
P91 耐热钢厚壁管埋弧焊工艺
2022-04-22 03:39罗运良李井双
焊管 2022年4期
0 前 言
某GCGV 烯烃裂解厂项目包括裂解炉模块工作包、 烯烃分离和处理模块工作包、 乙二醇模块工作包和聚乙烯模块工作包, 设计烯烃年产量为180 万t。 项目建设涉及大量耐热钢材料的焊接, 其中P91 耐热钢材料的工作量较大且焊接性比较复杂。 通过对裂解炉高温蒸汽管道P91 耐热钢的化学成分、 力学性能及焊接性分析, 完成了P91 厚壁管埋弧焊焊接工艺评定试验, 实现了P91 埋弧焊焊接工艺在该项目的应用。
1 试验材料
焊接工艺试验采用美标ASTM A335 P91 管,规格为Φ457.2 mm×23.88 mm。 P91 钢是通过微合金化制造的细晶强韧型马氏体耐热钢, 具有耐高温性能(≥600 ℃) 和耐高温蒸汽压力(≥25 MPa),具有较低的碳含量、 较低的杂质含量 (S、 P 等元素), 同时, 具有较高的屈服强度及良好的冲击韧性和高温蠕变断裂强度。 项目规格书要求P91 材料要有EN 10204 3.1 认证且符合标准要求, 按照标准ASTM A335 要求其产品化学成分见表1。
在世界范围内,较早涉及到销售管理系统的理论和实践可以追溯到上个世纪。当时,在1960年前后,作为先进科技代表的美国在传统的计划经济管理的基础上,提出了物质需求管理计划(Material Requirement Planning,简称“MRP”)。在当时背景下,打破了传统的固有管理模式,大大提升了商业贸易效率。在随后的时间里,计算机理论和技术的出现和发展,使得传统的人为干预的记录、计算逐步被计算机所代替。此时,以美国为代表的计算机领域太阳、甲骨文和微软等知名公司,都相继推出了功能较为完善的销售管理软件软硬件产品。[1]

P91 钢化学成分比较复杂, 碳当量较大(本研究采用的P91 管碳当量为2.14%), 焊接性差, 焊接时需防止冷裂纹和再热裂纹的产生。 焊接过程对工艺参数极为敏感, 存在热影响区粗晶区韧性恶化、 细晶区软化、 焊缝金属产生裂纹及韧度远低于母材的问题, 因此必须进行较高温度预热及焊后热处理 (PWHT), 以确保焊缝金属和焊缝热影响区得到较好的韧性, 避免出现焊接裂纹。 P91 钢焊接一般采用小的焊接热输入, 并严格控制冷却时间, 以防止焊缝区组织粗大, 较常用的焊接工艺方法为GTAW 和SMAW。 对于SAW 工艺, 由于其焊接电流、 电压等参数较大, 需要更加严格地控制焊接过程。
由于生产力的发展和井田制进一步破坏,使一家一户为生产单位的小农经济迅速发展起来。这样,生产关系发生了变化,导致在社会政治制度方面也有所变化。新兴地主阶级和工商业者,要求打破过去是世卿世禄的权政治格局。新兴的广大拥有私田的平民也要求脱被奴役的地位;广大的奴隶,更是极力要求解放,不断进行斗争。新兴地主阶级和工商业者,在奴隶反抗和平民沉重打击奴隶主反动统治的基础上,向奴隶主贵族开了革命夺权斗争。军功爵制就是在这种历史背景下产生、发展起来的。
2 焊接工艺试验
2.1 焊接材料的选择
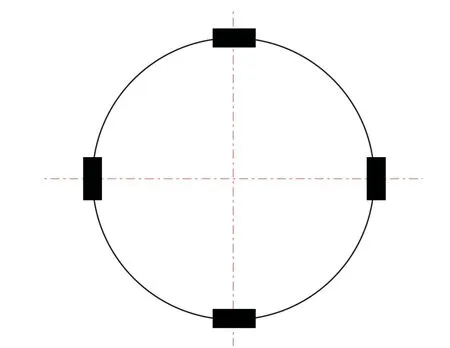
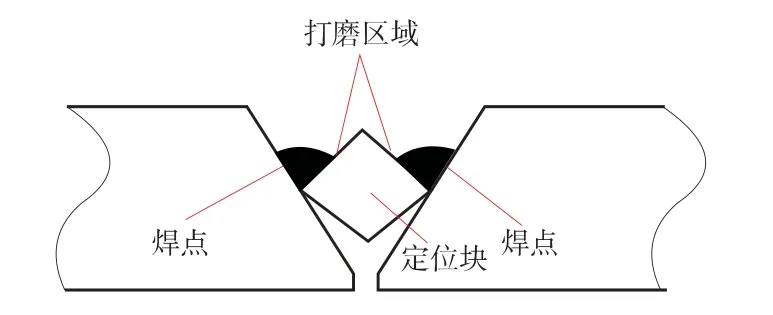
点焊前必须进行高温预热, 可采用烤把加热, 保证坡口及周边75 mm 范围内温度达到200~250 ℃。 点焊位置如图2 所示, 至少4 个定位焊点, 点焊采用的桥接块如图3 所示, 点焊应焊在坡口表面, 不允许在母材表面, 且不应在打底焊位置。
2.2 焊接工艺
2.2.1 坡口准备和组对
(1) 需要仔细清除坡口及内外表面的各种污染物质, 去除坡口内外表面25 mm 范围内的杂质并打磨干净直至露出金属表面。
3.增强沟通机制,搭建互动平台。多年的实践证明,油田与地方政府及农户的关系具有接触时间长、工作头绪多的特点。因此,油田应与地方政府建立多层次的沟通机制,坚持高层会晤、油地部门联席会议以及基层工作座谈会等制度。油地双方建立健全联防联治机制,对重点油气井、油气联合站、油气罐区、油库等重要基础设施,实行承包责任制;大力开展工农共建、文明油区创建活动,密切油地关系,创建模范油区;在重要设施建设、整体规划部署上公开公平地进行协商,本着互惠互利的原则,制定相应的发展策略,从而达到增进相互了解和信任,实现企地关系的良性互动。
2.2.3 背部充气
(3) 背部供气需保持直到焊接完成6.5 mm厚填充金属。
混凝土浇筑主要质量控制点之三“浇筑后”。对拆模后的混凝土及时覆盖毛毡,并采取浇水养护,养护时间不少于28 d,养护期间保持混凝土表面湿润。
很快他轻声地惊叫起来。我的大王不见了。他认定杜一朵在他接听电话的时候偷走了他的大王。他要搜查怀疑者。游戏渐失规矩,但不乏弥漫着的微醺的情趣。他搂住嬉笑躲避的一朵施展隔衣取物的官方手法。一朵麻痒着哈哈大笑。效果出奇的好。
(3) 禁止火焰切割坡口, 坡口只能采取加工或打磨方式。 等离子切割的坡口需要打磨3 mm至光亮金属并禁止通过焊接来修复不规则边缘。焊接坡口形状及尺寸如图1 所示。
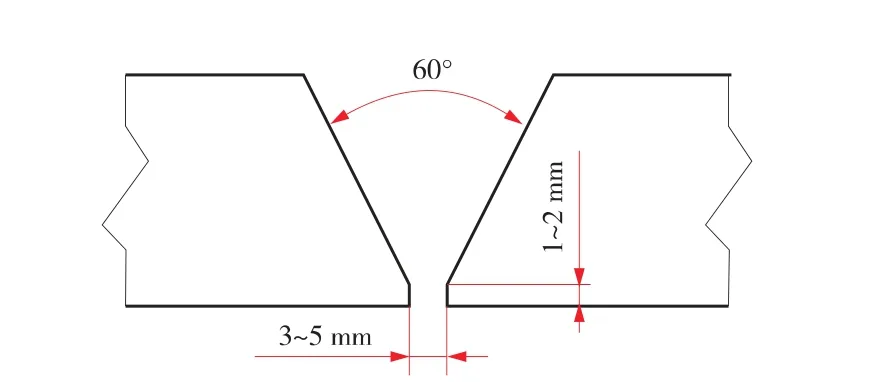
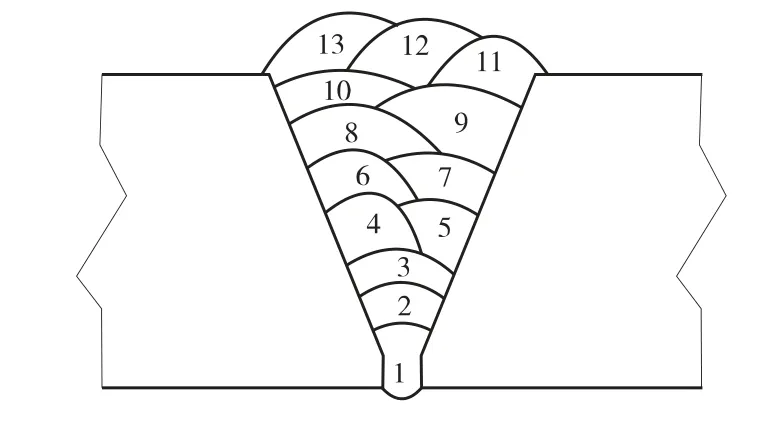
(2) 焊接工艺参数。 焊接时应严格控制工艺参数, 采用小的焊接热输入并防止晶粒长大。 此外要重点关注起弧和收弧点位置, 保证起弧和收弧弧坑填满, 焊道间的起弧点错开; 打底GTAW 焊需要使用高频引弧电源。 焊道如图5 所示, 具体的焊接工艺参数见表2。
本研究P91 钢焊接采用GTAW+SMAW+SAW方法。 GTAW 打底, 为避免直接使用埋弧焊出现焊漏, 采用SMAW 填充一遍, 其余采用SAW 工艺。 焊材的选择, GTAW 采用奥林康CARBOROD Φ2.4 mm 焊 丝, SMAW 采 用 林 肯Cr-Mo91 CROMOE91 Φ3.2 mm 焊条, 埋弧焊采用奥林康OE-S1 CRMO91 Φ2.4 mm 焊丝搭配使用焊剂OP 90W。
(2) 组对前须进行渗透检验 (PT ) 以保证待焊接区域 (坡口外表面25 mm 范围) 无微观裂纹。 PT 检验时注意管内壁保护, 防止污染。
(1) P91 属于高合金钢, 为避免焊接时背部焊缝氧化, 焊前需背部进行充氩气保护。
(2) 打底焊接前, 必须使用纯度不小于99.995%的氩气充满管内且背部含氧量低于1%。
雷雪英用记忆症状评估量表(memorial symptom assessment scale,MSAS)测量工具,采用便利抽样法调查发现,肝硬化患者各症状分量表与生活质量各维度呈负相关,相关系数在-0.86~-0.05,提示肝硬化患者的症状体验对其生活质量呈负面影响,即患者症状水平越高生活质量越低[6]。
随着时代的不断更替,人们的审美也发生了天翻地覆的变化。过去曾喜爱的或者是推崇的,可能在下一个时代会被弃之敝屣。粉彩花鸟题材的作品无论是清雅的还是雍容华贵的都各有追随者与欣赏者。
2.2.4 焊接参数
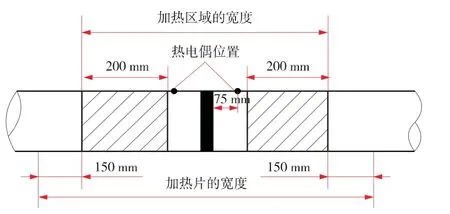
(1) 焊接预热。 正式焊接需要使用电加热,保证焊道周边75 mm 范围内预热200~250 ℃,层间温度最大为300 ℃。 预热温度监控采用热电偶, 加热区域如图4 所示。
张连长有些急了:“哎,曲干事,话不能这么说啊!她的情况,你又不是不清楚。同情归同情,感动归感动,事情归事情,不是连你都没权力……”
2.2.2 点焊

(3) 消氢处理。 除了定位点焊外, 其余焊道焊接完成或焊接发生中断, 立即进行300~350 ℃至少保温2 h 的消氢处理。 然后焊件缓冷到93 ℃以下, 以保证奥氏体最大限度地转化成马氏体。
(4) 外观检验。 焊缝成形良好, 焊缝与母材圆滑过渡, 无裂纹、 气孔、 夹渣和飞溅, 焊缝宽度均匀, 不允许有咬边。 其他要求应满足ASME B31.3 和业主规格书的相关要求。
(5) 焊接后的NDT 检测。 待焊接试件冷却到室温后, 按照ASME BPVC IX 要求进行NDT检测, 包括磁粉检测 (MT) 和射线检测 (RT),保证焊缝质量合格, NDT 检测结果合格。
(6) 焊后热处理。 对于所有P91 材料的焊接接头, 无论壁厚和直径都需要焊后热处理,热处理应按AWS D10.10 执行, 必须采用电加热片或感应加热带及保温棉, 将热电偶设置在适当的位置以使焊缝及周边全厚度加热均匀。本工艺采用局部热处理方法, 加热方式采用电加热片, 要求保温温度为760℃±14℃, 保温时间为2 h (每25 mm 保温2 h), 400 ℃以上的加热速率为100~150 ℃/h, 冷却速率最大为200 ℃/h。 其中对最小加热带宽和保温棉宽要求如图6 所示。

(7) 热处理后的NDT 检测。 为避免出现延迟裂纹, 热处理完成后至少经过48 h 才可进行NDT 检测, 包括MT 和RT 检测, 确保焊缝质量合格。
3 力学性能检测
3.1 拉伸试验
工艺评定拉伸试验参照ASME BPVC IX 和ASTM A370 进行, 要求试样抗拉强度不小于母材标准规定的最低抗拉强度。 拉伸试验结果见表3,从表3 可以看出, 拉伸试验结果满足ASTM A355关于P91 材料规定的最低抗拉强度要求485 MPa。

3.2 弯曲试验
按照ASME BPVC IX 要求, 焊件厚度10 mm以上可采用侧弯试验, 侧弯试验压头直径40 mm,弯曲角度180°, 4 个侧弯试验弯曲后弯曲面均无焊接缺陷, 满足标准ASME BPVC IX 的要求。
3.3 冲击试验
冲击试验需在母材、 焊缝金属和热影响区进行。 按照标准要求, 除非业主或承包商同意外,所有焊接方法的冲击功接收值均为20 ℃均值34 J,单值不小于27.2 J。
冲击试验按照ASME BPVC IX 和ASTM A370要求进行, 试样尺寸10 mm×10 mm×55 mm, 冲击试验温度按照技术要求为20 ℃, 冲击摆锤采用KV8, 试验结果见表4。

3.4 硬度试验
项目规格书要求工艺试验进行微观硬度检测, 包括焊缝区、 母材和焊接热影响区。 硬度检查在全厚度焊缝的宏观试样进行, 要求硬度值满足200HV
~290HV
。 硬度试验打点位置如图7所示, 试验结果见表5。


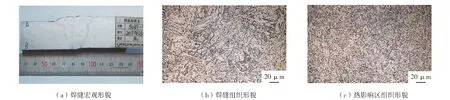
4 金相检测
业主技术规格书要求对于PQR 试样进行宏观金相检测和微观金相检查, 并且要求焊缝和热影响区金属微观组织为100%回火马氏体。 具体试验结果如图8 所示。 从图8 可以看出, 焊接接头无焊接缺陷, 焊缝和热影响区均为回火马氏体组织。
针对整体空间三维立体化设计,必是未来高密度环境下建筑设计的一种趋势,这种趋势在未来科幻电影中均有体现。试想在我们生活的现实中,楼房在有限的用地中一方面会向高处发展,于是越来越多的空中花园、空中运动场和室外空中集聚地等出现;另一方面会挖掘地下空间,出现地下停车场、地下运动场等。现代的校园设计也在慢慢汲取这些概念,不同功能分层次横竖向进行穿插[15]。这也呼应了本论文提出的将功能块分解,重新组构集合在一个新的三维空间中。
5 生产应用
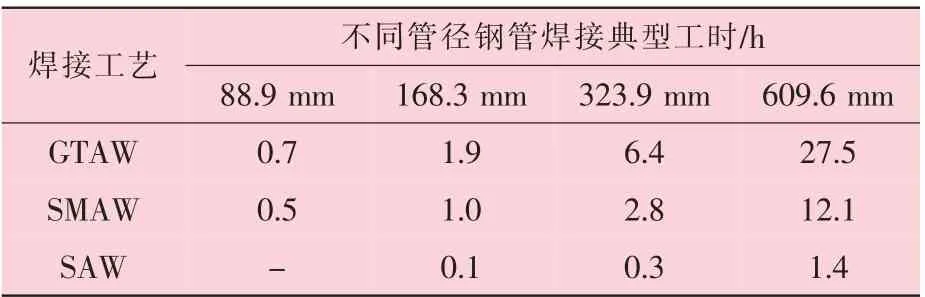
按照ASME BPVC IX 完成了P91 钢的焊接工艺评定, 各项试验结果均符合标准和项目规格书的要求。 该埋弧焊焊接工艺得到业主的批准和认可, 在承建项目得以应用, 极大地提高了P91 材料的焊接效率, 各焊接方法的焊接工时见表6。 在焊接施工中, 尤其是大管径、 厚壁管的焊接效率提升更为显著, 为普通手工电弧焊的10 倍左右。
6 结 论
(1) 通过对P91 材料埋弧焊焊接材料的选择、 工艺参数研究和焊接过程的控制, 避免了P91 耐热钢焊接冷裂纹的产生, 保证焊接接头的力学性能满足要求。
(2) 对于P91 材料焊接需要严格注意焊接过程的温度控制, 包括200~250 ℃高温预热、 焊后300~350 ℃保温2 h 的消氢处理以及温度(760±14 ) ℃保温2 h 的焊后热处理。 另外, 为避免焊接接头的硬度超标, 在进行PWHT 之前,需要将焊缝冷却到93 ℃以下, 最大限度地使奥氏体转变为马氏体。
(3) 按照标准ASME BPVC IX 和业主规格书要求完成了P91 埋弧焊焊接工艺评定, 并且成功应用于项目焊接, 显著提高了P91 钢的焊接效率。
[1] ASME. Welding,Brazing and Fusing Qualifications:ASME BPVC IX—2019[S].New York:ASME,2019.
[2] American Welding Society. Recommended Practices for Local Heating of Welds in Piping and Tubing:AWS D10.10-D10.10M—1999[S].Miami:AWS,1999.
[3] American Petroleum Institut. Use of 9Cr-1Mo-V (Grade 91) Steel in the Oil Refining Industry:API TR 938-B[S]. Washington:API,2008.
[4] American Petroleum Institute. Welding Guidelines for the Chemical,Oil, and Gas Industries:API RP 582—2016[S]. Washington:API,2016.
[5] American Petroleum Institute. Fabrication Considerations for Vanadium-Modified Cr-Mo Steel Heavy Wall Pressure Vessels:API TR 934-B—2011[S].Washington:API,2016.
[6] 公永建,郭建锋,丁光柱. SA335-P91 钢焊接及焊后热处理工艺[J]. 焊接技术,2015,44(5): 84-86.
[7] 王敬红. P91 钢的焊接工艺评定及现场焊接[J]. 焊接技术,2001,30(1):42-43.
[8] 王文瀚. 焊接技术手册[M]. 郑州: 河南科学技术出版社,2000.
[9] 尹士科.焊接材料手册[M].北京:中国标准出版社,2000.
[10] 钱昌黔.耐热钢焊接[M].北京:水利水电出版社,1988.
猜你喜欢
航天制造技术(2022年4期)2022-09-30
汽车实用技术(2022年11期)2022-06-20
科技风(2020年2期)2020-02-14
装饰装修天地(2018年12期)2018-07-09
科技创新与应用(2018年3期)2018-01-24
中国高新技术企业(2017年10期)2017-06-20
赢未来(2017年13期)2017-02-21
当代工人·精品C(2016年5期)2017-01-11
哈尔滨理工大学学报(2016年2期)2016-09-12
魅力中国(2009年28期)2009-12-04
