乳制品定量灌装检测装置的设计
2022-04-27 06:11刘永生滁州市技术监督检测中心滁州市市场监管综合执法支队
安徽科技 2022年4期
文/侯 明 刘永生 (.滁州市技术监督检测中心;.滁州市市场监管综合执法支队)
传统乳制品灌装检测环节采用的是人工检测方式,通过目测液面高度的方法来判断装填量是否达到要求,并将不合格品手动移出生产线,效率不高且易出错;机器检测能够严格保证检测的精度,且可以不间断工作,动态测量每瓶乳制品的重量信息,实现对定量灌装是否合格的判定。机器检测通过称重传感器和称重模块完成,对产品重量数据取若干最小值并计算均值后,与定量值比对来完成检测,并将检测结果输出给PLC,由PLC 控制电机的转动将不合格产品移出生产线。用机器检测替代人工检测,可大幅度提高检测精度和生产效率,降低生产成本,获得更好的经济效益。
一、称重模块传感器分类、原理及其特点
称重传感器和称重模块是乳制品定量灌装检测装置的核心,用于判断产品灌装是否合格,称重传感器的工作原理是将被测物体上的重力按一定比例转换成可计量的输出信号,它的精度决定了定量灌装检测的准确度,所以选择合适的称重传感器十分重要。目前使用的称重传感器根据原理分类主要有5 种。
1.电阻应变式传感器
原理:将电阻应变计(电阻应变片)粘贴在弹性体上,当弹性体受外力(拉力或压力)作用产生形变时,电阻应变计将该形变转化成电量输出。电量输出值与外力的大小存在一定的比例关系,因此检测出电量的输出,便可以求得所称重的质量[1]。
优点:精度高、测量范围广、结构简单、频响特性好;易于实现小型化、整体化和品种多样化。
缺点:对于大应变有较大的非线性;输出信号弱,但可以采取一定的补偿措施。
2.电容应变式传感器
原理:通过弹性体将物体质量转换成位移,引起电容和电感的改变;电容和电感的改变值与位移量存在一定的比例关系,利用相应的检测仪器测出电容量的变化量,便可以求得质量[2]。
优点:高阻抗,小功率、较高的信噪比,系统稳定,动态响应快,结构简单,适应性强,可以在恶劣环境下工作。
缺点:负载能力差,输出特性非线性,寄生电容影响大。
3.压磁式传感器
原理:铁磁物质在外加质量作用下其磁导系数和磁阻会发生改变,从而使绕在铁芯上的线圈阻抗发生变化,线圈阻抗的变化与质量成一定比例关系,检测出线圈阻抗的变化,便可求得质量[3]。
优点:输出功率大,抗干扰能力强,过载性能好,结构简单,寿命长,能在恶劣环境下工作。
缺点:测量精度不高,反应速度慢。
4.压电式传感器
原理:某些晶体介质在受到一定方向外加质量的作用时,会引起内部正负电荷的相对转移,从而使晶体管两端表面上出现符号相反的束缚电荷,其电荷密度与质量存在一定的比例关系,通过检测电荷密度便可以求得质量[4]。
优点:结构简单,体积小,重量轻,频响高,灵敏度高,信噪比大。
缺点:某些压电材料需要防潮,输出的直流响应差。
5.振频式传感器
原理:金属丝或金属膜片的固有振动频率不仅与其几何尺寸、密度、材料有关,还与内部应力状态有关。几何尺寸、材料、密度一定时,外加的质量可以改变其内部应力,因而其振动频率也就会相应改变,外加质量与频率改变存在一定的比例关系,因此检测出频率的变化量,便可求出质量[5]。
优点:高精度,高分辨率,高抗干扰能力,适于长距离传输,能直接与数字设备相连接。
缺点:要求材料质量高,加工工艺复杂,成本高。
二、传感器的选择
乳制品定量灌装检测装置测量的是处于运动状态的物体,对测量精度要求较高,还要求能在潮湿环境中稳定工作,且有一定的负载能力,同时还应考虑综合简化结构和低成本等因素。电容应变式传感器和压磁式传感器测量精度较低,压电式传感器不能在潮湿环境中稳定工作,振频式传感器的成本高结构复杂,而电阻应变式传感器测量精度高,能适应潮湿环境,成本相对较低,能满足以上需求,所以选择电阻应变式传感器。
电阻应变传感器又分为组合式、膜片式、应变梁式和应变管式,其中应变梁(剪切梁)式传感器输出信号不受测力点方位改动的影响,线性好、精度高、响应快,可以实时检测重量信息;高度低、体积小、重量轻、易于安装和维护;结构简单、易于密封。基于以上原因,乳制品定量灌装检测装置选用应变梁式电阻应变式传感器。参考生产商产品目录,选择PW2D-C3MR-7.2KG 称重传感器。
三、控制器与程序分析
在检测过程中,传感器检测到信号后传输给控制器,控制器根据规划好的程序将命令发给执行器,低电平为合格,高电平为不合格,对不合格产品进行筛除。
乳制品灌装后,从进入测量台到完全离开测量台,称重传感器的信号采集频率为60 Hz,传感器可以检测到11 个距离数据。工控机C 语言程序对这组数据取几个最大值并计算均值后与设定值对比,判定定量灌装是否合格,并将判定结果输出给可编程逻辑控制器(PLC),由PLC 控制电机的转动。控制器需要完成对数据的收集分析工作并控制电机运动。
由于需要收集和处理的数据较为庞大,一般的控制器都无法实现如此大量的数据处理,为了确保检测单元的检测精度,本次设计选用C 语言程序控制。程序设计流程为:在输入端输入一组数据,求出10 个最大值并计算均值,将均值与一个设定值进行比较,比设定值大则输出高电平(判定不合格),比设定值小则输出低电平(判定合格)。程序如下:
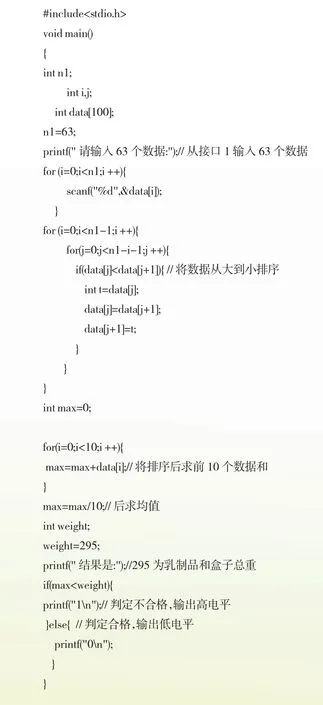
其中weight 数值(设定值)可以调整改变,以满足实际需要,C 语言输出的结果为机器可以读懂的0 和1,从而实现对电机的控制,将检测结果不合格的产品移出生产线。
由于本次需要处理的信息量大,计算过程需要大量的存储空间分配,传统的单片机无法完成,所以工控机选择为工业平板电脑一体机。控制系统理论程序在实际运行时还需进行微调,工业平板电脑一体机预装操作系统,且自带有触摸屏幕,人机交互性很好,可以直观而快速的编写和修改控制程序。
四、结语
本文通过对乳制品自动化灌装的分析,得到了乳制品定量灌装检测装置所要满足的功能需求,并对这些功能需求的实现方案进行了分析,设计出最优的方案选择和检测单元工作的流程。通过传感器选择和传动设计,检测单元动态称重精度可以达到1 g,理论上能够实现30 件每分钟的检测速度,大大提高了检测效率,降低了生产时间成本,具有很好的经济效益,满足了最初设计的需求。
猜你喜欢
应用能源技术(2022年9期)2022-10-22
包装工程(2022年17期)2022-09-21
农业工程学报(2022年4期)2022-04-24
中国食品(2021年22期)2021-12-13
科学与财富(2020年22期)2020-11-06
健康之家(2019年6期)2019-12-14
数码世界(2019年6期)2019-09-09
食品界(2018年8期)2018-09-03
电子技术与软件工程(2017年16期)2018-03-30
科技视界(2018年36期)2018-03-01