
Overview of current design and analysis of potential theories for automated fibre placement mechanisms
2022-04-28 03:39:04WuxingZHANGFeiLIUToJIANGMinghuiYIWeiqingCHENXilunDING
Chinese Journal of Aeronautics 2022年4期
Wuxing ZHANG,Fei LIU,To JIANG,Minghui YI,Weiqing CHEN,Xilun DING,*
a School of Mechanical Engineering and Automation, Beihang University, 37 Xueyuan Road, Beijing 100191, China
b Ningbo Institute of Technology, Beihang University, Ningbo 315832, China
c Beijing Weixing Manufacturing Plant Co., Ltd, Beijing 100191, China
KEYWORDS Automated fibre placement systems;Sub-mechanisms;Structure design;Layup performance;Theoretical foundation
Abstract Automated fibre placement (AFP) systems have successfully intensified the demand for high-quality composite component manufacturing in both the military and civilian fields.One of the main elements of these systems is the AFP mechanism for accomplishing individual fibre delivery,clamp/cut/restart (CCR) and the consolidation process, and it consists of several functional submechanisms presenting strong coupling relationships and motion sequences. This review aims to summarize the development of AFP mechanisms and the associated research achievements and provide insight into the research challenges in promoting innovative design in such mechanisms. The systematic development of AFP systems is reviewed in detail, and subsequently, engineering tendency and the general principle of AFP mechanisms are introduced. Focusing on the mechanism design of AFP sub-mechanisms, including the creel assembly CCR and compaction mechanisms,the mechanical schemes as well as the AFP process parameter control are discussed. To improve system reliability and fully optimise AFP mechanisms, the essential theoretical foundation for AFP mechanisms are provided. It is believed that this attempt will help to change the design and optimisation of similar complete mechanisms. Based on the reviewed research, overall remarks and perspectives are presented to serve as a guide for exploring the possibility of novel easy-touse and cost-effective integrated AFP applications.
1. Introduction
Advanced composite material,such as aramid,carbon,natural and glass fibre-reinforced plastics, attracts researchers and engineers in the past few decades.Among them, carbon fibre reinforced plastic is currently one of the most widely used and competitive materials in the aviation, automotive, and infrastructure fields. It promotes a cost-effective approach for composite manufacturing process.
The early approaches for composite manufacturing processes were manual lay-up, then consolidated and cured in an autoclave. For some complex parts, although the hand lay-up process has better compatibility than the other process,it leads to time-consuming, and the production quality depends on the experience of the technicians, which increases the manufacturing costs.Therefore, numerous studies have been conducted on developing composite automated manufacturing processes while improving manufacturing devices and technologies to achieve new flexibility, multifunctionality,and increased efficiency. Automated tape laying (ATL) and automated fibre placement (AFP) are currently the two major automation technologies for producing large composite components, and these automated processes significantly reduce labour-intensive activities and enhance manufacturing efficiency.AFP technology uses the advantage of individual fibre slit control to create a variable-width fibre band,allowing the production of more complex surfaces with higher precision improvement and lower material wastage than ATL processes.
Researchers have systematically shown the development of composite manufacturing technologies and innovative explorations, and detailed discoveries and perspectives have been comprehensively addressed from 1997.Grantprovided a general review of ATL, AFP and winding machine processing and pointed out the trend for affordable composites automation. Dirk et al.focused on the prepreg layup development of AFP and ATL, compared and presented the constraints and limitations on the capability of the machine;Frketic et al.reviewed the existing automated additive manufacturing processes for fibre-reinforced polymer composites,mainly additive manufacturing technology. Besides, for this technology, the extensive research literature is available for various types of optimisation purposes. However, less attention is paid to reviewing the mechanisms and mechanical structures, and research improvement associated with AFP systems, significantly affecting the composite forming quality. Multisensors, adaptive mechanisms based AFP mechanisms are implemented to realise system functions and mainly affect produce an effect on the moulding performance and are essential for maximising the efficiency of AFP systems.
In this regard,this review first presents the historical development of automated composite manufacturing techniques to highlight the trend of AFP mechanisms and then discusses current industrial applications that combine the advantages of current composite manufacturing technologies with approaches.This paper subsequently presents the structural design of AFP mechanisms and the critical process parameter control of AFP,including minimal fibre length,tension, and compaction force, in comparison with ATL and other technologies. The potential research areas and optimisation methods, such as metamorphic mechanism theory and layout design,for which further study is required are discussed.Finally, the general perspectives on the research interests of AFP technology are concluded.
This review mainly presents the existing AFP mechanism design concepts and related technologies employed for composite manufacturing. Owing to the demand for specific individual requirements or customised functions, particular focus is placed proposing the innovative design and optimisation methods to improve the efficiency of the AFP system design process, while maintaining aerospace-grade quality. Some examples are the modular design and adaptive manufacturing processes to achieve integral manufacturing with reduced human-machine interaction.
2. Development of automated fibre placement systems
AFP, ATL, filament winding (FW), and resin transfer moulding are generally used for fibre fabrication. Firstly, the FW machine was developed in the 1940s and successfully used for rocket motor cases. Subsequently, ATL emerged for some military programs such as missile shell manufacturing in the late 1960s.
After developing the aircraft industry and advanced composite materials, the AFP process concept was proposed to alleviate the issues of the FW and ATL processes in the late 1970s.Concurrently,the advances in fibre reinforcement manufacturing have successfully promoted the development of AFP system manufacturers and provided significant benefits economically and in the mechanical properties.First,Hercules Aerospace (ATK) and Cincinnati Machine, which are American manufacturing companies, started to develop their AFP systems in-house in the early 1980s. Since then, several manufacturers and institutions have become majorly involved in developing AFP systems, including Automated Dynamic,MAG Cincinnati, Ingersoll Machine, Electroimpact Inc.,ATK, and Accudyne from the USA, MTorres from Spain,Mikrosam from Macedonia and Coriolis from France. Some production systems are shown in Fig. 1.Automated Dynamic Cooperation and Coriolis provide AFP systems with up to eight-bundle fibres in industrial robots to conduct research and design studies for institutions and universities.Cincinnati, Ingersoll, Accudyne, ATK, MTorres and Mikrosam mainly adopt CNC machine tool technology to meet the industrial demand, such as wing stringers, fuselage section,panels and pressure bulkhead manufacturing for aircraft programs and automation. Electrompact, MTorres, Automated Dynamics and Coriolis, in particular, exhibited several types of systems based on the modular design method with a high degree of integration. Compared with ATL systems, AFP systems are used to manufacture more complex curved surfaces and small structures by applying 1,2,4,12,16,24,or 32 individual slit prepreg fibres(generally with a width of 0.125-0.500 in), or customized by customers.Most AFP systems can deposit composites at the rate of 60 m/min(few can even reach 75 m/min), with adjustable temperature and compact force control.
Regarding dexterity and cost-effectiveness, although AFP systems with industrial robots offer solutions for modular equipment compared to gantry units, while the capital expenditure of an AFP manufacturing process remained high.Another approach to reducing the cost of production incurred by engineers is to enhance productivity and functionality after meeting the requirements.For instance,Izco et al.developed an AFP machine that can clamp, cut and restart (CCR) any single fibre tow at high speed, resulting in a remarkable increase in productivity higher than 45 kg/h this machine is commercially available. Additionally, researchers in Italy designed an innovative tape placement with two compacting rollers to realise alternative deposition movement and the system can continuously lay up the variable thickness structures.Raspall et al.proposed integrating additive manufacturing and AFP technologies to achieve high productivity and facilitate research on both processes. Addcomposites Companyalso started to develop AFP tool heads in 2017,exploring AFP and 3D printing convergence or combining multiple processes into single automated tools to minimize the cost as low as possible. However, this approach has not been studied of providing a robust paradigm for applying to the mechanism design of AFP systems.
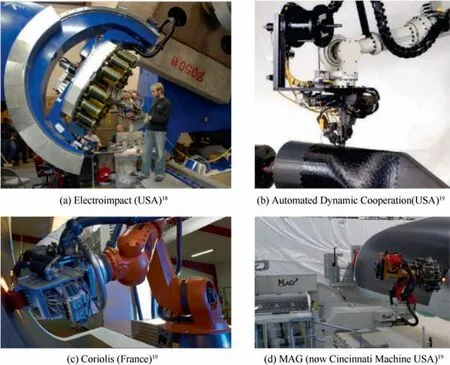
Fig. 1 Several well-known AFP systems worldwide.
A typical AFP system typically includes an AFP mechanism, computer-aided manufacturing (CAM) software and a moving platform (generally an industrial robot,as shown in Fig. 2(a), which can be a gantry, column configuration machineor customized design).CAM technology is used for trajectory planning and fibre path generation.Based on the generated path in AFP systems, a machine manipulator delivers the AFP mechanism to a deposit fibre tow, and the mechanism is an essential module to accomplish independent fibre delivery and process parameters control for fibre layup. For a single fibre movement, as illustrated in Fig. 2(b), bobbins are rotatably installed on support to supply fibre tows, called as creel assembly. The actuator of a bobbin applies a drag force to maintain the tows in constant tension through the bobbin’s actuator.Each tow from the creel assembly is individually driven over a redirect roller,tension measurement device,and CCR mechanism. Here, the CCR mechanism can cut,clamp and restart each tow,and this capability can realise laying each fibre along a curve at its own speed and allow flexible changes to the bandwidth, called as ‘fibre steering’. Currently,the movement coordination of this part following a specific constraint is important for achieving a stable cut and retrieve,as shown in Fig. 2 (c). With the increase in the fibre layup speed, the fibre cut quality typically decreases and influences the quality of the moulding part. Subsequently, these fibre tows are collimated into a single band and laid onto a mould surface by heating and compaction mechanisms, with high consistency and reliability. After laying down the fibre band along a course,the placement mechanism is positioned for initiating of the next fibre laying.
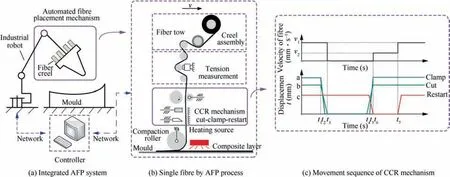
Fig. 2 Schematic process of AFP system.
Consequently, the AFP manufacturing industry primarily involves the mechanical design, essential process parameter control, and laying trajectory planning technologies.When AFP systems place 1-32 separate fibres,the functional mechanisms are coordinated to supply independent fibre with individual feed speed and tension control-forming composite parts. The above discussion of the functional mechanisms in an AFP process indicates the complexity of the problem,including multiple freedom degree, multiple actuators control and complex coupling constraints. The mentioned modules and their interactions must be clearly understood, performed,and implemented to describe an AFP process.
3. Automated fibre placement mechanisms design
3.1. Primary structural design of AFP mechanisms
The main element in a fibre placement system is the AFP mechanism when manufacturing composite parts. The mechanism is programmed to contact the mould surface and deliver composite tows with low tension and sufficient compaction pressure at an appropriate temperature. The earliest approaches for developing AFP mechanisms,were devised given the considerable problems of the existing ATL mechanisms and FW machines encountered by the end-users and research labs. In 1974, Goldsworthyproposed a compositetow placement mechanism with a path length compensator,which had the potential to compensate for the limitation of tape placement head, such as tension maintenance and compounding a curved surface tow laying. Pughproposed an advanced variable strand dispensing machine in its early development stages for AFP,utilizing a novel clamping and cutting mechanism and a pre-compaction roller in 1986.It was slightly improved by Wisbeyby introducing a multi-tow fibre placement mechanism capable of full-fibre band cutting, clamping,and restarting.Subsequently,Vanigliasuccessfully optimized the AFP mechanism with a gantry unit that provided individual composite strands supplied at independent laying rates and individual control, including clamping, cutting and restarting.Many variations of these mechanisms and processes are being adopted by manufacturers such as MAG, Ingersoll, and ENGEL, as well as in numerous other industrial fibre placement systems.Based on the single-fibre tow transmission illustrated in Fig. 2(b), an AFP mechanism is divided into four sub-mechanisms: creel assembly, CCR mechanism, compaction mechanism, and auxiliary facilities, which are discussed in this section. The state-of-the-art in these corresponding modules is comprehensively concluded.
3.1.1. Creel assemblies
Creel assemblies are designed depending on typical composite materials. Materials for AFP processes are mainly classified into three types: (1) thermoset fibres, (2) thermoplastic fibres and(3)unsaturated dry fibres.For creel assemblies,two different arrangements are mostly used independentand combinedarrangement. Compared with thermoplastic and unsaturated fibres, thermoset fibres have a finite shelf life,specific storage requirements, and low viscosity.Therefore,thermoset fibre spools with bobbins are placed in a clean,closed air-conditioned creel assembly at a low positive temperature to extend the storage life. Thermoplastic fibres do not need to be kept in the cooled cabinets; hence, they are relatively easier to handle. Dry carbon fibre coils sometimes need to be stored in a closed cabinet to avoid tracking dust and humidity variation.
To addressed the above problems,a creel assembly is separately mounted on a cradle, and a redirect mechanism is provided between the creel assembly and the AFP mechanism,which is traditionally used for more than 16 fibre tows.Similar to the ATL system layout,for example,Borgmann and his co-researchersdesigned a fibre band delivery mechanism to maintain the tension and movement of fibre band from creel assemblies to a presser member. Overall, mounting a creel assembly on an AFP head would shorten the transmission path,and in this type of modular AFP heads,the creel assembly can quickly be rapidly interchanged,such as Electroimpact Modular AFP system and the Ingersoll Mongoose series.
An independent arrangement of a creel assembly results in a high lay-up speed and precision because of the weight reduction of the AFP head; however, it involves complex maintenance and fibre guidance, such as Coriolis C1 and C2 and the Ingersoll Lynx series. Additionally, a sufficient distance is required between the coils and the compaction roller to eliminate any false twist arising from the winding of the coils. A passive tension regulation is typically added in creel assemblies.Furthermore, a creel’s servo motor can increase fibre placement speed, placement accuracy, fibre tension control,and critical build reliability, compared to servo pneumatic creels.
3.1.2. CCR mechanism
Many approaches explored so far have been concentrated on the AFP mechanism’s core functional assembly of AFP mechanisms, i.e. CCR mechanism, achieving individual control for each fibre strip, mostly learned from ATL systems. The operations of a CCR mechanism are performed in a strict sequence,as shown in Fig. 3(a).
Generally,a clamping block is fixed with a blade and driven by the same actuator to ensure the movement sequence and reliability. One such system was proposed by Wisbey.He designed one-degree freedom (1-DoF) fibre guide assembly,similar to a crank-slider mechanism, which is actuated by a pneumatic cylinder to clamp and cut a fibre band. Subsequently, the cutting end can be resent to the laydown point by a drive gear.Vanigliaintroduced a pneumatic driver-connected crank bar with a knife and a block,activated to shear a tow and pinch the cut end of a fibre tow. A schematic of the corresponding mechanism is displayed in Fig. 3(b).Izco et al.also proposed utilizing a rotary system as a critical technology to CCR by a rotary actuator to increase productivity. A piston-cylinder or an ultrasonic transducer assembly with a blade directly cutting fibre tows is shown in references.The distance between the knife blade and the compaction roller,i.e.the‘minimal fibre length’,should be reduced to increase the quality of the cutand layup precision.
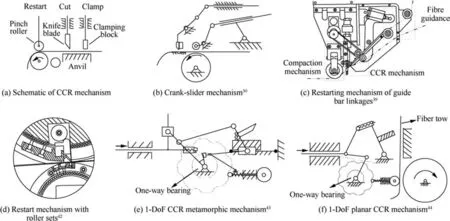
Fig. 3 Typical CCR mechanisms.
Another example is shown in reference,wherein two CCR activation systems are arranged on the same side, allowing bundles to be cut maximally close to the compaction roller as possible. For the restarting mechanisms, guide bar linkages are commonly introduced,such as the one shown in Fig.3(c).Tingleyproposed an additional roller apparatus for accelerating the end of restarting a tow to match the speed of the compaction roller which is rapid and efficient on-thefly without any lag times.Furthermore,considering the latency value, a method with a time-based tool path is proposed by Oldani and Jarvito perform a high-speed operation of cutting or adding tows.
Moreover,based on the coupling mentioned above the relationship between cutting,clamping,and restarting,as depicted in Fig.2(c),some researchers investigated and designed particular mechanisms with a reduced number of motors to realise these functions. Vanigliademonstrated a roller set with gear pairs carrying two cutters and clamping zones for an AFP machine which can press a fibre to a restart pinch roll assembly, as presented in Fig. 3(d).Additionally, many new mechanical theories are used in CCR mechanisms, for instance, e.g., 1-DoF metamorphic mechanismswere designed to allow a motor to accomplish the motions of the CCR mechanism in an appropriate sequence, shown in Fig. 3(e)and (f).The above typical CCR mechanisms are further listed and summarized in Table 1.
Theoretically,the design of CCR mechanisms is determined by the actuator mode. Linkage mechanisms and direct drive modes are generally applied to linear actuators such as pneumatic cylinders with high reliability; however, they involve complex drives and increase the overall AFP volume, weight,and maintenance cost. Conversely, the movements of CCR accomplished by a single actuator improves the actuator efficiency but decreases the system reliability if a mechanical failure occurs. Extensive mechanism design concepts and structural optimisation remain fundamental to establishing a paradigm for realizing modules combination freely. More research is considered necessary to achieve excellent performance for these functions and involves various theories of modern mechanisms, and configuration synthesis is required.
3.1.3. Compaction mechanism
Following the delivery of fibre tows via an AFP head,the compaction setup plays an essential role in the composite consolidation process and affects the interlayer/ intra-layer porosity content. The early developmentwas for designing pneumatic cylinders and compact segments within a flexible roller.For example,for the AFP mechanisms were established inthe compaction mechanism with a flexible outer layer can provide a linear stroke length and manufacture of stiffening structures with complex curved parts, as shown in Fig. 4(a)-(c).Steeg et al.developed a thermoplastic fibre placement with an adaptive compaction roller to compensate for the slight angle deviations between the mould surface and the compaction roller. A plurality segmented roller with a springwas designed to compensate for the compaction pressure when moving over a moulded edge, as shown in Fig.4(d).Alliant Techsystems Inc.developed a compaction roller with an elastomeric bladder to balance the independent segments, conforming to complex-shaped surfaces, as shown in Fig.4(e).Another type of compaction arrangementsimilar to a series elastic actuator, as shown in Fig. 4(f),is employed as a buffer to realise stable compression. Furthermore, a placement head with a single roller may lead to voids in the upper layers of laminatesowing to the insufficient compaction.
Thus,multiple roller mechanismsare commonly investigated to consolidate thermoplastic composites and are also advantageous for enhancing close intimate contact and accomplishing out-of-autoclave processes.For example,Oldani from Ingersoll Machine Toolsinvented a secondary compaction arrangement directly controlled by a pneumatic actuator to complete post-pressing fidelity and enhance tackiness at an acceptable feed rate.Sorrentinointroduced a fibre placement cell, including an integrated deposition system with two com-paction units to realise alternate bidirectional laying for variable-thickness structures without a cutting mechanism. Zacchia et al.presented the design guidance for calculating a hard compaction roller profile curvature, affecting the stress distributions. A force/torque sensor measures the forces and torques of a nip point,and the obtained data are used to analyse and control the bonding degree. Considering the simple,compliant,and low damping characteristics of pneumatic actuators,Alici et al.studied the compaction force of a pneumatically actuated AFP mechanism and established a mathematical model to achieve a sufficiently accurate dynamic behaviour of pneumatic actuators. Ojeda et al.proposed a hybrid control method based on the finite element analysis of the compaction pressure for industrial robots to improve the process accuracy.
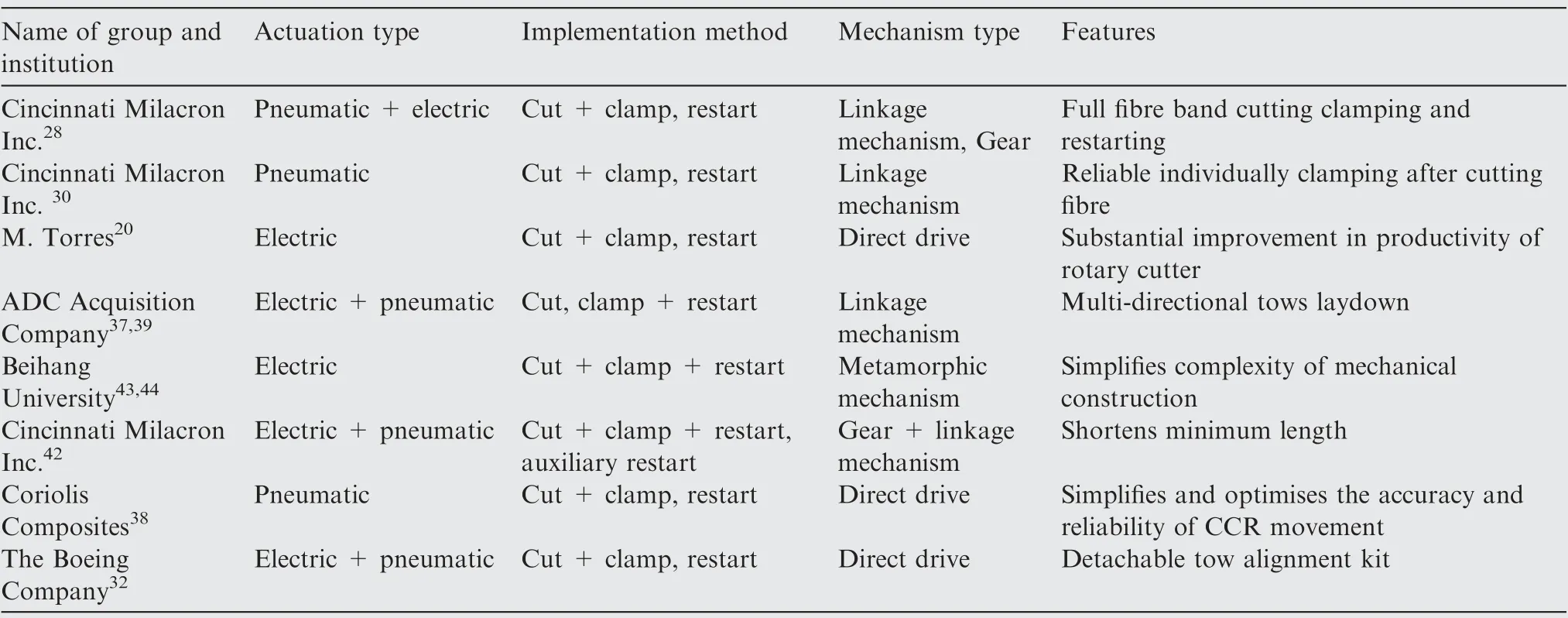
Table 1 Review of CCR mechanisms and design approaches.
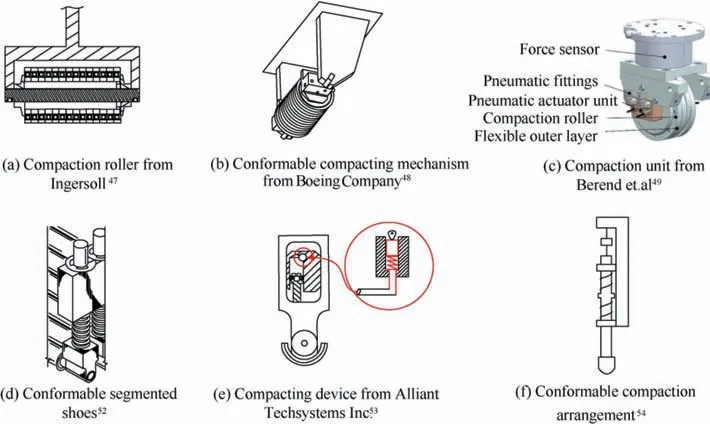
Fig. 4 Typical compaction mechanisms.
In principle, selecting the roller material also affects the thermal transformation and the final consolidation process.Rigid materials, such as steel, were first commonly used with compliant unitscompactable for complex surfaces,resulting in a smaller contact area and a reduced consolidation temperature. Meanwhile, steel has excellent heat conduction and has become the most commonly used material in thermoplastic composites to maintain a high consolidation temperature and cure completely (called autoclave curing). For thermoset composites, the compaction roller used here compacts a fibre to the previous layer or mould and also reduces the porosity content.Furthermore, compared to a rigid roller,a flexible roller has a more uniform laying pressure, and the fibre can be easily conformed to a complex mould surface.The roller flexibility should be carefully controlled because it may affect the fibre tows when passively releasing energy.Thus, the compaction mechanism should be reconsidered and innovated based on manufacturing and innovative mechanical design theory to achieve precise force control.
3.2. Auxiliary facilities and significant parameters control
Excluding those mentioned above three critical submechanisms, the development of auxiliary facilities and essential process parameter control should also be considered as a fundamental step when performing innovative design and optimisation of AFP mechanisms. For example, the composite material manufacturing process using an AFP head involves heating the input prepregs with an appropriate tension force and consolidation under pressure, developing close contact and all mechanical properties.Firstly, fibre tension control is an essential factor to avoid fibre bridging, misalignment,and buckling. Excessive tension will reduce product strength,and the bridging will reduce the bonding strength, whereas,insufficient tension will decrease the fatigue resistance of the performs.Furthermore,excessive tension fluctuation will cause mechanical heterogeneity in the final product.Given the problems mentioned above, the technology of the tension control used in the winding processes is investigated. Fibre tension can be measured by a tension sensoror a tension observerwith a fast dynamic response.Regulating devices,such as actuators and brakes, can directly compensate for the tension disturbance. Alternatively, the dancer rollers, which are typically designed for absorbing tension disturbance and classified as passiveand active rollers, may also be used to regulate the tension force.
Secondly, approaches using different heating devices are also significantly influencing the control of all process parameters. For the deposition of thermoplastic tows, temperatures above the melt temperature (typically 400℃) are required to facilitate molecular interdiffusion to achieve good interplay bonding. For a thermosetting matrix, the process temperature must not exceed 60-70 ℃to prevent the initiation of the cure reaction inside the resin.Widespread investigations on heating sources, temperature and properties have been conducted.Several heating devices can reach the required temperature(see Table 2),e.g.resistance welding has been studied in details as a discontinuous method,and it provides an economical and direct method to join composite structures. The main approaches for continuous heating methods are hot gas torches, infrared (IR) and laser heating.
The gas torch heating method is commonly used in thermoplastic AFP systems,directed to the nip point of the compacting roller. Although it is an efficient approach to achieve an appropriate temperature, its disadvantages are its complex control and typical excessive waste of much of the available energy.IR heating is very similar to open flame heating,with the significant difference being that the IR source is brought close to the two parts being welded,without touching the surface. Heat is transferred to the composite workpiece essentially by radiation. IR heatingis commonly used for preheating unconsolidated thermoplastic and thermoset prepreg layups prior to thermoforming or forming a double diaphragm over a rigid mould. Laser-assisted AFP of thermoplastic matrix composites has been investigated for almost three decades owing to its many advantages.Having overcome many of the previously prevented issues from being an effective prepreg heating method for AFP, including matrix overheating and high capital equipment cost,laser heating is now a commercially available process. Lichtenwalnedeveloped an artificial neural network-based laser temperature control system for fibre lay-down heads.
Further studies also developed several heating methods,which have not been used in industrial applications. August and Hauberproposed that using alternate heating methods,such as ultrasonic heating, can positively expand the applicability and acceptance of in-situ TCP AFP systems. Although ultrasonic consolidation seems to have received less attention,it is also a rapid heating method and can exert the desired pressure on a composite surface.LED heating technology using a plurality of LEDs for thermoset AFP systems can provide heat with a little reaction time,and the corresponding heat transfer models were established by Orth et al.
4. Theoretical foundation for innovative design of AFP mechanisms
4.1. Essential mechanical configuration design theories for the AFP mechanism
The principal objective of this review is to present the potential extension of the relevant research opportunities in the art ofthe AFP mechanism design and optimisation.The AFP mechanisms are highly integrated, and more recently, there is a trend that requires better preventive and predictive maintenance. The traditional design method for fibre placement mechanisms is based on determined by trial-and-error experiences. Mechanically, a ‘one-to-one’ fully actuated mode has been adopted in most AFP systems. This type of traditional mechanical design method for AFP mechanisms, e.g. using gears or linkage mechanisms,has high reliability and practicability, as shown in the schemes mentioned above. However, it has a complex drive and control system,majorly increasing the overall volume, weight, cost, and control difficulty. Obsolete,sub-mechanisms cannot be easily upgraded.

Table 2 Several heating devices and methods.
Because there are less literature and research on this area(partially because of involving the business confidentiality),relevant work for innovative mechanical design and optimisation theory are considered and could be further used for AFP mechanical design to reduce the trial-and-error procedures.Besides, most mechanisms can be designed with a minimum number of actuators,and the design and control method maximises the output efficiency by actively decoupling and coupling the motions.It is promising to propose function decomposition and coordination of all sub-mechanisms and focus on the research on their innovation design method,and corresponding coupling methods.Based on the functional importance and principal components analysis,the decoupled motions are frequently produced using the screw theory or kinematic analysis in desired forms.
In this regard, a metamorphic mechanism has a feature of reconfiguration for achieving the fulfilment of multiple motions or operations with minimum actuators, coincident with the requirements of AFP mechanisms. Some attempts of using a metamorphic mechanism in AFP heads were proposed in references,where the CCR mechanisms can accomplish clamping/cutting/restarting tasks within only one actuator by using geometric and force constraints in variable kinematic joints.Dai and Rees Joneswere the first to propose and characterize the above mechanism class originating from bionic cells, and they first applied metamorphic mechanisms to origami in a research project on an automatic packing line. This type of mechanism can change topology configurations in specific sequences and has a variable degree of mobility,which can compensate for the drawback of conventional mechanisms and is gaining the interests of researchers to extend industrial applications. The above studies provide a foundation for the systematic generation of variable joints and mechanisms with variable topologies.
Generally, metamorphic mechanism theory is classified as the representation of configurations, mechanical synthesis and analysis. Based on the graph theory, the group theory and spiral theory, several innovative design methods and concepts have been proposed to design processes of metamorphic mechanisms. For example, in the study by Zhang et al., a mechanism synthesis approach was proposed based on a biological concept and the genetic evolution process.Recognizing the functional characteristics of metamorphic mechanisms,they revealed that the source-mechanism with multi-mobility is the foundation of structural synthesis and subsequently developed the procedure by following the biological operation principle.The working-phase mechanism can consequently differ from it in an application. Dai et al.discussed structural synthesis methods for Assur groups (AGs) in a series of publications. In the first literature,the fundamental element of AGs and the analysis of their kinematic characteristics were provided. In a subsequent research,an extended adjacency matrix was proposed to represent the fundamental diagonal elements, and the group combination and connectivity in the off-diagonal elements for AG inferred structural synthesis.Subsequently,considering a specific working task,referencedescribed a task-based source metamorphic mechanism synthesis process, and for analysing the statuses transformations,an equivalent resistance matrix and a constrained configuration matrix were first represented. Concurrently, many researchers have also explored structural topology design.Combined with the systematic classification of existing mechanisms and a computer program, a design concept was implemented by Chiou and Kota.Yan et al.presented a configuration integrating method and topological mapping relations. Consequently, many applications of metamorphic mechanisms have been proposed and used in the aerospace and automotive fields,which can be used to improve tool capabilities.
At present, the metamorphic mechanism theory has established a solid foundation and systematic framework. Due to the structural restriction of existing AFP mechanisms,the systems may not adequate for concave dies. We need to separate development to improve understanding of the mechanism from developments to modify the processes in a positive direction. These innovative design approaches are expected to provide potential solutions and minimize actuators combined with AFP mechanism’s required movements.
4.2. Essential optimisation theories for the AFP mechanism
The most commonly used approaches for optimising mechanisms are numerical method such as mathematical programming and heuristic algorithms, which possibly provide an optimal global result. Generally, kinematic/dynamic performance indices are adopted as optimisation objectives or constraint conditions to optimize the geometric dimension parameters of the mechanism for the actual demands. Nevertheless, according to the multiple requirements of kinematic,workspace, dynamic and other performances, the objectivefunctions are typically high-nonlinear, and the optimisation process is mainly dependent on the optimal strategy.
For instance, Nelson and Zhangprovided an adaptable methodology that objectives combine multiple criteria and introduced a new index with uniformity of manipulability and global manipulability to improve the efficiency of the entire process. Zhang et al.adopted a collaborative optimisation method,a type of multidisciplinary design optimisation solution, to optimise the dimensional parameters of metamorphic mechanisms by establishing linkages between these topologies. Non-dominated sorting genetic algorithm II can also be applied for the robot gripper mechanism design based on kinematic and dynamic models, and Pareto-optimal solutions have also been used to analyse the relationship between variables and the corresponding objective.
Another approach commonly used in dimensional optimisation is performance-chart based design methodology, which graphically describes the relationship between the design parameters and the criteria. For example, in the previous studya performance atlas was adopted to express the relationship among the load/motion transformation, orientational capability, workspace and structural parameters. Compared with the previous, this method provides a practical and alternative approach to reach an optimal region instead of single optimal results concerning the desired requirements.
Irrespective of the aforementioned discussion of the submechanisms optimisation,the layout of an AFP head has a significant effect on the layup performance of the laminate and potentially contributes to production cost reduction and maintenance simplification. To this end, some defects of AFP layups were investigated in references(see Fig. 5), which provide a general overview of relevant experiments and results,such as tow misalignment, buckling, twisted, and pull up.Although these defects are possibly caused by the layup trajectory,control of the AFP head,and available steering degree in the AFP process, the mechanical layout of the AFP head is also crucial due to its characteristics. Two main layout methods are used in the AFP mechanisms, as shown in Fig. 6. In terms of the characteristics of AFP systems and primary tow steering defects,the layup trajectory,available steering degree,and sub mechanism layout design can promote the AFP process optimisation. Without considering the layup trajectory and the available steering degree, which are discussed elsewhere, the commonly used layout optimisation methodsare discussed below.
Layout design and optimisation have been investigated for decades to provide more practical schemes and improve efficiency and reliability for different projects, such as facility arrangement, packing, and circuit layout problem.Generally, the position and orientation of objects as layout variables are proposed. Based on the coordinate transformation, a mathematical model is established in a one-/two-/three-dimensional optimisation problem. Owing to its high nonlinear and multiple variables, modern heuristic strategies,such as the artificial bee colony algorithm and adaptive beam search algorithm, are a better option. For example, Younis and Cavalier 125 presented a formulation of zero-one mixed-integer programming to minimise a robot’s total weighted travel between bins and fixed locations during automatic assembly. Carvalhoreviewed classical linear programming for one- and two-dimensional packing problems and built branching schemes with branch-and-price algorithms to analyse the relationship between the corresponding linear programming relaxations and strengths. Fainademonstrated a geometrical model, which reduced the three-dimensional packing problem to a finite scheme. Hakim et al.solved the circular packing problem by using an adaptive beam search algorithm and proved the effectiveness of the algorithm. Rex and Ravindrandeveloped an integrated approach regarding fixtures and satellite-module layout problems using iterative design of experiments and finite element method to fixture layout problem. Sun et al.presented a mathematical model of non-linear multi-objective disc cutter layout considering the technical engineering requirements and the structural design requirements of corresponding. Wang and Teng et al.decomposed satellite module into several sub-problems and applied a modern heuristic strategy for optimisation. Shi et al.proposed a modified artificial bee colony algorithm to search the optimal location in a satellite; they showed that the algorithm is better than a standard genetic algorithm.
Furthermore, considering the structural similarity between satellites and AFP systems (including some of the coupling relationship among sub-objects, constraints, and objectives),the potential solutions of layout optimisation theories and applications are promising for adopting in AFP mechanisms for enhancing the layup precision and hand-off manufacturing.It is believed that these fundamental theories are necessary as extension researchers and engineers to upgrade and optimise such complex mechanical systems.

Fig. 5 Most common tow steering defects.13
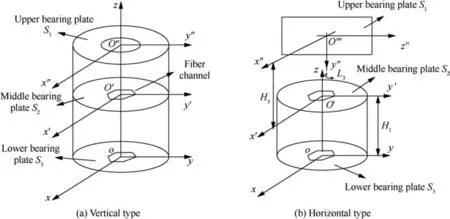
Fig. 6 Two types of AFP mechanism structures.
5. Perspectives on the future of automated fibre placement
Based on the development of winding and ATL technologies,AFP is the latest composite manufacturing automation process to support various materials and conditions. Clearly, AFP technology is systematic engineering with the multiinterdisciplinary research field. The main challenges of this process are in the systems and controllers,which must present considerable economic potential besides achieving reliability high laying speed with high quality,and the processable mould geometries.To address the challenges and research opportunities provided in this review, the cooperation among industries and academic institutes will significantly promote the development of composite automated manufacturing processes. Furthermore, the main perspectives of AFP mechanisms are as follows:
(1) To adapt to various demands of companies (interchangeable functions or structures)requiring shortening the reaction time, the modular design method allows a path toward a highly sustainable process for customized and personalized AFP mechanisms. AFP systems are investigated for different laying materials in combination with various forming technologies. It is currently very early for AFP mechanism design to form a paradigm and shortly lead to an AFP system assembly.The modular design method can realise system reconfiguration and a short design-to-product cycle by module identification,interface evaluation,and module configuration.The possibility of offering users dexterity with a cost-effective and reconfigurable integrated machine should expand the research applications to simply transverse from idea to equipment.
(2) There is a need for a robust AFP process and a productivity improvement corresponding to the level required by machine vendors. First, effective programming can resolve end errors to some extent. Second, in the field of mechanical design, the demand for a novel design method and the optimisation of AFP mechanism should be explored.Because AFP mechanisms need to integrate up to dozens of fibre feeding,guide and deliver,tension,clamping, shearing, restarting, consolidating, and other functional modules, the tows are independently controlled by various parameters, such as speed and tension. This process and the existing mechanisms limits consistent quality (inaccurate cutting, restarting failure,clamping failure and guidance failure)and some aspects of variability such as the complexity of the mould geometry (driven by the complexity of the AFP mechanism).
(3) Further,it also can increase the span of the AFP systems functions and layup precision to realise hand-off manufacture in the entire production cycle, different from a cottage industry. Other attempts should be made for adjusting multiple materials with various specifications on the same equipment with high precision, rapid operation processes and improved adaptive capability.Corilios Company has designed a single-fibre placement head with a variable fibre width, and it can be extended to multi-fibres placement systems associated with innovative mechanical design. The study of AFP mechanisms can also promote and meet the details and development of the mechanism design theory. When some accidents may occur during the fibre transmission process, there is a trend that its problems could be self-diagnosed and identified by multi-mode sensors based AFP mechanism. Integrating the sub-mechanisms with selfregulating/protecting function and control strategies is expected to solve some fundamental problems. It is expected that the above efforts and achievements will provide a novel method to guide AFP mechanisms for such complex systems with the same characteristics.
(4) Another trend in new product development is combining multi-functions or tasks to accomplish integrated multimanufacturing processes and assembly using a flexible manipulator, which increases the reliability, adaptability, and throughput. Although AFP systems have the advantage of eliminating numerous low-cost labour activities, they increase technical labour and capital investment. Therefore, as one of the challenges to provide a supervision-free process, adaptive-controlled layup heads combined with multi-sensors are gaining the interest of researchers. It is expected that this strategy will reduce the production cost and mitigate the defects of fibre performance during the laying process(without the requirement to spend hours attempting to‘adjust’ the process).
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
The authors would like to acknowledge the support from the National Natural Science Foundation of China (grant No.51575018).
 Chinese Journal of Aeronautics2022年4期
Chinese Journal of Aeronautics2022年4期
- Chinese Journal of Aeronautics的其它文章
- Reduced-dimensional MPC controller for direct thrust control
- A multiscale transform denoising method of the bionic polarized light compass for improving the unmanned aerial vehicle navigation accuracy
- Periodic acoustic source tracking using propagation delayed measurements
- Optimal predictive sliding-mode guidance law for intercepting near-space hypersonic maneuvering target
- Sea fog detection based on unsupervised domain adaptation
- Unsteady characteristic research on aerodynamic interaction of slotted wingtip in flapping kinematics