进行参数化设计,对各道模膛建立实体特征。通过UG 软件做出初次模具造型,经模拟软件对整个加工过程模拟,可以初步发现各种缺陷发生位置及失效形式,从而通过优化控制成形产品的质量。
通过坯料在辊锻进程中模拟分析,我们发现第二道次容易出现飞边,经分析原因,由于第二道次设计的斜度较小,坯料在灌满模腔后出现溢出,从而形成了飞边。通过模拟,逐项修改模具截面积和模具角度,最终辊锻模具设计如图5 所示。

数控加工成形模具及装车验证
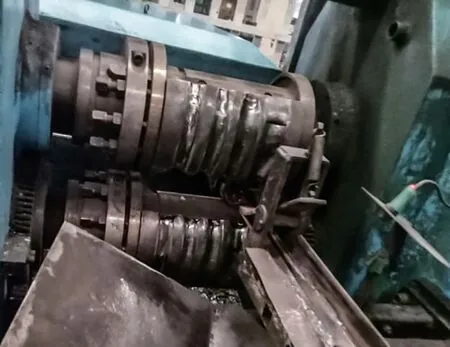
对模拟定型的模具造型,通过数控铣加工成最终的辊锻模具,经热处理后安装到自动辊锻机上试车,见图6。
通过实践验证,辊锻机制坯较为理想,坯料各尺寸符合设计要求,后续通过加工工序生产出来的产品完全符合图纸要求,锻件无缺材、折叠、断裂等缺陷,同时材料利用率提升约5%,进一步降低材料成本。

结束语
通过本次眼形钩类索具辊锻模具设计,公司实现了辊锻模具从无到有。实践表明,眼形钩类索具采用辊锻制坯,生产效率高,辊锻机生产频次快,可以连续工作,能与压力机、模锻锤相结合,适宜大批量生产,能有效减少压力机和模锻锤空行时间。辊锻制坯形状更精确,材料利用率更高,有效降低材料消耗、减少人工成本。产成品锻造质量好,锻件径向纤维组织完整,有效减少毛坯的折叠、断裂、缺材现象。产品强度大,耐疲劳寿命高。辊锻机采用转动静压力,冲击、振动和噪声小,符合环境保护要求。因此,利用辊锻生产眼形钩类索具,是一种经济、高效、环保的新型锻造生产方式。
猜你喜欢
运动精品(2022年1期)2022-04-29
医学食疗与健康(2022年3期)2022-04-23
中国应急管理科学(2022年1期)2022-04-18
保健与生活(2020年13期)2020-07-24
扬子江(2019年3期)2019-05-24
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
老友(2018年8期)2018-09-03
滇池(2017年5期)2017-05-19
哈尔滨理工大学学报(2016年2期)2016-09-12
