
3500t 高速锻造自动化生产线模具裂口失效探究
2022-04-29 07:28高阳军宝鸡法士特齿轮有限责任公司
锻造与冲压 2022年9期
3500t 高速锻造自动化生产线是我公司2005 年从德国米勒万家顿公司引进的世界一流的锻造自动化生产线(图1),设计最高生产节拍25件/分钟,上料、加热、锻造和余温热处理均是自动化控制。采取闭式锻造工艺,分5 个工步实现锻件成形:预镦粗→镦粗→预锻→终锻→冲孔。如图2 所示,模具冷却方式为自动喷雾,介质是水与脱模剂为一定比例的混合液。


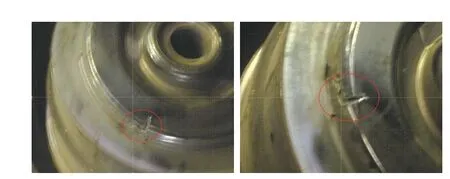
实际生产中,陆续发现有些锻件品种模具寿命未达到正常值,主要失效形式为模具裂口(图3)。平均约1500 件出现裂口,约2500 件模具报废,严重时约300 件出现裂口,约1200 件模具报废。
失效原因查找
第一步,调取模具钢材的进货理化检验记录和热处理理化检验记录,并且对失效模具打硬度核验,均未发现明显异常情况。
第二步,经过对现场失效模具裂口形状、大小和深度等的仔细观察,发现裂口高度疑似经过高温高压气体的切割逐渐形成。
此次大会内容涵盖智能物流、云计算、大数据、机器智能、物联网(IoT)、区块链等一系列前沿科技领域。云南电网“云电智云”平台作为推进电网企业大数据应用研究的前沿科技,在大会亮相。
读书少或未读书者,尽管妆容精致、珠光宝气,却无论如何也掩盖不住他们“金玉其外、败絮其中”的空洞和肤浅;而读书多的人虽更加青睐于淡妆素服,但他们的一颦一笑、一举一止却无不透露出“清水出芙蓉,天然去雕饰”的自然美,这正是苏轼的那句“粗缯大布裹生涯,腹有诗书气自华”能深入人心的原因。所以,读书的过程,就是不断修葺和充实自己灵魂的过程。
第三步,借助CAD 简单将终锻上下模具及预锻热毛坯装配后(图4),发现此处虽然有约1.9mm 高度的密闭空间,但有排气孔,设计上没有问题,但实际生产中此处模具裂口明显,需借助Deform 模拟软件再仔细分析。

依照试验性改进成功的经验,我们又对其他有问题的模具进行了一一改进,目的是使新的热锻毛坯进入问题工步时,与模具左右最近的两个排气孔之间不会形成独立密闭空间,改进方式如图10、图11 和图12 所示。

分别对失效模具一、二、三、四进行改进,效果非常好,模具寿命平均达到1.5 万件,且模具再未出现裂口失效现象。节约模具成本的经济效益明显(表1),并且确保了锻件的外观质量,避免了后续返修问题锻件时人力和物力的浪费。


根据以上分析结果,制定改进措施,首先试验性地对失效模具一的上一道预锻模具进行修改,目的是使新的热预锻毛坯放入终锻型腔锻打时,终锻上模轮辐面首先接触热预锻毛坯轮辐,左右最近的两个排气孔之间不形成独立密闭空间,锻造时产生的大量高温高压气体可以从排气孔或上下顶杆与模具的间隙、分体模具之间的间隙顺利及时地排出去,如图9 所示。对失效模具一的试验性改进方案在现实验证中效果非常成功,模具寿命达到1.5 万件,且再未出现模具裂口失效现象。
2.运用问题情境教学,提升学生的自主学习能力。教师可充分抓住教材中简单易懂的概念和定义,直观、具体的图片、资料及STSE问题等设置问题情境,调动学生热情参与,变“要我学”为“我要学”,使学生摆脱对教师的依赖。如教学“原子的构成”时,教师可设置问题让学生自主学习:(1)原子由几部分构成?分别是什么?(2)原子核由哪些粒子构成?这些粒子有哪些相同点和不同点?(3)原子核居于原子中心,它的体积如何?占据很大空间吗?(4)原子核和核外电子都带电,那么整个原子也带电吗?为什么?
改进措施
第五步,综合以上信息详细分析如下,由于3500t 高速锻造自动化生产线的生产特性,滑块到上死点的一瞬间,喷淋系统将快速伸入到5 个工步的上下模具之间并对上下模具喷涂大量脱模剂与水的混合液约1 秒钟。大量冷却液(脱模剂与水的混合液)的及时喷涂,既可以保证热锻件脱模及顶出的及时稳定,也可以保证模具的工作温度稳定在一定的低温范围,以防止模具因短时间内温度急剧升高而提早发生严重磨损或打塌变形而报废。总之,大量冷却液的及时喷涂是保证高速自动化锻造顺利运行的重要手段,不可或缺。锻造中每个工步的热毛坯(温度约1150 ~1200℃)与模具(工作时温度约200 ~300℃)高速接触,可瞬间将冷却液转化为高温高压气体,特别是在独立密闭空间内的冷却液转化的高温高压气体无法沿排气孔顺利排出,最终高温高压气体将作用于热模具,对其造成切割破坏。

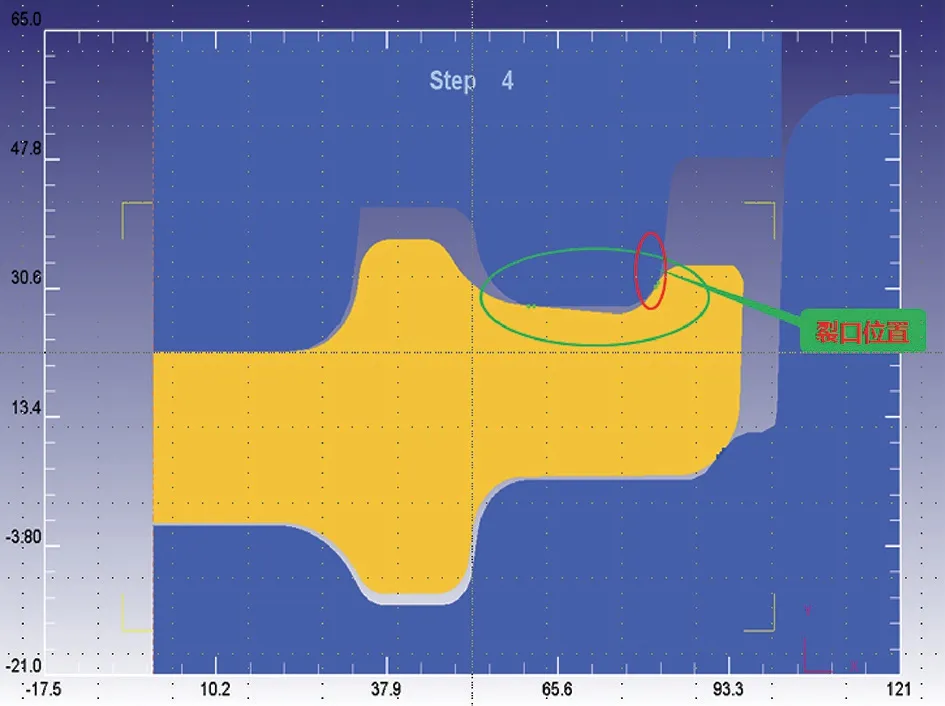
第四步,通过Deform 模拟并仔细观察,当终锻成形模拟运行至16 步时,终锻上模轮辐两侧圆弧已与热预锻毛坯率先接触,并在左右最近的两个排气孔之间形成独立密闭空间,如图5 所示。
经过近60年的发展,临床营养支持已从纠正营养不足的辅助治疗方式转变为一种主要或次要的治疗方法。营养支持不再停留在基本的营养物质补充,而是维持和修复组织器官的结构、功能,增强免疫,调控内分泌,从而改善患者病情,提高临床疗效。肠内营养制剂 (enteral nutrition preparations)作为营养支持的重要途径,其优势不断展现,使用率显著增加,在 “肠道有功能且能安全使用”的情况下,被视为首选[2]。


改进效果
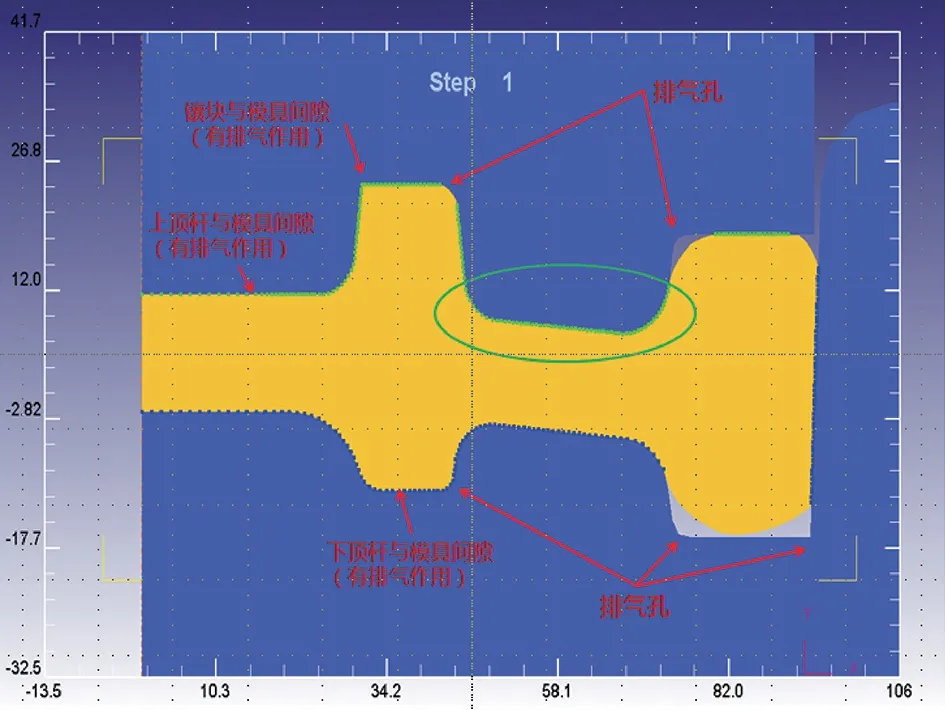
通过对另外几个异常裂口模具的Deform 模拟成形分析发现,在锻造的过程中也存在热毛坯与上下模具左右最近的两个排气孔之间形成独立密闭空间的现象,如图6、图7 和图8 所示。

改进总结
⑴为了维持3500t 高速锻造自动化生产线的稳定运行,会喷洒大量的雾状冷却液,但当喷雾装置有故障时,例如气阀故障(上下模喷雾气阀无气或下模喷雾无气),水阀故障(上模喷雾水阀不喷,下模喷雾水阀长喷,或上下都长喷),脱模剂阀故障(上模喷雾脱模剂阀不喷,下模喷雾脱模剂阀长喷,或上下都长喷等),都会造成水或水与脱模剂的混合物在热坯料低凹处残留的更多,并且有时上模也得不到及时润滑冷却,温度升高很快,改进前的模具更容易被高温高压气体切割破坏。
⑵高温高压气体作用于热模具,对其造成切割破坏,那么为什么没有切割热锻件,只切割了模具,后来总结,热锻件(温度约1150 ~1200℃),具有极高的塑性,模具温度(工作时温度约200 ~300℃)不允许其有塑性。高温高压气体同时作用于热锻件和热模具,因热锻件具有极高的塑性,切割痕迹会自我修复,反观模具因其必须保证相对低温状态来确保其硬度,不允许其温度急剧升高而有一定塑性,高温高压气体切割模具的小裂口不能自我修复,随着锻造成形工作的继续,极微小裂口会慢慢延伸扩大,直至模具报废。
⑶实践证明本次改进是成功的,且效果非常明显,可以说是“药到病除”,后续经过长时间的观察验证,3500t 高速锻造自动化生产线再未出现此类模具裂口失效问题,此次改进也得到了集团公司材料理化中心热成形组锻造工艺室相关设计人员的认可,并下发更改图纸。
结束语
此次3500 吨高速锻造自动化生产线模具裂口失效问题的成功解决,为3500t 高速锻造自动化生产线模具设计提供了细节注意点,改进后锻件外观质量得到提高,也大大节约了模具费用。
猜你喜欢
锻造与冲压(2022年5期)2022-03-23
英才(2022年2期)2022-03-21
信息技术时代·下旬刊(2020年5期)2020-09-10
锦绣·上旬刊(2019年5期)2019-10-21
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
广东造船(2017年6期)2018-01-29
中国绿色画报(2017年7期)2017-08-02
世界汽车(2017年4期)2017-04-14
科技与创新(2015年3期)2015-03-31
